You might also like
- Computational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsFrom EverandComputational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsNo ratings yet
- Partcipacion 3..Document11 pagesPartcipacion 3..Ivonne CMNo ratings yet
- Consignment Stock Inventory Policy: Methodological Framework and ModelDocument25 pagesConsignment Stock Inventory Policy: Methodological Framework and ModelKarishma KhoslaNo ratings yet
- Demand Driven Material Requirements Planning (DDMRP) : A Systematic Review and ClassificationDocument18 pagesDemand Driven Material Requirements Planning (DDMRP) : A Systematic Review and ClassificationJeampierr JIMENEZ MARQUEZNo ratings yet
- Accepted Manuscript: Computers & Industrial EngineeringDocument53 pagesAccepted Manuscript: Computers & Industrial EngineeringRisma IrwanieNo ratings yet
- Inventory 2Document12 pagesInventory 2IAEME PublicationNo ratings yet
- Spare Parts Inventory and Demand Managem PDFDocument13 pagesSpare Parts Inventory and Demand Managem PDFfaisal jawadNo ratings yet
- Implementing Supply Chain Management in Thailand Textile IndustryDocument10 pagesImplementing Supply Chain Management in Thailand Textile IndustrySazzad AzadNo ratings yet
- Supply Chain Management in Construction Site by Using SPSS SoftwareDocument12 pagesSupply Chain Management in Construction Site by Using SPSS SoftwareInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Materials Management Systems For The Construction IndustryDocument9 pagesMaterials Management Systems For The Construction IndustryBruickNo ratings yet
- The Relationship Between Supply Chain Management and E-Business - A New TechniqueDocument9 pagesThe Relationship Between Supply Chain Management and E-Business - A New TechniquejayamsecNo ratings yet
- Picking Sorting Labeling Packing Loading Units Bill of LadingDocument3 pagesPicking Sorting Labeling Packing Loading Units Bill of LadingRamanRoutNo ratings yet
- Supply Chain Mapping For The Forest Products Industry - HaartvDocument30 pagesSupply Chain Mapping For The Forest Products Industry - HaartvTharun SebastianNo ratings yet
- Supply Chain Management Optimization Problem: ResearchDocument10 pagesSupply Chain Management Optimization Problem: ResearchIskandar JiwangNo ratings yet
- The 7 Balkan Conference On Operational Research Constanta, May 2005, RomaniaDocument11 pagesThe 7 Balkan Conference On Operational Research Constanta, May 2005, RomaniabhargavNo ratings yet
- Forecasting New Product Demand Using Machine LearnDocument9 pagesForecasting New Product Demand Using Machine LearnNijat ZeynalovNo ratings yet
- Design and Optimization of Order Picking Systems An Integrated Procedureand Two Case StudiesDocument17 pagesDesign and Optimization of Order Picking Systems An Integrated Procedureand Two Case Studiespert pattameeNo ratings yet
- Literature ReviewDocument8 pagesLiterature ReviewPrem AnanthNo ratings yet
- Literature Review On WarehouseDocument4 pagesLiterature Review On Warehousec5pjg3xh100% (1)
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocument14 pagesEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselSơn Trần BảoNo ratings yet
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocument14 pagesEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselQuỳnh NguyễnNo ratings yet
- Inventory Control Through ABC/XYZ Analysis: Esra - Agca@khas - Edu.trDocument13 pagesInventory Control Through ABC/XYZ Analysis: Esra - Agca@khas - Edu.trrubens072No ratings yet
- Spare Parts ClassificationDocument38 pagesSpare Parts ClassificationBartolomeu SilvaNo ratings yet
- Selection Strategies Materials Processes Ashby Brechet Cebon SalvoDocument17 pagesSelection Strategies Materials Processes Ashby Brechet Cebon SalvoRamdika Nur HariantoNo ratings yet
- PHD Thesis Supply Chain Management PDFDocument8 pagesPHD Thesis Supply Chain Management PDFafknlbbnf100% (2)
- Eoq InventoryDocument13 pagesEoq InventorynaranthanaiNo ratings yet
- Multi-Step Process For SelectiDocument20 pagesMulti-Step Process For SelectiwindaNo ratings yet
- A Literature Review On Circular Economy AdoptionDocument32 pagesA Literature Review On Circular Economy AdoptionRabia HassanNo ratings yet
- Evaluation of Inventory Cost in Supply Chain Using Case Based ReasoningDocument7 pagesEvaluation of Inventory Cost in Supply Chain Using Case Based ReasoningInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Mapping Supply Chain Strategy: An Industry AnalysisDocument21 pagesMapping Supply Chain Strategy: An Industry Analysisanon_864781766No ratings yet
- Design For LogisticsDocument15 pagesDesign For LogisticsDolana Ruiz Granados100% (1)
- Merge in TransitDocument29 pagesMerge in TransitMauricio FurtadoNo ratings yet
- A Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsDocument18 pagesA Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsLuis Carlos Gonzales RengifoNo ratings yet
- Design For Longevity - A Framework To Support TheDocument10 pagesDesign For Longevity - A Framework To Support TheChetna Shetty DikkarNo ratings yet
- Supply Chain Operations Reference ModelDocument7 pagesSupply Chain Operations Reference ModelRegina Arballo Moreira CesarNo ratings yet
- Proposal For Dissertation: Submitted To Dr. Sapna PopliDocument8 pagesProposal For Dissertation: Submitted To Dr. Sapna PopliAnkit KumarNo ratings yet
- Align Product and Supply ChainDocument14 pagesAlign Product and Supply Chainarundhattispatil22No ratings yet
- A Case Study Based Analysis of Spare Parts Management in The Engineering Industry PDFDocument11 pagesA Case Study Based Analysis of Spare Parts Management in The Engineering Industry PDFsaeedalemveNo ratings yet
- Chapter One: 1.1background of The StudyDocument31 pagesChapter One: 1.1background of The StudycathyNo ratings yet
- Supply Chain Management in The Textile IndustryDocument10 pagesSupply Chain Management in The Textile Industryimroz_ali90No ratings yet
- Supply Chain and Design - HOANG TRUNG DUNG-S3697071-1Document13 pagesSupply Chain and Design - HOANG TRUNG DUNG-S3697071-1Dũng HoàngNo ratings yet
- Research Papers Supply Chain ManagementDocument8 pagesResearch Papers Supply Chain Managementgz7vhnpe100% (1)
- Chapter 1-Introduction: 1. Background of The StudyDocument6 pagesChapter 1-Introduction: 1. Background of The Studyshahzad ahmedNo ratings yet
- Multi-Commodity Warehouse PlanningDocument15 pagesMulti-Commodity Warehouse PlanningAndresMartinez28No ratings yet
- DAMA Final ReportDocument8 pagesDAMA Final ReportJJ KapsNo ratings yet
- Thesis Topics in Logistics and Supply Chain ManagementDocument5 pagesThesis Topics in Logistics and Supply Chain Managementbsnj6chr100% (1)
- 04 2004 The Adoption of Total CostDocument43 pages04 2004 The Adoption of Total CostdrkimjoeNo ratings yet
- Revised Strategy AssignmentDocument21 pagesRevised Strategy Assignmentebrahim.mohammadiNo ratings yet
- An Improved Demand Forecasting Model Using PDFDocument16 pagesAn Improved Demand Forecasting Model Using PDFArun KumarNo ratings yet
- A Scenario-Based Stochastic Programming Approach For Technology and Capacity PlanningDocument26 pagesA Scenario-Based Stochastic Programming Approach For Technology and Capacity PlanningPranavNo ratings yet
- Logistics and Supply Chain Dissertation TopicsDocument6 pagesLogistics and Supply Chain Dissertation TopicsWriteMyPaperSingapore100% (1)
- A Study On The Facility Layout and Design of Sugar Plants in The PhilippinesDocument11 pagesA Study On The Facility Layout and Design of Sugar Plants in The PhilippinesKim EstrellaNo ratings yet
- Integrated Inventory Valuation in Multi-Echelon Production/distribution SystemsDocument16 pagesIntegrated Inventory Valuation in Multi-Echelon Production/distribution SystemsIsabel Zanella ZancaNo ratings yet
- Sustainability 11 00040Document14 pagesSustainability 11 00040Jesus AlarconNo ratings yet
- Tactical/Operational Decision Making For Designing Green Logistics NetworksDocument24 pagesTactical/Operational Decision Making For Designing Green Logistics Networksivan jessicaNo ratings yet
- Eoq ThesisDocument4 pagesEoq Thesisdngw6ed6100% (1)
- Research Paper Supply Chain ManagementDocument4 pagesResearch Paper Supply Chain Managementsacjvhbkf100% (1)
- CostsrelationDocument26 pagesCostsrelationManprita BasumataryNo ratings yet
- Continuous Improvement To Create Value: Warehouse Management in A Telecommunications CompanyDocument8 pagesContinuous Improvement To Create Value: Warehouse Management in A Telecommunications CompanyIbrahim SkakriNo ratings yet
- An Inventory Control System For Spare Parts at A RefinerDocument32 pagesAn Inventory Control System For Spare Parts at A RefinerJubzJibz KamonchanokNo ratings yet
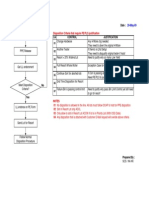
- STD Operating ProcedureDocument2 pagesSTD Operating ProcedureclementiNo ratings yet
- BAS BrochureDocument6 pagesBAS BrochureclementiNo ratings yet
- Fmea Training PDFDocument34 pagesFmea Training PDFpmzabNo ratings yet
- Resort FlowDocument1 pageResort FlowclementiNo ratings yet
- Product CertificationDocument9 pagesProduct CertificationclementiNo ratings yet
- Education Resource Guide: Logistics & Supply ChainDocument5 pagesEducation Resource Guide: Logistics & Supply ChainclementiNo ratings yet
- Request For QuotationDocument2 pagesRequest For QuotationclementiNo ratings yet
- FMEA Ranking RRDocument1 pageFMEA Ranking RRclementiNo ratings yet
- MenuDocument1 pageMenuclementiNo ratings yet
- Supply Hub ResearchDocument30 pagesSupply Hub Researchharsh gNo ratings yet
- Cpim CSCP Brochure 2014Document4 pagesCpim CSCP Brochure 2014clementiNo ratings yet
- High-Speed Scheduling With Dispatching in Wafer FabsDocument4 pagesHigh-Speed Scheduling With Dispatching in Wafer FabsclementiNo ratings yet
- HTTP WWW - Thundermatch.com - My Final Images Pricelist2Document1 pageHTTP WWW - Thundermatch.com - My Final Images Pricelist2clementiNo ratings yet
- MBIST BasicsDocument91 pagesMBIST BasicsKrish GokulNo ratings yet
- Example 6.1 - The Little Manufacturing Company: MonthDocument41 pagesExample 6.1 - The Little Manufacturing Company: MonthclementiNo ratings yet
- Business Performance ManagementDocument17 pagesBusiness Performance ManagementclementiNo ratings yet
- Dram Fault Analysis and Test GenerationDocument281 pagesDram Fault Analysis and Test GenerationclementiNo ratings yet
- CWWU Memory TestingDocument180 pagesCWWU Memory TestingclementiNo ratings yet
- Flex Platform MatrixDocument6 pagesFlex Platform MatrixclementiNo ratings yet
- A Strategic Analysis of The DRAM Industry After The YearDocument43 pagesA Strategic Analysis of The DRAM Industry After The YearclementiNo ratings yet
- Standard Process FlowDocument1 pageStandard Process FlowclementiNo ratings yet
- Disposition Guidelines For WFR TestingDocument3 pagesDisposition Guidelines For WFR TestingclementiNo ratings yet
- NSOPDocument6 pagesNSOPclementiNo ratings yet
- Fab TimeDocument11 pagesFab TimeclementiNo ratings yet
- WLCSP Devices WFR ThicknessDocument2 pagesWLCSP Devices WFR ThicknessclementiNo ratings yet
- WP Downtime 2012Document8 pagesWP Downtime 2012clementiNo ratings yet
- WLCSP Devices WFR ThicknessDocument2 pagesWLCSP Devices WFR ThicknessclementiNo ratings yet
- Advanced Excel 2007 Participant's WorkbookDocument38 pagesAdvanced Excel 2007 Participant's WorkbookclementiNo ratings yet
- Managing OperationsDocument18 pagesManaging OperationsjaneNo ratings yet
- Easyjet - A Marketing ProfileDocument28 pagesEasyjet - A Marketing ProfilecharurastogiNo ratings yet
- The Power of Early Contractor Involvement Volume 12 Issue 2Document4 pagesThe Power of Early Contractor Involvement Volume 12 Issue 2Odilon KongoloNo ratings yet
- Grievance Redrassal ManagementDocument71 pagesGrievance Redrassal ManagementAzaruddin Shaik B Positive0% (1)
- Modern OfficeDocument10 pagesModern OfficesonuNo ratings yet
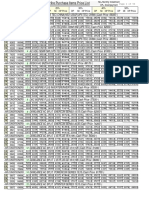
- PriceListHirePurchase Normal6thNov2019Document56 pagesPriceListHirePurchase Normal6thNov2019Jamil AhmedNo ratings yet
- ALKO Case StudyDocument13 pagesALKO Case StudyAnass MessaoudiNo ratings yet
- ISA 701 MindMapDocument1 pageISA 701 MindMapAli HaiderNo ratings yet
- Black Book PDFDocument69 pagesBlack Book PDFManjodh Singh BassiNo ratings yet
- Haryana MGMTDocument28 pagesHaryana MGMTVinay KumarNo ratings yet
- Sample Statement of Purpose.42120706Document8 pagesSample Statement of Purpose.42120706Ata Ullah Mukhlis0% (2)
- Six Sigma Black Belt Wk1 Define Amp MeasureDocument451 pagesSix Sigma Black Belt Wk1 Define Amp Measuremajid4uonly100% (1)
- Assignment For CB TechniquesDocument2 pagesAssignment For CB TechniquesRahul TirmaleNo ratings yet
- MKT 460 CH 1 Seh Defining Marketing For The 21st CenturyDocument56 pagesMKT 460 CH 1 Seh Defining Marketing For The 21st CenturyRifat ChowdhuryNo ratings yet
- Bcom Final Year ProjectDocument65 pagesBcom Final Year ProjectSHIBIN KURIAKOSE87% (69)
- Final by KeyurDocument27 pagesFinal by Keyurarya2783100% (1)
- What Marketing Strategies Used by Patanjali?: 5 AnswersDocument4 pagesWhat Marketing Strategies Used by Patanjali?: 5 Answerskarthikk09101990No ratings yet
- Tez PortalDocument1 pageTez Portalkiran BawadkarNo ratings yet
- Report On Financial Market Review by The Hong Kong SAR Government in April 1998Document223 pagesReport On Financial Market Review by The Hong Kong SAR Government in April 1998Tsang Shu-kiNo ratings yet
- President Uhuru Kenyatta's Madaraka Day SpeechDocument8 pagesPresident Uhuru Kenyatta's Madaraka Day SpeechState House Kenya100% (1)
- PT Rea Kaltim Plantations PDFDocument4 pagesPT Rea Kaltim Plantations PDFAnggah KhanNo ratings yet
- Economics and Finance Personal StatementDocument1 pageEconomics and Finance Personal StatementNicolescu AdrianNo ratings yet
- GADocument72 pagesGABang OchimNo ratings yet
- ASB-Company ProfileDocument10 pagesASB-Company ProfileJie LionsNo ratings yet
- Number Correct Answer ExplanationDocument20 pagesNumber Correct Answer Explanationshmally1No ratings yet
- Cross TAB in Crystal ReportsDocument15 pagesCross TAB in Crystal ReportsMarcelo Damasceno ValeNo ratings yet
- Planning & Managing Inventory in Supply Chain: Cycle Inventory, Safety Inventory, ABC Inventory & Product AvailabilityDocument24 pagesPlanning & Managing Inventory in Supply Chain: Cycle Inventory, Safety Inventory, ABC Inventory & Product AvailabilityAsma ShoaibNo ratings yet
- Problem Set 1 SolutionsDocument16 pagesProblem Set 1 SolutionsAhmed SamadNo ratings yet
- International Marketing Research (DR - Meenakshi SharmaDocument21 pagesInternational Marketing Research (DR - Meenakshi Sharmashweta shuklaNo ratings yet
- SAP SD Interview Questions: Rajendra BabuDocument4 pagesSAP SD Interview Questions: Rajendra Babusyed hyder ALINo ratings yet
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (14)
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (44)
- PMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamFrom EverandPMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamRating: 4.5 out of 5 stars4.5/5 (3)
- The Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldFrom EverandThe Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldNo ratings yet
- The Goal: A Process of Ongoing Improvement - 30th Aniversary EditionFrom EverandThe Goal: A Process of Ongoing Improvement - 30th Aniversary EditionRating: 4 out of 5 stars4/5 (684)
- Design Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessFrom EverandDesign Thinking for Beginners: Innovation as a Factor for Entrepreneurial SuccessRating: 4.5 out of 5 stars4.5/5 (7)
- Process!: How Discipline and Consistency Will Set You and Your Business FreeFrom EverandProcess!: How Discipline and Consistency Will Set You and Your Business FreeRating: 4.5 out of 5 stars4.5/5 (5)
- The E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItFrom EverandThe E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItRating: 5 out of 5 stars5/5 (13)
- Self-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeFrom EverandSelf-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeRating: 4.5 out of 5 stars4.5/5 (662)
- The Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryFrom EverandThe Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryRating: 4.5 out of 5 stars4.5/5 (40)
- The Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureFrom EverandThe Red Pill Executive: Transform Operations and Unlock the Potential of Corporate CultureNo ratings yet
- The Influential Product Manager: How to Lead and Launch Successful Technology ProductsFrom EverandThe Influential Product Manager: How to Lead and Launch Successful Technology ProductsRating: 5 out of 5 stars5/5 (2)
- Product Roadmaps Relaunched: How to Set Direction while Embracing UncertaintyFrom EverandProduct Roadmaps Relaunched: How to Set Direction while Embracing UncertaintyRating: 4 out of 5 stars4/5 (2)
- Toyota Supply Chain Management: A Strategic Approach to the Principles of Toyota's Renowned SystemFrom EverandToyota Supply Chain Management: A Strategic Approach to the Principles of Toyota's Renowned SystemNo ratings yet
- The Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldFrom EverandThe Supply Chain Revolution: Innovative Sourcing and Logistics for a Fiercely Competitive WorldRating: 4 out of 5 stars4/5 (32)
- Lean Mastery: Learn how to master Lean Six Sigma, Lean Startup, Lean Analytics, Lean Enterprise, Agile Production Management, Kanban, Scrum, and KaizenFrom EverandLean Mastery: Learn how to master Lean Six Sigma, Lean Startup, Lean Analytics, Lean Enterprise, Agile Production Management, Kanban, Scrum, and KaizenNo ratings yet
- Kaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.From EverandKaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.No ratings yet
- Value Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationFrom EverandValue Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationRating: 5 out of 5 stars5/5 (34)
- Overall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesFrom EverandOverall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesRating: 5 out of 5 stars5/5 (1)