You might also like
- Favoritism in The Workplace and Its Effect On The OrganizationDocument11 pagesFavoritism in The Workplace and Its Effect On The OrganizationSuhailShaikhNo ratings yet
- 7 Steps To Start Goat Farming Business For ProfitDocument8 pages7 Steps To Start Goat Farming Business For ProfitSuhailShaikhNo ratings yet
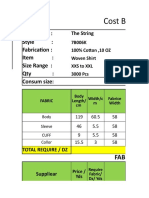
- Costing Sheet For Woven ShirtDocument9 pagesCosting Sheet For Woven ShirtSuhailShaikhNo ratings yet
- Dont CryDocument8 pagesDont CryIolanda Dolcet Ibars100% (1)
- Inspection and Maintenance of Drillpipe Ebook PDFDocument39 pagesInspection and Maintenance of Drillpipe Ebook PDFAntónio OliveiraNo ratings yet
- Palm Fatty Acid Distillate BiodieselDocument4 pagesPalm Fatty Acid Distillate Biodieseldwi anggraeniNo ratings yet
- Plumbing Practical Problems QuizDocument5 pagesPlumbing Practical Problems QuizLoren ViejayNo ratings yet
- PV Design WorksheetDocument4 pagesPV Design WorksheetLarry Walker II100% (1)
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- Performance Polos Classic PolosDocument37 pagesPerformance Polos Classic PolosSuhailShaikhNo ratings yet
- NACES 2015 – Poultry Waste Plant DesignDocument2 pagesNACES 2015 – Poultry Waste Plant DesignVentrue LeongNo ratings yet
- 2021 Sustainability FinalDocument36 pages2021 Sustainability FinalLovely ChoudharyNo ratings yet
- Project Report Carbon Footprint For Newspaper IndustryDocument42 pagesProject Report Carbon Footprint For Newspaper IndustrydooriNo ratings yet
- Design, Construction and Maintenance of A Biogas GeneratorDocument23 pagesDesign, Construction and Maintenance of A Biogas GeneratorOxfam100% (1)
- BS 5896 2010Document33 pagesBS 5896 2010shashiresh50% (2)
- Oil Gas Boilers and Hot Water Boilers PDFDocument60 pagesOil Gas Boilers and Hot Water Boilers PDFanon_411130333No ratings yet
- Eaton Tb09500001e PDFDocument62 pagesEaton Tb09500001e PDFJuan E Torres MNo ratings yet
- Biogas Re Powerplant 42013 GasDocument55 pagesBiogas Re Powerplant 42013 GaszmahfudzNo ratings yet
- Techno-Economic Modelling and Cost Functions of CO Capture ProcessesDocument11 pagesTechno-Economic Modelling and Cost Functions of CO Capture ProcessesAlex MarkNo ratings yet
- Small-Scale Biogas UpgradingDocument26 pagesSmall-Scale Biogas UpgradingDavid SaldarriagaNo ratings yet
- Chemical Process Industries: Environmental ProtectionDocument18 pagesChemical Process Industries: Environmental ProtectionHa M ZaNo ratings yet
- Pure BiogasDocument8 pagesPure Biogasapi-3706974100% (1)
- Wood Pyrolysis To Biochar: Submitted To: Engineering Physics Review Board Submitted By: Chris AlkireDocument20 pagesWood Pyrolysis To Biochar: Submitted To: Engineering Physics Review Board Submitted By: Chris AlkireMyriah WilsonNo ratings yet
- Design, Construction and Maintenance of A Biogas GeneratorDocument23 pagesDesign, Construction and Maintenance of A Biogas GeneratorOxfamNo ratings yet
- Introdiction To Engineering PDFDocument295 pagesIntrodiction To Engineering PDFAyebareNo ratings yet
- 1bottles Group Production of Bisphenol-ADocument112 pages1bottles Group Production of Bisphenol-AJames BelciñaNo ratings yet
- Proposal Biogas RohulDocument13 pagesProposal Biogas RohulIman SatriaNo ratings yet
- POME Plant CostDocument8 pagesPOME Plant Costtamil vaanan100% (1)
- Sector Handbook BiogasDocument39 pagesSector Handbook BiogasMann HumanNo ratings yet
- 1.0 Project Background: WWW - Gam-Rd - Co.inDocument17 pages1.0 Project Background: WWW - Gam-Rd - Co.inljsflj alsfjoiNo ratings yet
- GTZ - Biogas Plants - 1993Document24 pagesGTZ - Biogas Plants - 1993Kroya HunNo ratings yet
- Biogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Document17 pagesBiogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Madhav Mohan100% (1)
- Services Marketing: Consumer Behavior in Services Unit 2Document78 pagesServices Marketing: Consumer Behavior in Services Unit 2mpsrishaNo ratings yet
- Hydrogenics Selected References: Fueling StationsDocument20 pagesHydrogenics Selected References: Fueling StationsSaradhi Medapureddy100% (1)
- BIOGAS in GHANA Subsector Analysis BiogasDocument38 pagesBIOGAS in GHANA Subsector Analysis BiogasIndraw100% (1)
- Tomato Farming Venture Using Greenhouse TechnologyDocument6 pagesTomato Farming Venture Using Greenhouse TechnologycatherineNo ratings yet
- Dissertation - Biogas From Forage and Sugar BeetDocument170 pagesDissertation - Biogas From Forage and Sugar Beetscm996No ratings yet
- Integrative Design of Energy & Mineral Engineering Systems EME 580Document68 pagesIntegrative Design of Energy & Mineral Engineering Systems EME 580Himanshu1712No ratings yet
- Ramprashad - Open Cylinder BlastDocument34 pagesRamprashad - Open Cylinder BlasthpmonNo ratings yet
- Concrete Manure TanksDocument4 pagesConcrete Manure Tanksshivas34regalNo ratings yet
- 5.9 MWe biomass gasification cogen plantDocument0 pages5.9 MWe biomass gasification cogen plantApri ApriyantoNo ratings yet
- Managing Major Hazard InstallationDocument4 pagesManaging Major Hazard InstallationAdrian IlieNo ratings yet
- Greenhouse Gas - Bulletin - No.9Document4 pagesGreenhouse Gas - Bulletin - No.9Patricia DillonNo ratings yet
- Biogas Analysis - PakistanDocument10 pagesBiogas Analysis - PakistantabinahassanNo ratings yet
- 2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesDocument50 pages2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesRex RenovadoNo ratings yet
- SOP for Safe Quenching of Pyrophoric SubstancesDocument5 pagesSOP for Safe Quenching of Pyrophoric Substancesdhavalesh1No ratings yet
- 2012 12 Emission Monitoring BriefingDocument4 pages2012 12 Emission Monitoring BriefingTermiteEnkayNo ratings yet
- SIP Guidelines UTPDocument58 pagesSIP Guidelines UTPMarc Raphael ParrikalNo ratings yet
- Biogas Production by Co-Digestion of Cassava Peels With UreaDocument3 pagesBiogas Production by Co-Digestion of Cassava Peels With UreaInnovative Research PublicationsNo ratings yet
- The Thermochemical Pathway: A Sustainable and Competitive Waste Diversion SolutionDocument15 pagesThe Thermochemical Pathway: A Sustainable and Competitive Waste Diversion SolutionDouGPhillips999100% (1)
- Trimethylolpropane Msds enDocument12 pagesTrimethylolpropane Msds enronnyprbNo ratings yet
- Science Business and Biotechnology in AgribusinessDocument36 pagesScience Business and Biotechnology in AgribusinessBidur Prasad ChaulagainNo ratings yet
- Development and Evaluation of A Fixed Dome Plug Flow Anaerobic DigesterDocument11 pagesDevelopment and Evaluation of A Fixed Dome Plug Flow Anaerobic DigesterAryadharma PrasetyoNo ratings yet
- Biogas Mass Balance PDFDocument9 pagesBiogas Mass Balance PDFHafizhun SoekiswoNo ratings yet
- Proposed Innovative Septic Tank Design for Biogas and Wastewater TreatmentDocument89 pagesProposed Innovative Septic Tank Design for Biogas and Wastewater Treatmentjolo ranadaNo ratings yet
- Biomass Resource Facilities and Biomass Conversion Processing For Fuels and Chemicals 2001 Energy Conversion and ManagementDocument22 pagesBiomass Resource Facilities and Biomass Conversion Processing For Fuels and Chemicals 2001 Energy Conversion and ManagementhassanNo ratings yet
- Plastic Waste Management MethodsDocument20 pagesPlastic Waste Management Methodshappy2009yNo ratings yet
- 2.principle and Design of Waste MinimizationDocument27 pages2.principle and Design of Waste MinimizationFx NiubieNo ratings yet
- 18.introduction To A Large-Scale Biogas Plant in A Dairy FarmDocument4 pages18.introduction To A Large-Scale Biogas Plant in A Dairy FarmAndre SitohangNo ratings yet
- Project Biomass Wood BrazilDocument34 pagesProject Biomass Wood Brazilmar4478100% (2)
- Brochure Schuetz Vasitex enDocument28 pagesBrochure Schuetz Vasitex enGian TeryNo ratings yet
- Biogas Consultants ContractorsDocument8 pagesBiogas Consultants ContractorsuemaaplNo ratings yet
- Isononanol: Material Safety Data SheetDocument10 pagesIsononanol: Material Safety Data SheetKayalvilli ShanmugamNo ratings yet
- Natural and Sustainable Raw Materials For Sanitary Napkin 2165 8064 1000308 PDFDocument3 pagesNatural and Sustainable Raw Materials For Sanitary Napkin 2165 8064 1000308 PDFDr. Gunjan SarkarNo ratings yet
- Biogas TechnologyDocument7 pagesBiogas TechnologyMuhire PatrickNo ratings yet
- Biomass EnergyDocument1 pageBiomass EnergyrapNo ratings yet
- ANZ Plastic Waste ManagementDocument19 pagesANZ Plastic Waste ManagementGustavosalazarmNo ratings yet
- 2015 Design SrinivasDocument71 pages2015 Design SrinivasEdinson LoayzaNo ratings yet
- Hydrochloric Acid 30-35% PDFDocument17 pagesHydrochloric Acid 30-35% PDFwongpengchiong7205No ratings yet
- Coastal Ocean Observing SystemsFrom EverandCoastal Ocean Observing SystemsYonggang LiuNo ratings yet
- Management Science Its Historical DevelopmentDocument3 pagesManagement Science Its Historical DevelopmentSuhailShaikhNo ratings yet
- The Tools of Management ScienceDocument3 pagesThe Tools of Management ScienceSuhailShaikhNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- Production Management The Key To Efficient ManufacturingDocument2 pagesProduction Management The Key To Efficient ManufacturingSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- Production Management The Key To Efficient ManufacturingDocument2 pagesProduction Management The Key To Efficient ManufacturingSuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- The Concept of Industrial Engineering Enhancing Efficiency and ProductivityDocument2 pagesThe Concept of Industrial Engineering Enhancing Efficiency and ProductivitySuhailShaikhNo ratings yet
- Applications of Industrial EngineeringDocument1 pageApplications of Industrial EngineeringSuhailShaikhNo ratings yet
- History and Development of Industrial EngineeringDocument2 pagesHistory and Development of Industrial EngineeringSuhailShaikhNo ratings yet
- Personnel Management Nurturing Human Capital For Organizational SuccessDocument2 pagesPersonnel Management Nurturing Human Capital For Organizational SuccessSuhailShaikhNo ratings yet
- The Role of An Industrial EngineerDocument2 pagesThe Role of An Industrial EngineerSuhailShaikhNo ratings yet
- The Art and Science of Decision-MakingDocument2 pagesThe Art and Science of Decision-MakingSuhailShaikhNo ratings yet
- Production and Productivity Driving Forces of Economic GrowthDocument2 pagesProduction and Productivity Driving Forces of Economic GrowthSuhailShaikhNo ratings yet
- National HealthDocument60 pagesNational HealthSuhailShaikhNo ratings yet
- Online Restaurant Delivery Guide To Getting Started: Will You Deliver Yourself?Document1 pageOnline Restaurant Delivery Guide To Getting Started: Will You Deliver Yourself?SuhailShaikhNo ratings yet
- Welcome: A Guide To Accessibility ofDocument18 pagesWelcome: A Guide To Accessibility ofSuhailShaikhNo ratings yet
- Production Planning in The Clothing Industry:: Failing To Plan Is Planning To FailDocument5 pagesProduction Planning in The Clothing Industry:: Failing To Plan Is Planning To Failjatinder.kaler100% (2)
- Welcome: A Guide To Accessibility ofDocument18 pagesWelcome: A Guide To Accessibility ofSuhailShaikhNo ratings yet
- Aina - e - Qismat October 2019Document60 pagesAina - e - Qismat October 2019SuhailShaikhNo ratings yet
- RDSO - Specification No.M&C NDT 125 2004 Rev IDocument6 pagesRDSO - Specification No.M&C NDT 125 2004 Rev INiking ThomsanNo ratings yet
- Nec 2006Document59 pagesNec 2006loots69No ratings yet
- Atmel 42238 Uart Based Sam Ba Bootloader For Sam d20 AP Note At04189Document12 pagesAtmel 42238 Uart Based Sam Ba Bootloader For Sam d20 AP Note At04189manasaNo ratings yet
- Recovering Valuable Metals From Recycled Photovoltaic ModulesDocument12 pagesRecovering Valuable Metals From Recycled Photovoltaic ModulesNguyễn TriếtNo ratings yet
- TOR Admin Assistant SC - 4Document1 pageTOR Admin Assistant SC - 4newarakanNo ratings yet
- Manual Instalaciones Electricas para Centros de ComputoDocument65 pagesManual Instalaciones Electricas para Centros de ComputoJorge Estrada0% (3)
- Assessment of Groundwater Quality Using GIS - A Case Study of The Churu District of RajasthanDocument9 pagesAssessment of Groundwater Quality Using GIS - A Case Study of The Churu District of RajasthanSivaShankarNo ratings yet
- COSTECH Accelration of Innovation ImbejuDocument42 pagesCOSTECH Accelration of Innovation Imbejuhamidumajid033No ratings yet
- GestioIP 3.0 Installation GuideDocument17 pagesGestioIP 3.0 Installation GuidepiterasNo ratings yet
- Masterseal 550Document4 pagesMasterseal 550Arjun MulluNo ratings yet
- Introduction To PLCsDocument42 pagesIntroduction To PLCsArun Kumar YadavNo ratings yet
- OFFICE 365 PROXY GUIDEDocument4 pagesOFFICE 365 PROXY GUIDErossloveladyNo ratings yet
- India's Growing Social Media Landscape and Future TrendsDocument5 pagesIndia's Growing Social Media Landscape and Future Trendspriyaa2688No ratings yet
- Search Engine Collocations Frequency PhrasesDocument2 pagesSearch Engine Collocations Frequency PhrasesDinda NoviarmachdaNo ratings yet
- Abstracts Book Nanotech 2013Document151 pagesAbstracts Book Nanotech 2013felipe de jesus juarez torresNo ratings yet
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDocument70 pagesFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358No ratings yet
- The Next 20 Billion Digital MarketDocument4 pagesThe Next 20 Billion Digital MarketakuabataNo ratings yet
- Documentation of Xabe - FFmpegDocument11 pagesDocumentation of Xabe - FFmpegTomasz ŻmudaNo ratings yet
- Suparco+ KRL Test Ques For Electrical EngrzDocument5 pagesSuparco+ KRL Test Ques For Electrical Engrzمحمد فصیح آفتابNo ratings yet
- Educational Technology & Education Conferences - January To June 2016 - Clayton R WrightDocument93 pagesEducational Technology & Education Conferences - January To June 2016 - Clayton R WrightEsperanza Román MendozaNo ratings yet
- DC Motor Direction Control ReportDocument6 pagesDC Motor Direction Control ReportEngr Farhanullah SarkiNo ratings yet
- Study of Step Up & Step Down Transformer: Experiment 9Document3 pagesStudy of Step Up & Step Down Transformer: Experiment 9Apna VeerNo ratings yet