You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Soil Report MSI 14 041Document41 pagesSoil Report MSI 14 041frog15No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Binary LiquidsDocument8 pagesBinary LiquidsSuzanne Clariz M. BaltazarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Alcohols, Phenols and Ethers - MCQs Test - 3Document3 pagesAlcohols, Phenols and Ethers - MCQs Test - 3Prasant KumarNo ratings yet
- Seminar ReportDocument11 pagesSeminar Reporttushar20june71% (7)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Ansi Z129 - 1 For Hazardous Industrial Chemicals - Precautionary LabelingDocument100 pagesAnsi Z129 - 1 For Hazardous Industrial Chemicals - Precautionary LabelingJuan Carlos Guerrero R0% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Requisitions IndexDocument13 pagesRequisitions IndexKarnan ThirugnanamNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Is 9918 1981Document18 pagesIs 9918 1981VenkataraoNalamothuNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Ohe Fitting GuidelineDocument56 pagesOhe Fitting Guidelinepretha56No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- ACI 301 XdataDocument5 pagesACI 301 XdatadarebertNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- MdmaDocument55 pagesMdmaSonnie DepresionNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Clay Brick MakingDocument9 pagesClay Brick MakingapihanasNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- IMUNOMOD TataneasaDocument6 pagesIMUNOMOD TataneasaminunatNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 10.phase Diagrams PDFDocument24 pages10.phase Diagrams PDFMumpuniLuthfiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 2015 JC2 H2 Carboxylic Acids and Derivatives Part 1 Tutorial (Teachers) UpdatedDocument18 pages2015 JC2 H2 Carboxylic Acids and Derivatives Part 1 Tutorial (Teachers) UpdatedJohnNo ratings yet
- DJ 10 CM Plate: MJ MJDocument9 pagesDJ 10 CM Plate: MJ MJredspidey13100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sampling Wood Preservatives Prior To Testing: Standard Test Methods ForDocument6 pagesSampling Wood Preservatives Prior To Testing: Standard Test Methods ForNiken Bayu RNo ratings yet
- Design of Syphon AqueductDocument118 pagesDesign of Syphon AqueductGuru MurthyNo ratings yet
- ASTM A385-Providing High-Quality Zinc Coatings (Hot-Dip)Document8 pagesASTM A385-Providing High-Quality Zinc Coatings (Hot-Dip)trjithinraj100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
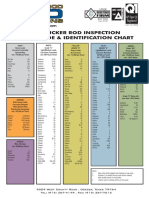
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78No ratings yet
- Mod 7 23-09-09 Extras PDFDocument23 pagesMod 7 23-09-09 Extras PDFU TubeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Atlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualDocument44 pagesAtlas™ Power 8ton (8T), 15ton (15T) and 25ton (25T) Hydraulic Presses User ManualMuhammad Talha KhanNo ratings yet
- The Origin of The UniverseDocument7 pagesThe Origin of The UniverseEve Lyn RemedioNo ratings yet
- Counter Rust 7010 TDSDocument2 pagesCounter Rust 7010 TDSFadhli KusumaNo ratings yet
- Refrigeration Unit Lab Report FKKDocument28 pagesRefrigeration Unit Lab Report FKKKicauan KataNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- As 4964-2004 Method For The Qualitative Identification of Asbestos in Bulk SamplesDocument7 pagesAs 4964-2004 Method For The Qualitative Identification of Asbestos in Bulk SamplesSAI Global - APACNo ratings yet
- Industrial Combustion System Riello PDFDocument8 pagesIndustrial Combustion System Riello PDFAnonymous QY7Iu8fBNo ratings yet
- How It Works Annual 2013 PDFDocument224 pagesHow It Works Annual 2013 PDFTran LE Thuan ANNo ratings yet
- Assembly ManualDocument36 pagesAssembly ManualOscar SalazarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Alpha s708 - TdsDocument2 pagesAlpha s708 - TdsMahmoud Moustafa ElnegihiNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)