You might also like
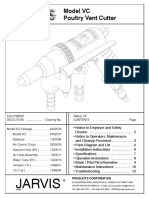
- Model VC Poultry Vent CutterDocument12 pagesModel VC Poultry Vent CutterCristian Camilo CuéllarNo ratings yet
- Jarvis Pfi 1Document8 pagesJarvis Pfi 1JCEBNo ratings yet
- Manual Cuchilla Neumatica Eng PDFDocument12 pagesManual Cuchilla Neumatica Eng PDFIngridNo ratings yet
- ZT 6000 VSDocument14 pagesZT 6000 VSdesign_artNo ratings yet
- Instruction and Maintenance Manual: Pulsar CoaxialDocument10 pagesInstruction and Maintenance Manual: Pulsar CoaxialsebastianNo ratings yet
- Service RTL 60-100 (En)Document19 pagesService RTL 60-100 (En)mohammad.zNo ratings yet
- Twister Manual 2108Document16 pagesTwister Manual 2108Proveedora de servicios y suministros PSSNo ratings yet
- C211C IT Manual (EditMAR12)Document30 pagesC211C IT Manual (EditMAR12)nicole geraciNo ratings yet
- NEHS1175-00 Caterpillar Cam Bearing R&I ToolDocument6 pagesNEHS1175-00 Caterpillar Cam Bearing R&I ToolnixcaloNo ratings yet
- Caterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)Document26 pagesCaterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)kfm8seuuduNo ratings yet
- 30CL-1-2manual Alicate de PatasDocument16 pages30CL-1-2manual Alicate de PatasLilian KuhnenNo ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 83X) Service Repair Manual (83X00444 and Up)Document21 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 83X) Service Repair Manual (83X00444 and Up)rpoy9396615No ratings yet
- Type 1061 Pneumatic Piston Rotary ActuatorDocument24 pagesType 1061 Pneumatic Piston Rotary ActuatorJesus BolivarNo ratings yet
- ATS73 Maint ManDocument12 pagesATS73 Maint Manpr_oilNo ratings yet
- Actuator 657Document24 pagesActuator 657DineshNo ratings yet
- Doc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualDocument12 pagesDoc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualGregory StewartNo ratings yet
- F50TLRBDocument393 pagesF50TLRBPatricia Christine Baldwin100% (2)
- Analogue Block Gauge ManualDocument24 pagesAnalogue Block Gauge ManualritaNo ratings yet
- LS20-100 Sullair Manual PDFDocument114 pagesLS20-100 Sullair Manual PDFJavier Miramontes100% (1)
- RepairManual C13TurbocompoundTier3 P2D32C005E May06Document166 pagesRepairManual C13TurbocompoundTier3 P2D32C005E May06wtn2013100% (2)
- Operation Manual Se5-15 PDFDocument42 pagesOperation Manual Se5-15 PDFSousaFV100% (1)
- Cursor Tier 3 Series I PDFDocument216 pagesCursor Tier 3 Series I PDFChhoan Nhun100% (1)
- Sierra Circular - SEC 280-4Document24 pagesSierra Circular - SEC 280-4cristian andres quiceno mayaNo ratings yet
- Design 1018S Sliding-Stem Control ValveDocument24 pagesDesign 1018S Sliding-Stem Control ValveJesus BolivarNo ratings yet
- Blower Installation and OperationDocument46 pagesBlower Installation and OperationHassan Haroon100% (2)
- Graco Hydra Clean Pump 312585E PDFDocument24 pagesGraco Hydra Clean Pump 312585E PDFMidfiild CosminNo ratings yet
- Dx140af Lca Shopmanual Compressed 1Document981 pagesDx140af Lca Shopmanual Compressed 1kasana100% (1)
- Integrated Air Control Modules: Instructions-PartsDocument14 pagesIntegrated Air Control Modules: Instructions-PartsEngTamerNo ratings yet
- Specifications Systems Operation Testing and Adjusting - CS-531D, CP-533D and CS-533D Vibratory Compactors Vibratory SystemDocument64 pagesSpecifications Systems Operation Testing and Adjusting - CS-531D, CP-533D and CS-533D Vibratory Compactors Vibratory SystemTony Melendez50% (2)
- TM 10-4930-204-13 Tank and Pump Unit Liquid Dispensing For Truck MountingDocument246 pagesTM 10-4930-204-13 Tank and Pump Unit Liquid Dispensing For Truck MountingUglyGermanNo ratings yet
- r30d Compressor PDFDocument32 pagesr30d Compressor PDFGustavo1722No ratings yet
- Jarvis: Model SEC 230 - 4, 230 - 4LN Circular Breaking SawDocument16 pagesJarvis: Model SEC 230 - 4, 230 - 4LN Circular Breaking SawLilian KuhnenNo ratings yet
- Ce - HC50 N°11817 00Document48 pagesCe - HC50 N°11817 00Hugo100% (1)
- Testo 6740 Instruction ManualDocument28 pagesTesto 6740 Instruction ManualDeyvid RabelloNo ratings yet
- Manual Soplador 3003 TuthillDocument44 pagesManual Soplador 3003 TuthillIgnacio León CornejoNo ratings yet
- Hibon DisplacmentBlower Iom D898Document55 pagesHibon DisplacmentBlower Iom D898Ricardo RGNo ratings yet
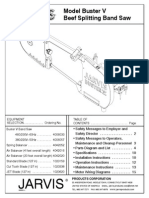
- Jarvis: Model Buster V Beef Splitting Band SawDocument16 pagesJarvis: Model Buster V Beef Splitting Band SawAnonymous GfPSYi4nNo ratings yet
- Blowby & Air Flow MeterDocument29 pagesBlowby & Air Flow MeterAsim GhoshNo ratings yet
- Oktec Manual PDFDocument64 pagesOktec Manual PDFhenotharenas100% (4)
- R4 17000844Document24 pagesR4 17000844rpichoNo ratings yet
- Integrated Air Control Modules: Instructions-PartsDocument16 pagesIntegrated Air Control Modules: Instructions-PartsEngTamerNo ratings yet
- Motor IvecoDocument162 pagesMotor Ivecomax_cortes1987100% (8)
- BA062CEN Flowfit W CCA 250 OmDocument20 pagesBA062CEN Flowfit W CCA 250 OmMarce ValdezNo ratings yet
- Operating Instructions, FormulaDocument35 pagesOperating Instructions, FormulaandymulyonoNo ratings yet
- LS20-100 Sullair Manual PDFDocument114 pagesLS20-100 Sullair Manual PDFJames Hanks50% (2)
- Caterpillar Cat 330 TRACK-TYPE EXCAVATOR (Prefix 6SK) Service Repair Manual (6SK00001 and Up)Document24 pagesCaterpillar Cat 330 TRACK-TYPE EXCAVATOR (Prefix 6SK) Service Repair Manual (6SK00001 and Up)kfm8seuudu100% (1)
- Rodillo Compactador ALITECDocument22 pagesRodillo Compactador ALITECjose david torresNo ratings yet
- Ip 178Document8 pagesIp 178oliveira1305No ratings yet
- Iveco Nef45 67 SVC OpmDocument418 pagesIveco Nef45 67 SVC OpmMaqpower Engenharia100% (5)
- Caterpillar 3054C Engine Service Manual 1096 PáginasDocument1,096 pagesCaterpillar 3054C Engine Service Manual 1096 PáginasOdon Ticona YuanquiNo ratings yet
- TCS Owner's Manual (Rev. 0612-PC-02)Document54 pagesTCS Owner's Manual (Rev. 0612-PC-02)Kito CanadaNo ratings yet
- Desolladora JC IvDocument12 pagesDesolladora JC IvIsaac de Jesus Martinez PerezNo ratings yet
- Balcrank 1130-001 Tiger PumpDocument8 pagesBalcrank 1130-001 Tiger PumpJoseph GeraciNo ratings yet
- Precise Spindle ManualDocument17 pagesPrecise Spindle Manualmarkp8767No ratings yet
- Atlas Copco Impact Wrenches W2320XP-ATEXDocument16 pagesAtlas Copco Impact Wrenches W2320XP-ATEXexge2000No ratings yet
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Nit 5Document6 pagesNit 5Anonymous GfPSYi4nNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationAnonymous GfPSYi4nNo ratings yet
- FGSR Example Gas Emergency Escape PlanDocument36 pagesFGSR Example Gas Emergency Escape PlanAnonymous GfPSYi4nNo ratings yet
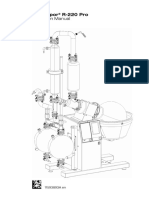
- Operation Manual: Rotavapor R-220 ProDocument108 pagesOperation Manual: Rotavapor R-220 ProAnonymous GfPSYi4nNo ratings yet
- MSDS Sikafloor Cure Hard 24Document6 pagesMSDS Sikafloor Cure Hard 24Anonymous GfPSYi4nNo ratings yet
- Glove Chart 2Document11 pagesGlove Chart 2Anonymous GfPSYi4nNo ratings yet
- Jarvis: Model Buster V Beef Splitting Band SawDocument16 pagesJarvis: Model Buster V Beef Splitting Band SawAnonymous GfPSYi4nNo ratings yet
- Suffocation Hazards in Grain Bins: Agriculture and Natural ResourcesDocument8 pagesSuffocation Hazards in Grain Bins: Agriculture and Natural ResourcesAnonymous GfPSYi4nNo ratings yet
- ATEX WG 06-2-10 EN1755 Electrostatics ATEX ConsultantDocument2 pagesATEX WG 06-2-10 EN1755 Electrostatics ATEX ConsultantAnonymous GfPSYi4nNo ratings yet
- Ammonia Waste WaterDocument19 pagesAmmonia Waste WaterAnonymous GfPSYi4nNo ratings yet
- Polymeric ChemicalsDocument22 pagesPolymeric ChemicalsAnonymous GfPSYi4n100% (1)
- Diffusive MonitorDocument19 pagesDiffusive MonitorAnonymous GfPSYi4nNo ratings yet
- Diffusive Monitor 1Document23 pagesDiffusive Monitor 1Anonymous GfPSYi4nNo ratings yet
- Chemical AccidentDocument36 pagesChemical AccidentAnonymous GfPSYi4nNo ratings yet
- G FG Code of PracticeDocument16 pagesG FG Code of PracticeAnonymous GfPSYi4nNo ratings yet
- Manual AtvDocument42 pagesManual AtvAnonymous GfPSYi4nNo ratings yet
- Appendix E FinalDocument27 pagesAppendix E Finalnk_icetNo ratings yet
- Tank FailuresDocument65 pagesTank FailuresAnonymous GfPSYi4n100% (1)
- The Dust LampDocument12 pagesThe Dust LampAnonymous GfPSYi4nNo ratings yet
- Movile Plataform IncidentDocument34 pagesMovile Plataform IncidentAnonymous GfPSYi4nNo ratings yet
- Welding ArcDocument100 pagesWelding ArcAnonymous GfPSYi4nNo ratings yet
- Inspection Ppe FallDocument6 pagesInspection Ppe FallAnonymous GfPSYi4nNo ratings yet
- Guidance On Inspecting Personal Fall Protection EquipmentDocument5 pagesGuidance On Inspecting Personal Fall Protection EquipmentAnonymous GfPSYi4nNo ratings yet
- Respirable and Inhalable Dust MethodDocument12 pagesRespirable and Inhalable Dust MethodAnonymous GfPSYi4nNo ratings yet
- Storage PropaneDocument70 pagesStorage PropaneAnonymous GfPSYi4nNo ratings yet
- RR 973Document44 pagesRR 973amirhosseine00No ratings yet
- Physics Problem Solving ExampleDocument3 pagesPhysics Problem Solving Examplenathaniel borlazaNo ratings yet
- Tensile Fabric Details 3Document1 pageTensile Fabric Details 3FRANKLYN SPENCERNo ratings yet
- ASCO RCS-Safety-ManualV9535R2x PDFDocument22 pagesASCO RCS-Safety-ManualV9535R2x PDFpaul_brightNo ratings yet
- F-E7232-rev1-Squeeze Film Damper Inquiry SheetDocument2 pagesF-E7232-rev1-Squeeze Film Damper Inquiry SheetYJNo ratings yet
- NR 310102 Structural Analysis 1Document8 pagesNR 310102 Structural Analysis 1Srinivasa Rao G100% (1)
- SDM Pipe Calculations (US ANSI)Document38 pagesSDM Pipe Calculations (US ANSI)Mohsen AghaeiNo ratings yet
- TF6 ReportDocument19 pagesTF6 ReportTing Kee Chuong100% (1)
- 10 ASME B31.3 Final Exam ClosedDocument3 pages10 ASME B31.3 Final Exam ClosedMichael Albuquerque100% (1)
- GAS KIT Installation GuideDocument25 pagesGAS KIT Installation Guidealrounder57% (7)
- Lifting Sling Capacity Equations, Calculator and Considerations - Engineers EdgeDocument2 pagesLifting Sling Capacity Equations, Calculator and Considerations - Engineers EdgeRaja GopalNo ratings yet
- Joyce CatalogDocument174 pagesJoyce CatalogPajserchinaNo ratings yet
- Upthrust and Archimedes Principle Moments and Equilibrium PDFDocument11 pagesUpthrust and Archimedes Principle Moments and Equilibrium PDFAlisa DowningNo ratings yet
- HPDocument51 pagesHPKhan Basit KhanNo ratings yet
- LatheDocument127 pagesLatheneelesh singh75% (4)
- NEA Standard 13.2kV Transmission LineDocument325 pagesNEA Standard 13.2kV Transmission LineJS Engineering86% (29)
- Shipbulding Technology 7th & 8th Semester SyllabusDocument39 pagesShipbulding Technology 7th & 8th Semester SyllabusDiploma in Engineering Shipbuilding TechnologyNo ratings yet
- Catalog KlaussDocument5 pagesCatalog Klaussmalboro111No ratings yet
- Diesel Cycle AnalysisDocument16 pagesDiesel Cycle AnalysisSarah AsgharNo ratings yet
- Worksheet 2Document3 pagesWorksheet 2Harsh SinghNo ratings yet
- Energetic and Exergetic Analysis of A Multi-Stage Turbine, Coal-Fired 173 MW Power PlantDocument18 pagesEnergetic and Exergetic Analysis of A Multi-Stage Turbine, Coal-Fired 173 MW Power PlantDr-Aditya ChauhanNo ratings yet
- Clio Brakes ABS TN.3588A - XBXX-2 PDFDocument1 pageClio Brakes ABS TN.3588A - XBXX-2 PDFdario024No ratings yet
- 1.me Components InspectionDocument5 pages1.me Components InspectionAayush AgrawalNo ratings yet
- GCSE Physics P2Document6 pagesGCSE Physics P2AdamNo ratings yet
- Lecture 7. HumidificationDocument29 pagesLecture 7. HumidificationNOBLEMAN100% (1)
- Stress Corrosion CrackingDocument12 pagesStress Corrosion Crackingseraj ibramemNo ratings yet
- LF Student Workbook 05.5Document42 pagesLF Student Workbook 05.5indikumaNo ratings yet
- Pennbarry SX Catalogue TS v9bDocument34 pagesPennbarry SX Catalogue TS v9bjacaNo ratings yet
- Installation Instructions: MazdaDocument3 pagesInstallation Instructions: MazdaMickael FernánNo ratings yet
- Design of Piping Systems - MW KelloggDocument402 pagesDesign of Piping Systems - MW KelloggSridhar Mahalingam100% (30)
- Harga Borong Fit Up and WeldingDocument4 pagesHarga Borong Fit Up and Weldingsetya100% (3)