You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ETAG and ACI DesignDocument38 pagesETAG and ACI DesigncoolkaisyNo ratings yet
- Low Alloy Steels For Cryogenic ApplicationsDocument0 pagesLow Alloy Steels For Cryogenic ApplicationsidienNo ratings yet
- Rodamientos SKFDocument1,380 pagesRodamientos SKFSebastian Lobos OpitzNo ratings yet
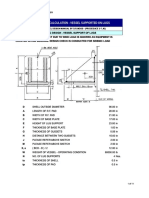
- Sample Design Calculation - Vessel Supported On LugsDocument11 pagesSample Design Calculation - Vessel Supported On LugsinnovativekarthiNo ratings yet
- Chrysler Pacifica HS LWB Front Door RingDocument1 pageChrysler Pacifica HS LWB Front Door Ringabraham silva hernandezNo ratings yet
- Design Methodology of Electrodynamic BearingsDocument11 pagesDesign Methodology of Electrodynamic Bearingsabraham silva hernandezNo ratings yet
- Thermal Stability of Retained Austenite in TRIP Steel After Different TreatmentsDocument5 pagesThermal Stability of Retained Austenite in TRIP Steel After Different Treatmentsabraham silva hernandezNo ratings yet
- Aluru Wen Shen J Mech 2010Document6 pagesAluru Wen Shen J Mech 2010abraham silva hernandezNo ratings yet
- 09 JotDocument9 pages09 Jotabraham silva hernandezNo ratings yet
- Lecture1 Physics of Arc Welding PDFDocument6 pagesLecture1 Physics of Arc Welding PDFabraham silva hernandez0% (1)
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingDocument5 pagesOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezNo ratings yet
- Metal Casting Principles and Techniques: DECEMBER 2013Document7 pagesMetal Casting Principles and Techniques: DECEMBER 2013abraham silva hernandezNo ratings yet
- 09 e 4150 C 72670 C 4 C 70000000Document24 pages09 e 4150 C 72670 C 4 C 70000000abraham silva hernandezNo ratings yet
- 3029 5063 1 PBDocument15 pages3029 5063 1 PBabraham silva hernandezNo ratings yet
- 0912 F 514050 CF 03 CD 1000000Document6 pages0912 F 514050 CF 03 CD 1000000abraham silva hernandezNo ratings yet
- CDC01Document7 pagesCDC01abraham silva hernandezNo ratings yet
- Laser Welding of Haynes 188 Alloy SheetDocument11 pagesLaser Welding of Haynes 188 Alloy Sheetabraham silva hernandezNo ratings yet
- STW 1426Document9 pagesSTW 1426abraham silva hernandezNo ratings yet
- 00 B 7 D 536 D 91 A 07 Da 42000000Document9 pages00 B 7 D 536 D 91 A 07 Da 42000000abraham silva hernandezNo ratings yet
- 0deec51709703d7527000000 PDFDocument9 pages0deec51709703d7527000000 PDFabraham silva hernandezNo ratings yet
- 2012 - Abstract For MP3 ConferenceDocument3 pages2012 - Abstract For MP3 Conferenceabraham silva hernandezNo ratings yet
- Thermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural ParametersDocument5 pagesThermoplastic Polyurethane Elastomers: Synthesis, and Study of Effective Structural Parametersabraham silva hernandezNo ratings yet
- Fan Blade Trailing-Edge Noise Prediction Using RANS SimulationsDocument7 pagesFan Blade Trailing-Edge Noise Prediction Using RANS Simulationsabraham silva hernandezNo ratings yet
- EXTRACTIOn of Organic Chemicals of Prosopis JulifloraDocument113 pagesEXTRACTIOn of Organic Chemicals of Prosopis Julifloraabraham silva hernandezNo ratings yet
- Effect of Welding Processes On Joint Characteristics of Ti-6Al-4V AlloyDocument9 pagesEffect of Welding Processes On Joint Characteristics of Ti-6Al-4V Alloyabraham silva hernandezNo ratings yet
- Dielectric Elastomer Switches For Smart Artificial MusclesDocument6 pagesDielectric Elastomer Switches For Smart Artificial Musclesabraham silva hernandezNo ratings yet
- Impact of Temperature Cycle Profile On Fatigue Life of Solder JointsDocument7 pagesImpact of Temperature Cycle Profile On Fatigue Life of Solder Jointsabraham silva hernandezNo ratings yet
- Thermomechanical Analysis of Solder Joints Under Thermal and Vibrational LoadingDocument8 pagesThermomechanical Analysis of Solder Joints Under Thermal and Vibrational Loadingabraham silva hernandezNo ratings yet
- Dwell Time Effects On Fatigue Life and Damage Mechanisms: ArticleDocument10 pagesDwell Time Effects On Fatigue Life and Damage Mechanisms: Articleabraham silva hernandezNo ratings yet
- 0912 F 505 B 5 C 203 F 1 D 4000000Document13 pages0912 F 505 B 5 C 203 F 1 D 4000000abraham silva hernandezNo ratings yet
- 0c96052cc399abcce8000000 PDFDocument12 pages0c96052cc399abcce8000000 PDFabraham silva hernandezNo ratings yet
- 09 e 4150 Ab 64 A 188388000000Document8 pages09 e 4150 Ab 64 A 188388000000abraham silva hernandezNo ratings yet
- S7 Q2 Summative-Test-1Document6 pagesS7 Q2 Summative-Test-1Danica Vianca Tulaytay GulleNo ratings yet
- Aircraft Structures - Ii (AER18R372)Document19 pagesAircraft Structures - Ii (AER18R372)sarathkumar sebastinNo ratings yet
- Structure of AtomDocument29 pagesStructure of Atom亗Ƥriͥภcͣeͫ亗No ratings yet
- EE 432/532 Oxidation Example Calculations - 1Document8 pagesEE 432/532 Oxidation Example Calculations - 1Ashish ShahuNo ratings yet
- Hybrid Reinforced Composite Material From Garbage To BiomaterialsDocument4 pagesHybrid Reinforced Composite Material From Garbage To BiomaterialsPrayogi WicaksanaNo ratings yet
- Mix Design Using Rheology MeterDocument5 pagesMix Design Using Rheology MeterBhupesh MulikNo ratings yet
- Pressure Drop - COLTON Strainers PDFDocument2 pagesPressure Drop - COLTON Strainers PDFcavillalobosb8167No ratings yet
- Chief Engineer Directive No 50Document7 pagesChief Engineer Directive No 50rize1159No ratings yet
- Coupling O F Boundary and Finite Elements For Soil-Structure Interaction ProblemsDocument11 pagesCoupling O F Boundary and Finite Elements For Soil-Structure Interaction ProblemsDamirDzNo ratings yet
- Chapter 2 Crystal Structures of MaterialsDocument105 pagesChapter 2 Crystal Structures of MaterialsMuhd Akram Abu BakarNo ratings yet
- Beam & Col FormulaeDocument9 pagesBeam & Col FormulaeAnonymous ciKyr0t100% (1)
- Surface & Coatings TechnologyDocument8 pagesSurface & Coatings TechnologyMazurchevici Andrei DănuţNo ratings yet
- Davisson Germer LectureDocument21 pagesDavisson Germer LectureSyed Raheel AdeelNo ratings yet
- Kondo ScatteringDocument8 pagesKondo ScatteringPRIYA MANDALNo ratings yet
- Principle of MICROSCOPEDocument5 pagesPrinciple of MICROSCOPEladyehet94No ratings yet
- Temperature ProgrammingDocument18 pagesTemperature ProgrammingMichael WinnerNo ratings yet
- PHY12L Experiment 1Document6 pagesPHY12L Experiment 1'Arth Llantos100% (1)
- An Overview On Types of White Cast Irons and HighDocument13 pagesAn Overview On Types of White Cast Irons and HighThanhluan NguyenNo ratings yet
- Class Xii Physics Study Material 2023-24Document323 pagesClass Xii Physics Study Material 2023-24IRONRISHINo ratings yet
- CL 623 LecturesDocument117 pagesCL 623 LecturesRajNo ratings yet
- Wireless Transmission of Electrical PowerDocument25 pagesWireless Transmission of Electrical PowerMk Enterprise JamuriaNo ratings yet
- Nodia and Company: Gate Solved Paper Civil Engineering 2007Document17 pagesNodia and Company: Gate Solved Paper Civil Engineering 2007Raj BakhtaniNo ratings yet
- A Numerical Simulation of Particle Deposition in Turbulent Boundary Layers - Kallio and ReeksDocument14 pagesA Numerical Simulation of Particle Deposition in Turbulent Boundary Layers - Kallio and ReekspdfsinghNo ratings yet
- Soil Mechanics PP 2013Document4 pagesSoil Mechanics PP 2013Zack FengNo ratings yet
- Reg No.: - NameDocument3 pagesReg No.: - NameSijuKalladaNo ratings yet
- Solution Manual For Electronic Devices and Circuit Theory 11th Edition by Boylestad Nashelsky ISBN 0132622262 9780132622264Document31 pagesSolution Manual For Electronic Devices and Circuit Theory 11th Edition by Boylestad Nashelsky ISBN 0132622262 9780132622264lauraNo ratings yet
- Design and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialDocument9 pagesDesign and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialAnish KumarNo ratings yet