You might also like
- Resumen de La Revolución Industrial de Thomas Ashton: RESÚMENES UNIVERSITARIOSFrom EverandResumen de La Revolución Industrial de Thomas Ashton: RESÚMENES UNIVERSITARIOSNo ratings yet
- Semana 4 Calderas AcuotubularesDocument59 pagesSemana 4 Calderas AcuotubularesAlvaro Amc83% (6)
- Modelo de Propuesta de Comedor 2018Document4 pagesModelo de Propuesta de Comedor 2018Pedro Jacobo0% (1)
- Historia de La CarapulcraDocument5 pagesHistoria de La CarapulcraPedro Jacobo100% (3)
- Trabajo Final-Caldera Acuotubular.Document43 pagesTrabajo Final-Caldera Acuotubular.Anonymous iiyIrNUn100% (1)
- Trabajo O1-CalderasDocument9 pagesTrabajo O1-CalderasAnonymous iiyIrNUnNo ratings yet
- Trabajo Practico N 1Document16 pagesTrabajo Practico N 1Anonymous fkPKGCWENo ratings yet
- Unidad 2Document8 pagesUnidad 2emilioNo ratings yet
- Tipos de CalderasDocument18 pagesTipos de CalderasAnonymous GhJKML5C100% (1)
- FFWDocument50 pagesFFWChristian Dominguez VillafanaNo ratings yet
- Informe Calderos TerminadoDocument50 pagesInforme Calderos TerminadoChristian Dominguez VillafanaNo ratings yet
- Generador de VaporDocument15 pagesGenerador de VaporMariano MarcosNo ratings yet
- Generadores de VaporDocument19 pagesGeneradores de VaporRaul FernandezNo ratings yet
- 06 Generador de VaporDocument17 pages06 Generador de VaporMartín Pérez CarranzaNo ratings yet
- Calderas Trabajo Riesgos Proceso Productivo II SemestreDocument21 pagesCalderas Trabajo Riesgos Proceso Productivo II SemestreErnesto Godoy ValdovinosNo ratings yet
- CALDERASDocument17 pagesCALDERASJORDINo ratings yet
- Calderas AcuotubularesDocument59 pagesCalderas Acuotubularessebastian100% (2)
- 06 Generador de VaporDocument6 pages06 Generador de VaporMiguel ValNo ratings yet
- Calderas. T.#3Document50 pagesCalderas. T.#3JonathanGutierrezNo ratings yet
- Arranque de CalderasDocument36 pagesArranque de CalderasAlex Juarez CastilloNo ratings yet
- CalderasDocument20 pagesCalderasGuillermo SosaNo ratings yet
- Calderas Industriales.Document65 pagesCalderas Industriales.Eduardo Reyes ZavaletaNo ratings yet
- SobrecalentadoresDocument30 pagesSobrecalentadoresLuis Enrique Martinez CarvajalNo ratings yet
- Calderas o Generadores de VaporDocument11 pagesCalderas o Generadores de VaporJDanielGS100% (1)
- Sistemas de Generacion de EnergiaDocument42 pagesSistemas de Generacion de EnergiaChristian Jaime Sanchez100% (4)
- Plantas Generadoras de Vapor FinalDocument4 pagesPlantas Generadoras de Vapor FinalWilman Ardila BarbosaNo ratings yet
- Calderas, Generadores de Vapor, Hornos y Secaderos en Eficiencia EnergéticaDocument12 pagesCalderas, Generadores de Vapor, Hornos y Secaderos en Eficiencia EnergéticaSergio Becerra AnzaldoNo ratings yet
- Laboratorio de Ingenieria Mecanica II - Calderos A VaporDocument23 pagesLaboratorio de Ingenieria Mecanica II - Calderos A VaporMirko Yanque Tomasevich100% (1)
- Caldera AcuotubularDocument44 pagesCaldera Acuotubularve_as100% (2)
- Máquinas Motrices y TérmicasDocument13 pagesMáquinas Motrices y TérmicasAngel CevallosNo ratings yet
- Calderas de Vapor (Descripcion) PDFDocument20 pagesCalderas de Vapor (Descripcion) PDFGibran García Duarte100% (1)
- TEMARIODocument36 pagesTEMARIOAldo Celaya TonchezNo ratings yet
- Calderas AcuatubularesDocument52 pagesCalderas AcuatubularesWAGNER SERRANONo ratings yet
- Tema 12. Identificación de Componentes de Instalaciones Calor y ACSDocument24 pagesTema 12. Identificación de Componentes de Instalaciones Calor y ACSSergio Arribas DiazNo ratings yet
- Geometrias de Los RecalentadoresDocument5 pagesGeometrias de Los RecalentadoresYeismar SalamancaNo ratings yet
- ANEXOS (Generador de Vapor)Document8 pagesANEXOS (Generador de Vapor)Benjamin PinedoNo ratings yet
- Calderos de Uso IndustrialDocument6 pagesCalderos de Uso IndustrialAndrewOlazabalNo ratings yet
- Calderas para Plantas EléctricasDocument20 pagesCalderas para Plantas EléctricasJohn Rios CernaNo ratings yet
- Centrales Térmicas de CarbónDocument8 pagesCentrales Térmicas de CarbónJuan Fernando Pacahuala ZuritaNo ratings yet
- Equipos Mecanicos Unidad 3Document21 pagesEquipos Mecanicos Unidad 3Ivan Edy DominguezNo ratings yet
- Portafolio Unidad 2Document22 pagesPortafolio Unidad 2Manuelhilario Bravo HuertaNo ratings yet
- ALTO HORNO-texto PDFDocument49 pagesALTO HORNO-texto PDFCristian Galleguillos CortesNo ratings yet
- Camara Torsional para Nueva CombustionDocument5 pagesCamara Torsional para Nueva Combustioncesperon39100% (1)
- 2.2 MyetDocument17 pages2.2 MyetJOSE ALFREDO HERNANDEZ BRICEÑONo ratings yet
- U1. Centrales Térmicas y Generadores de VaporDocument16 pagesU1. Centrales Térmicas y Generadores de Vaporali sibajaNo ratings yet
- Trabajo Investigacion PirotubularDocument44 pagesTrabajo Investigacion PirotubularElias Condorhuaman BaltazarNo ratings yet
- Generadores de VaporDocument31 pagesGeneradores de Vaporkevin aguilarNo ratings yet
- Hornos de FusiónDocument35 pagesHornos de FusiónMauricio Molina Sejas100% (1)
- Unidad 2. Generadores de VaporDocument25 pagesUnidad 2. Generadores de VaporJair Hdez100% (2)
- Unidad 2 Generadores de Vapor - CompressDocument25 pagesUnidad 2 Generadores de Vapor - CompressEl Tomate CosmicoNo ratings yet
- Generador de VaporDocument13 pagesGenerador de VaporDiego Malqui AcostaNo ratings yet
- Caldera de Tubos de AguaDocument26 pagesCaldera de Tubos de AguaLuis Mario Gallego CamposNo ratings yet
- Hornos para El Procesamiento Del PetróleoDocument7 pagesHornos para El Procesamiento Del PetróleoRojas Lenny MiroslabaNo ratings yet
- Caldera 25-11-15Document33 pagesCaldera 25-11-15danodaniel32No ratings yet
- Calderas PirotubularesDocument12 pagesCalderas Pirotubularesing_macbNo ratings yet
- Calderas Pirotubulares.. TrabajoDocument11 pagesCalderas Pirotubulares.. Trabajokarlesco100% (1)
- Caldera RazaDocument32 pagesCaldera RazaJosh Yôsef PinoNo ratings yet
- INFORME DEL LAB de TERCALDERA O CAMARA DE COMBUSTION USANDO COMBUSTIBLE GASEOSOMO II N - 5 Combustible Gas 1 para ImprimirDocument17 pagesINFORME DEL LAB de TERCALDERA O CAMARA DE COMBUSTION USANDO COMBUSTIBLE GASEOSOMO II N - 5 Combustible Gas 1 para ImprimirEduardo Manuel Puchuri MamaniNo ratings yet
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaFrom EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaNo ratings yet
- Drácula de Bram StokerDocument4 pagesDrácula de Bram StokerPedro JacoboNo ratings yet
- La Cruz Es El LugarDocument7 pagesLa Cruz Es El LugarPedro JacoboNo ratings yet
- Existen Objetivos Del Desarrollo OrganizacionalDocument3 pagesExisten Objetivos Del Desarrollo OrganizacionalPedro JacoboNo ratings yet
- El Secreto de La FelicidadDocument3 pagesEl Secreto de La FelicidadPedro JacoboNo ratings yet
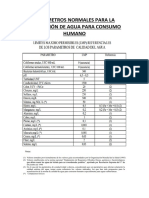
- Parámetros Normales para La Evaluación de Agua para Consumo HumanoDocument6 pagesParámetros Normales para La Evaluación de Agua para Consumo HumanoPedro JacoboNo ratings yet
- FATIGADocument22 pagesFATIGAPedro JacoboNo ratings yet
- Cómo Poner Un Negocio de Venta de RopaDocument4 pagesCómo Poner Un Negocio de Venta de RopaPedro JacoboNo ratings yet
- Huye de La TentaciónDocument5 pagesHuye de La TentaciónPedro JacoboNo ratings yet
- Glosario AmbientalDocument55 pagesGlosario AmbientalPedro JacoboNo ratings yet
- Paso 1 Elaborar La Minuta de Constitucion PDFDocument4 pagesPaso 1 Elaborar La Minuta de Constitucion PDFJhoset Cristian TMoNo ratings yet
- La Cultura Como Ser Esencial HumanoDocument26 pagesLa Cultura Como Ser Esencial HumanoPedro JacoboNo ratings yet
- EconomiaDocument10 pagesEconomiaPedro JacoboNo ratings yet
- DerechoDocument51 pagesDerechoPedro JacoboNo ratings yet
- Gastronomía de ChinchaDocument4 pagesGastronomía de ChinchaPedro Jacobo71% (7)
- Por Un DolarDocument5 pagesPor Un DolarPedro JacoboNo ratings yet
- Qué Son Los Partidos PolíticosDocument3 pagesQué Son Los Partidos PolíticosPedro JacoboNo ratings yet
- Caballero NegroDocument3 pagesCaballero NegroPedro JacoboNo ratings yet
- Navegadores y Exploradores WebDocument11 pagesNavegadores y Exploradores WebPedro JacoboNo ratings yet
- Costo de VentasDocument3 pagesCosto de VentasPedro JacoboNo ratings yet
- La Cultura La Creación Humana Del MundoDocument21 pagesLa Cultura La Creación Humana Del MundoPedro JacoboNo ratings yet
- Es Hora de La LoncheraDocument16 pagesEs Hora de La LoncheraPedro JacoboNo ratings yet
- AnorexiaDocument6 pagesAnorexiaPedro MoreNo ratings yet
- Fortaleza de Una MadreDocument2 pagesFortaleza de Una MadrePedro JacoboNo ratings yet
- Propuesta de Práctica Pedagógica N 2 MatematicaDocument3 pagesPropuesta de Práctica Pedagógica N 2 MatematicaPedro JacoboNo ratings yet
- Semana SantaDocument3 pagesSemana SantaPedro JacoboNo ratings yet
- Los InocentesDocument3 pagesLos InocentesPedro JacoboNo ratings yet
- La Carapulcra ChinchanaDocument5 pagesLa Carapulcra ChinchanaPedro JacoboNo ratings yet
- Triptico La BallenaDocument2 pagesTriptico La BallenaPedro Jacobo100% (1)
- 1.2 Paradigmas y MetaparadigmasDocument19 pages1.2 Paradigmas y MetaparadigmasPatty Stolzes HerzNo ratings yet
- Plan de Clase Movimiento Líneal Tercera UnidadDocument14 pagesPlan de Clase Movimiento Líneal Tercera UnidadAbigail MonzonNo ratings yet
- UNIDAD II-Parte 2. Sistema MuscularDocument20 pagesUNIDAD II-Parte 2. Sistema MuscularMelisa LabadoNo ratings yet
- Tipos de Estructuras - Estructura Aporticada - Diseño de ColumnasDocument76 pagesTipos de Estructuras - Estructura Aporticada - Diseño de ColumnasKevin Guzmán RiscoNo ratings yet
- Aparato Urinario Anatomia y FisiologiaDocument11 pagesAparato Urinario Anatomia y Fisiologiayordane quispe delgadoNo ratings yet
- Practica - No1 - AFINS - Sergio Andres Pardo PDFDocument11 pagesPractica - No1 - AFINS - Sergio Andres Pardo PDFSergio P. SuárezNo ratings yet
- Resumen Completo BachilleratoDocument279 pagesResumen Completo BachilleratoVale PMNo ratings yet
- PRACTICA InductanciaDocument6 pagesPRACTICA InductanciaLeidy RuizNo ratings yet
- Man Tecnicas TPM RCMDocument173 pagesMan Tecnicas TPM RCMLazaro JoseNo ratings yet
- Actividad 5 - Ecuaciones Lineales y Sistemas 2x2Document12 pagesActividad 5 - Ecuaciones Lineales y Sistemas 2x2Martha Elena Gómez100% (1)
- Evidencia de ConocimientoDocument5 pagesEvidencia de ConocimientoESTEBAN PINEDA VELASQUEZNo ratings yet
- Tasas de InterésDocument29 pagesTasas de InterésAndres De la CruzNo ratings yet
- Biomecánica Del Músculo Esquelético: Alejandro Gómez RodasDocument53 pagesBiomecánica Del Músculo Esquelético: Alejandro Gómez RodasortegapaulaNo ratings yet
- Tipos de DiscursosDocument2 pagesTipos de DiscursosFredy Martínez100% (1)
- Mapa CienciaDocument1 pageMapa CienciaDANNA JULIANA PRADO QUINTERONo ratings yet
- Guía Docente 6. Noveno Grado.. (Ùltima Versión)Document4 pagesGuía Docente 6. Noveno Grado.. (Ùltima Versión)Ana Santa CruzNo ratings yet
- Guevara Sanin-Teoria de La Musica PDFDocument66 pagesGuevara Sanin-Teoria de La Musica PDFMarco Carranza Pinedo100% (2)
- Mapas SO U6Document8 pagesMapas SO U6Adalberto HernándezNo ratings yet
- Guia 9 - 2023Document33 pagesGuia 9 - 2023eduardoelcrack55No ratings yet
- SD Hoja Guia 5 2020A PDFDocument2 pagesSD Hoja Guia 5 2020A PDFCris 97No ratings yet
- Guia-22Document11 pagesGuia-22CarlosNo ratings yet
- Estructuras Ii - Materiales EstructuralesDocument18 pagesEstructuras Ii - Materiales EstructuralesVicky TroyaNo ratings yet
- Calendario MayaDocument3 pagesCalendario MayaExon SuhulNo ratings yet
- Problemas de Conservación Del Momento AngularDocument5 pagesProblemas de Conservación Del Momento AngularPedro Antonio NeiraNo ratings yet
- ALIMAKDocument41 pagesALIMAKIsaac Chavez NavarroNo ratings yet
- Seminario de Problemas de Tabla PeriodicaDocument3 pagesSeminario de Problemas de Tabla Periodicajhunior carlos eduardo gamboa herrera100% (1)
- Ejemplos Flexión Leonidas PDFDocument9 pagesEjemplos Flexión Leonidas PDFBrayan QuispeNo ratings yet
- ExamenParcial 03Document10 pagesExamenParcial 03Gean Angeles ChNo ratings yet
- Enséñame A ContarDocument32 pagesEnséñame A ContarAgustín Gorrín GonzálezNo ratings yet