You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- UTL G GS-8 Rev10 Piping MaterialsDocument253 pagesUTL G GS-8 Rev10 Piping Materialsmasoud132No ratings yet
- The Institute of Engineering and Technology (Iet)Document1 pageThe Institute of Engineering and Technology (Iet)masoud132No ratings yet
- 175 Ir012000Document2 pages175 Ir012000masoud132No ratings yet
- UTL - G - GS-18 - Rev3 - Site Conditions & ClimateDocument18 pagesUTL - G - GS-18 - Rev3 - Site Conditions & Climatemasoud132No ratings yet
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 pageThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132No ratings yet
- OISD Guidelines for Environmental Audit in Oil & GasDocument32 pagesOISD Guidelines for Environmental Audit in Oil & Gasmasoud132No ratings yet
- Oisd GDN 169Document31 pagesOisd GDN 169sgh1355No ratings yet
- UTL G GS-8 Rev10 Piping MaterialsDocument253 pagesUTL G GS-8 Rev10 Piping Materialsmasoud132No ratings yet
- Oisd GDN 178Document21 pagesOisd GDN 178saurabhNo ratings yet
- Dynamics - Bedford - 2Document1 pageDynamics - Bedford - 2masoud132No ratings yet
- Oisd GDN 161Document23 pagesOisd GDN 161saurabhNo ratings yet
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDocument1 pageThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132No ratings yet
- Guidelines: OISD GDN-165 First Edition JULY-1999Document20 pagesGuidelines: OISD GDN-165 First Edition JULY-1999msb_75No ratings yet
- Oisd GDN 115Document74 pagesOisd GDN 115manishNo ratings yet
- General Workplace Safety: JUNE 2006Document149 pagesGeneral Workplace Safety: JUNE 2006masoud132No ratings yet
- Petronas Technical Standards: Personal Protective Equipment (Ppe) GuideDocument93 pagesPetronas Technical Standards: Personal Protective Equipment (Ppe) Guidemasoud132100% (1)
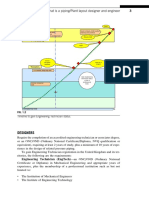
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDocument1 pageEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132No ratings yet
- C 00Document1 pageC 00masoud132No ratings yet
- M El 131Document16 pagesM El 131masoud132No ratings yet
- Tanks - Exxon MP PDFDocument44 pagesTanks - Exxon MP PDFmasoud132No ratings yet
- What is a piping designer and engineerDocument1 pageWhat is a piping designer and engineermasoud132No ratings yet
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Document1 pageEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132No ratings yet
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 page2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132No ratings yet
- G Ce 470Document35 pagesG Ce 470masoud132No ratings yet
- E Ce 340Document20 pagesE Ce 340masoud132No ratings yet
- G Ce 170Document8 pagesG Ce 170masoud132No ratings yet
- E Ce 140Document28 pagesE Ce 140masoud132No ratings yet
- E Ce 110Document28 pagesE Ce 110masoud132No ratings yet
- E Ce 130Document23 pagesE Ce 130masoud132No ratings yet
- C Ce 355Document18 pagesC Ce 355masoud132No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Wind Loading of Industrial, Mining and Petrochemical StructuresDocument16 pagesWind Loading of Industrial, Mining and Petrochemical StructuresapirakqNo ratings yet
- Civco Solutionsguide For Web - 2016 PDFDocument94 pagesCivco Solutionsguide For Web - 2016 PDFAri Surya MiharjaNo ratings yet
- Performance Evaluation For Inerter-Based Dynamic Vibration AbsorbersDocument28 pagesPerformance Evaluation For Inerter-Based Dynamic Vibration Absorbersgakada prbNo ratings yet
- Universal temperature transmitter for HART protocolDocument16 pagesUniversal temperature transmitter for HART protocolALI5034No ratings yet
- PV LimitDocument9 pagesPV Limitadam100% (1)
- Ee 303 Pti Version 34 Power Flow Project Fall 2018Document2 pagesEe 303 Pti Version 34 Power Flow Project Fall 2018api-458050099No ratings yet
- Nioec SP 00 89 (R0) (Ed1)Document8 pagesNioec SP 00 89 (R0) (Ed1)aminNo ratings yet
- Asymptotic Orthogonality Analysis of Sparse Massive MIMO ChannelsDocument5 pagesAsymptotic Orthogonality Analysis of Sparse Massive MIMO Channelshendra lamNo ratings yet
- Extraction in Chemical Technology PrincipleDocument24 pagesExtraction in Chemical Technology PrincipleFatima ZaharaNo ratings yet
- Statistical and Thermal Physics Fundamentals and ApplicationsDocument13 pagesStatistical and Thermal Physics Fundamentals and Applicationsgul jahanNo ratings yet
- Production Drawings & Process ModelsDocument15 pagesProduction Drawings & Process ModelsnotonectalNo ratings yet
- Assignment - 3 (17MAT41)Document2 pagesAssignment - 3 (17MAT41)Mayank Saini0% (1)
- Trapezoidal Rule and Simpson's RuleDocument5 pagesTrapezoidal Rule and Simpson's RuleSai VandanaNo ratings yet
- An Inexpensive BRDF Model For Physically-Based RenderingDocument14 pagesAn Inexpensive BRDF Model For Physically-Based RenderingKmilo VinaTea ChavezNo ratings yet
- Design of Rotating Electrical Machines2Document531 pagesDesign of Rotating Electrical Machines2alirozNo ratings yet
- Bernoulli's PrincipleDocument15 pagesBernoulli's PrincipleDedy KristiantoNo ratings yet
- Project Report On Smart Dustbin Using IoTDocument24 pagesProject Report On Smart Dustbin Using IoTHimangshu Borah100% (1)
- Cat To-4Document65 pagesCat To-4srcattozziNo ratings yet
- TentDocument24 pagesTenthanyassawy50% (2)
- POLARONS: Electron-Phonon Interactions in Polar CrystalsDocument31 pagesPOLARONS: Electron-Phonon Interactions in Polar CrystalscaccaNo ratings yet
- Design of Cold Formed Steel Members 2003 LibroDocument246 pagesDesign of Cold Formed Steel Members 2003 LibroFelipeNo ratings yet
- MARK SCHEME For The June 2005 Question PaperDocument6 pagesMARK SCHEME For The June 2005 Question PaperUmer AbbasNo ratings yet
- CBSE Class 9 Work and Energy PDFDocument5 pagesCBSE Class 9 Work and Energy PDFRitesh PandeyNo ratings yet
- CE037 Hydrology Engineering RAJ 000Document114 pagesCE037 Hydrology Engineering RAJ 000chandima priyamalNo ratings yet
- Remote Turbine Vibration Diagnostics Service (Technical Data)Document22 pagesRemote Turbine Vibration Diagnostics Service (Technical Data)Candra Yanuar SalehNo ratings yet
- Fracture Mechanics Study Compact Tension SpecimenDocument7 pagesFracture Mechanics Study Compact Tension SpecimencsmanienNo ratings yet
- Lightning Protection System Analysis of High Voltage 70 KV Transmission Line in Area With High Lightning Density, Study Case Sutt 70 KV MalangDocument8 pagesLightning Protection System Analysis of High Voltage 70 KV Transmission Line in Area With High Lightning Density, Study Case Sutt 70 KV MalangGdeKomangFmoNo ratings yet
- Developmental Lesson Plan: Common Core/PA Standard(s)Document10 pagesDevelopmental Lesson Plan: Common Core/PA Standard(s)api-547027274No ratings yet
- Physics Notes On Elementary ParticlesDocument0 pagesPhysics Notes On Elementary Particleswww.bhawesh.com.npNo ratings yet
- Inductance Part 1 - MowryDocument4 pagesInductance Part 1 - MowryJacky FanNo ratings yet