You might also like
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208From EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Rating: 3 out of 5 stars3/5 (1)
- Manual de Usuario Robot KukaDocument20 pagesManual de Usuario Robot KukaPablys Zúñiga100% (1)
- Practica N. 04 KUKADocument50 pagesPractica N. 04 KUKADiego Garzon100% (1)
- Manual de Usuario KukaDocument13 pagesManual de Usuario KukascribdotreblackNo ratings yet
- Introducción A Los Robots IndustrialesDocument73 pagesIntroducción A Los Robots IndustrialesJose Antonio Mercado0% (1)
- Robot KukaDocument6 pagesRobot Kukarogelio93100% (1)
- Manual KUKADocument17 pagesManual KUKAmanolitometNo ratings yet
- Rapid Abb EspañolDocument927 pagesRapid Abb EspañolJoseNo ratings yet
- Robot KukaDocument4 pagesRobot KukaVeronica Andrade GarciaNo ratings yet
- Programacion y Operacion de Los Robots Industriales KukaDocument98 pagesProgramacion y Operacion de Los Robots Industriales KukaJuelCideNo ratings yet
- Guia de Practica 13 - Robot KukaDocument8 pagesGuia de Practica 13 - Robot KukaJavier RodriguezNo ratings yet
- Practica 1 KukaDocument28 pagesPractica 1 KukaJose Antonio MercadoNo ratings yet
- Especificaciones KukaDocument67 pagesEspecificaciones KukaStahl MetallNo ratings yet
- Robots KUKA para Cargas Elevadas PDFDocument36 pagesRobots KUKA para Cargas Elevadas PDFcristian garcia100% (1)
- Kuka KR C4Document2 pagesKuka KR C4Santos Vásquez PumaNo ratings yet
- KRC2 Ed05 BA EsDocument169 pagesKRC2 Ed05 BA EsRodrigo Mendoza100% (4)
- KR c2Document59 pagesKR c2charleswcgNo ratings yet
- Fanuc Lrmate 200id 4SDocument26 pagesFanuc Lrmate 200id 4SRaúl AnelNo ratings yet
- Iniciación KUKADocument37 pagesIniciación KUKAMiquel100% (1)
- Kuka Automatio ExternoDocument21 pagesKuka Automatio ExternoRafael Ortega SaineroNo ratings yet
- Manual de OperaciónDocument216 pagesManual de OperaciónJar Za ArNo ratings yet
- Variables de Systema - EsDocument204 pagesVariables de Systema - EsiagomouNo ratings yet
- Practica Abb 140Document5 pagesPractica Abb 140Sara Ruiz TajueloNo ratings yet
- Simulación en RoboguideDocument8 pagesSimulación en RoboguideRonald RomeroNo ratings yet
- Medición o Configuración de La Base Del Robot KukaDocument10 pagesMedición o Configuración de La Base Del Robot Kukacarlosandres12100% (2)
- Prog Configuracion r41 EsDocument127 pagesProg Configuracion r41 EsiagomouNo ratings yet
- Manual de Usuario ABB (Reparado)Document30 pagesManual de Usuario ABB (Reparado)ELVIS AGUILAR HUERTANo ratings yet
- Kuka FoldDocument5 pagesKuka FoldRafael Ortega SaineroNo ratings yet
- Programacion Basica de Robots FanucDocument2 pagesProgramacion Basica de Robots FanucGaby Cori0% (1)
- B-81685ES - 02 - LRM 200ibDocument226 pagesB-81685ES - 02 - LRM 200ibManuel Gil BotiaNo ratings yet
- Phoenix 2758156 10 Interbus-SDocument70 pagesPhoenix 2758156 10 Interbus-SbenjafranNo ratings yet
- Descripcion KCP (KUKA CONTROL PANEL)Document11 pagesDescripcion KCP (KUKA CONTROL PANEL)Alex Moreano ANo ratings yet
- Manual de Usuario de Un Proceso en Un Robot FanucDocument27 pagesManual de Usuario de Un Proceso en Un Robot FanucCaro Guerra100% (2)
- Manual de Usuario - KUKADocument19 pagesManual de Usuario - KUKAGaby MontesNo ratings yet
- Manual Kuka 133Document19 pagesManual Kuka 13377fenix100% (1)
- Curso de Programación A y B para RJ3iC (Ver 2) PDFDocument235 pagesCurso de Programación A y B para RJ3iC (Ver 2) PDFMarco ZetecKrone Rap SoloNo ratings yet
- Work Visual 3.1Document185 pagesWork Visual 3.1Sergio Jordan Morales100% (1)
- Programación TPE Nivel B FANUC RoboguideDocument132 pagesProgramación TPE Nivel B FANUC RoboguideOscar Jiménez100% (2)
- Operación Robot Kuka KR16Document59 pagesOperación Robot Kuka KR16FaustoVinicioAcuñaCoelloNo ratings yet
- Operacion KukaDocument29 pagesOperacion KukaDiego GarzonNo ratings yet
- Programación de Robot Kuka para PaletizadoDocument210 pagesProgramación de Robot Kuka para PaletizadoRod PicaccioNo ratings yet
- Programacion de Un Robot ManipuladorDocument64 pagesProgramacion de Un Robot Manipuladorlor986No ratings yet
- KST WorkVisual EsDocument169 pagesKST WorkVisual EsEberPerez100% (2)
- Manual Kuka 136Document56 pagesManual Kuka 13677fenixNo ratings yet
- Unidad KCP y Su EntornoDocument43 pagesUnidad KCP y Su Entorno77fenix100% (1)
- Práctica 3 RoboDk PythonDocument4 pagesPráctica 3 RoboDk Pythonsistemas embebidosNo ratings yet
- Migrar de S5 A S7Document152 pagesMigrar de S5 A S7pedro castilloNo ratings yet
- Taller de Simulacion y Programación de Robots IndustrialesDocument38 pagesTaller de Simulacion y Programación de Robots IndustrialesnessssaNo ratings yet
- Creacion de Manual de Soldaduras Kuka TesisDocument76 pagesCreacion de Manual de Soldaduras Kuka TesisJuan Manuel Cauna ChuraNo ratings yet
- Manual de Producto Del Sistema de Control IRC5 CompactDocument172 pagesManual de Producto Del Sistema de Control IRC5 CompactJunanNo ratings yet
- ProcesosDocument18 pagesProcesoskperezgonzalez372No ratings yet
- LabVIEW: Entorno gráfico de programaciónFrom EverandLabVIEW: Entorno gráfico de programaciónRating: 4 out of 5 stars4/5 (4)
- Evaluación Final Robótica Grupo 299011 20 Diego FrancoDocument9 pagesEvaluación Final Robótica Grupo 299011 20 Diego Francoluis eduardoNo ratings yet
- Protocolo Actividad FinalDocument13 pagesProtocolo Actividad Finaljamilvlez68No ratings yet
- Huanachin CEDocument190 pagesHuanachin CEchanNo ratings yet
- 2024 - 1 Act ProfundizacionDocument3 pages2024 - 1 Act ProfundizacionSamuel GámezNo ratings yet
- Universidad Tecnológica de QuerétaroDocument33 pagesUniversidad Tecnológica de QuerétarokennyfernandezNo ratings yet
- Robot Inspeccionador en Situaciones de DesastresDocument10 pagesRobot Inspeccionador en Situaciones de DesastresluisNo ratings yet
- Banda Transportadora Control Manjarres 2010 PDFDocument119 pagesBanda Transportadora Control Manjarres 2010 PDFLuis PinedaNo ratings yet
- CD 4951Document189 pagesCD 4951pxppiezcNo ratings yet
- Unidad KCP y Su EntornoDocument43 pagesUnidad KCP y Su Entorno77fenix100% (1)
- HexapodoDocument10 pagesHexapodo77fenixNo ratings yet
- Manual Kuka 13Document2 pagesManual Kuka 1377fenixNo ratings yet
- RobotDocument1 pageRobot77fenixNo ratings yet
- Unidad KCP y Su EntornoDocument43 pagesUnidad KCP y Su Entorno77fenix100% (1)
- Funcionamiento de Un EncoderDocument3 pagesFuncionamiento de Un EncoderCarlos Alberto Venancio PerezNo ratings yet
- Manual Kuka 134Document41 pagesManual Kuka 13477fenixNo ratings yet
- Robotica GeneralDocument185 pagesRobotica GeneralRomán AndrésNo ratings yet
- Pasos Crear ProgramaDocument1 pagePasos Crear Programa77fenixNo ratings yet
- Cables Robot Kuka Unidad Krc2Document1 pageCables Robot Kuka Unidad Krc277fenixNo ratings yet
- Arranque Del SistemaDocument6 pagesArranque Del Sistema77fenixNo ratings yet
- Informe PTPDocument13 pagesInforme PTPJacobo Javier Cáceres RodríguezNo ratings yet
- Unidad KCP y Su EntornoDocument43 pagesUnidad KCP y Su Entorno77fenix100% (1)
- Manual Kuka 136Document56 pagesManual Kuka 13677fenixNo ratings yet
- Curso RobotDocument30 pagesCurso RobotTximilla100% (1)
- Manual Kuka 133Document19 pagesManual Kuka 13377fenix100% (1)
- Manual Kuka 135Document17 pagesManual Kuka 13577fenixNo ratings yet
- Medición o Configuración de La Base Del Robot KukaDocument10 pagesMedición o Configuración de La Base Del Robot Kukacarlosandres12100% (2)
- Manual de Mantenimiento Del CentroDocument92 pagesManual de Mantenimiento Del Centro106170092No ratings yet
- Manual Kuka 136Document56 pagesManual Kuka 13677fenixNo ratings yet
- Manual KUKADocument17 pagesManual KUKAmanolitometNo ratings yet
- Robotstudio Labserver PFCDocument72 pagesRobotstudio Labserver PFCEva Ibáñez RamosNo ratings yet
- Manual Kuka 132Document6 pagesManual Kuka 13277fenixNo ratings yet
- WagoDocument5 pagesWago77fenixNo ratings yet
- Ejercicio Grafcet EmbotelladoDocument21 pagesEjercicio Grafcet EmbotelladowyrkoNo ratings yet
- Curso PLC 004 PDFDocument6 pagesCurso PLC 004 PDFwins13No ratings yet
- Tutorial de LabviewDocument20 pagesTutorial de LabviewDaniel Cardenas VillarrealNo ratings yet
- Introducción A La Automatización Con PLC PDFDocument52 pagesIntroducción A La Automatización Con PLC PDFsereucaNo ratings yet
- Emplazamiento de Parques EolicosDocument5 pagesEmplazamiento de Parques EolicosZulma Alfaro BaldiviezoNo ratings yet
- Copia de Msds Marzo - Rímac Lindley - 51Document1 pageCopia de Msds Marzo - Rímac Lindley - 51JC InquillayNo ratings yet
- Modulo de Suspension Direccion y Frenos BasicoDocument63 pagesModulo de Suspension Direccion y Frenos BasicoVicente Rojas100% (1)
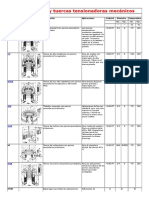
- Gama de Pernos y Tuercas TensionadorasDocument5 pagesGama de Pernos y Tuercas TensionadorasEduNo ratings yet
- Instrucciones de Manteniento.2014 PDFDocument13 pagesInstrucciones de Manteniento.2014 PDFRuben SepulvedaNo ratings yet
- Foto de Un Ariete en FuncionamientoDocument9 pagesFoto de Un Ariete en FuncionamientoMiguel Angel Torrez GuzmanNo ratings yet
- Ejercicio 5 (Tiscareño)Document2 pagesEjercicio 5 (Tiscareño)MataNo ratings yet
- Tuberias Aereas y EnterradasDocument24 pagesTuberias Aereas y Enterradasandres felipeNo ratings yet
- Descripción y Uso Del PLC LOGO 230 RC SiemensDocument12 pagesDescripción y Uso Del PLC LOGO 230 RC SiemensFredy Aguilar Rondan70% (10)
- Campo Eléctrico en Un CRTDocument12 pagesCampo Eléctrico en Un CRTErnesto CuàNo ratings yet
- Operaciones Que Se Ejecutan en Un Pozo Petrolero.Document3 pagesOperaciones Que Se Ejecutan en Un Pozo Petrolero.Anuar Olivares RubalcavaNo ratings yet
- Programa Estudios Sistemas de EnergíaDocument4 pagesPrograma Estudios Sistemas de EnergíaRicardo Andrés Guzmán GonzálezNo ratings yet
- Chimeneas y RampasDocument11 pagesChimeneas y RampasvidaluncNo ratings yet
- Brochure Sinetamer II-SDocument6 pagesBrochure Sinetamer II-SeliusgomezNo ratings yet
- Leyes de La TermodinámicaDocument12 pagesLeyes de La Termodinámicapablo92% (50)
- Seguridad e HigieneDocument20 pagesSeguridad e HigienemonoheladoNo ratings yet
- Mantenimiento de Equipos REALDocument77 pagesMantenimiento de Equipos REALkaterineNo ratings yet
- Lab 4 Mineralogia y CristalografiaDocument6 pagesLab 4 Mineralogia y CristalografiaJordy Ivanol Marquez HuamaniNo ratings yet
- Especificaciones GSM-19 Español PDFDocument2 pagesEspecificaciones GSM-19 Español PDFMauricio Santisteban Campos Robles100% (1)
- Propiedades Del CarbonoDocument15 pagesPropiedades Del Carbonomaffer125No ratings yet
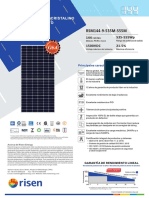
- Risen 550wDocument2 pagesRisen 550wAbraham FloresNo ratings yet
- Introducción A Los DPSDocument52 pagesIntroducción A Los DPSEduardo GuerrerosNo ratings yet
- RM No 050-2013-Tr - Anexo 2 Modelo RisstDocument19 pagesRM No 050-2013-Tr - Anexo 2 Modelo RisstChristopher Cardenas HinojosaNo ratings yet
- 2 - PlenumDocument1 page2 - Plenumlazaro del carmen jimenez hernandezNo ratings yet
- Constante Elastica de Un Resorte Labo 2Document10 pagesConstante Elastica de Un Resorte Labo 2Christopher MichelNo ratings yet
- PAPIDocument33 pagesPAPIGenaro Hugo Lopez Zagala50% (2)
- Guía Práctica 1 Conceptos de Biología y Niveles de OrganizaciónDocument12 pagesGuía Práctica 1 Conceptos de Biología y Niveles de OrganizaciónQuimica TecnologiaNo ratings yet
- Alien Evolution System 185 - 217Document216 pagesAlien Evolution System 185 - 217Junior JuniorNo ratings yet
- Diseño de Luminarias en HallDocument6 pagesDiseño de Luminarias en HallKatia Ibarra AliagaNo ratings yet
- Pinto Palacios EstherDocument142 pagesPinto Palacios EstherGuiomar DautantNo ratings yet