You might also like
- Weekly Curing Report Highlights Factory Process IssuesDocument36 pagesWeekly Curing Report Highlights Factory Process IssuesJuang P SetiawanNo ratings yet
- Brochure GEAPHE Prod Image BroschuereDocument26 pagesBrochure GEAPHE Prod Image BroschuereAgustin SanchezNo ratings yet
- FDP TugasDocument2 pagesFDP TugasJuang P SetiawanNo ratings yet
- FDP PertaminaDocument2 pagesFDP PertaminaJuang P SetiawanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lean Production at Portakabin: HospitalsDocument4 pagesLean Production at Portakabin: HospitalsFLAVIUS222No ratings yet
- TCL - Split System - AC - Owners - ManualDocument39 pagesTCL - Split System - AC - Owners - ManualNicole WintNo ratings yet
- Mass Flow MeterDocument158 pagesMass Flow MeterMuhammad Furqan JavedNo ratings yet
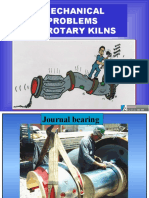
- Kiln Mechanical ProblemsDocument40 pagesKiln Mechanical ProblemsIrshad Hussain83% (6)
- IrisDocument16 pagesIrisvibinkumarsNo ratings yet
- Ilovepdf MergedDocument10 pagesIlovepdf MergedSaidNo ratings yet
- Mole ConceptDocument3 pagesMole Conceptzafarchem_iqbalNo ratings yet
- Eaton Central Battery and Inverter Systems ManualDocument35 pagesEaton Central Battery and Inverter Systems ManualAhmed Fahd AmeerNo ratings yet
- Fabric Slitter Rewinder Machines, Slitter Rewinder MachineDocument16 pagesFabric Slitter Rewinder Machines, Slitter Rewinder MachineslitterrewinderNo ratings yet
- Subsea Housing Design GuideDocument8 pagesSubsea Housing Design Guidemimi_chan_17100% (1)
- Waste Heat RecoveryDocument25 pagesWaste Heat RecoveryJoeb DsouzaNo ratings yet
- Keedex 2010 PDFDocument48 pagesKeedex 2010 PDFTyra Smith100% (1)
- Organic Coated Steel: ArcelorDocument37 pagesOrganic Coated Steel: ArcelordangmiuNo ratings yet
- York CatalogueDocument142 pagesYork Catalogueeng_amin1239449No ratings yet
- CV Production ChemistDocument2 pagesCV Production ChemistSai CharanNo ratings yet
- Bearing Solutions For Large Size Machinery: One-Bearing Solutions Two-Bearing Solutions Three-Bearing SolutionsDocument162 pagesBearing Solutions For Large Size Machinery: One-Bearing Solutions Two-Bearing Solutions Three-Bearing Solutionscamilo.ponce.ayalaNo ratings yet
- MREL Recorders and Accessories ListDocument32 pagesMREL Recorders and Accessories ListForsacServis0% (1)
- JacketIngDocument28 pagesJacketIngVelmurugan Balasubramanian0% (1)
- Prueba de Alternador CaterpillarDocument2 pagesPrueba de Alternador CaterpillarRamón José Aponte FrancoNo ratings yet
- Safety and Handling of Organic PeroxidesDocument26 pagesSafety and Handling of Organic PeroxidesМаксим ХилоNo ratings yet
- R744 and R290Document7 pagesR744 and R290SURAJ NAGNo ratings yet
- W211 APS50 Retrofit Wiring HarnessDocument5 pagesW211 APS50 Retrofit Wiring HarnessMusaHamzic50% (2)
- Technical Paper2Document13 pagesTechnical Paper2EspradaVelvetNo ratings yet
- Pig SigDocument6 pagesPig SigdmitosNo ratings yet
- PRINT - Axens - P-13, 14Document24 pagesPRINT - Axens - P-13, 14D K SNo ratings yet
- Solar Cells - Thin-Film TechnologiesDocument468 pagesSolar Cells - Thin-Film TechnologiesDavid K. HongNo ratings yet
- 1 Welding Materials Control Procedure PDFDocument3 pages1 Welding Materials Control Procedure PDFMustafa MubderNo ratings yet
- Guide To DSEAR Risk AssessmentDocument25 pagesGuide To DSEAR Risk Assessmentkanakarao10% (1)
- Fasi - Pressure VesselsDocument90 pagesFasi - Pressure VesselsjeinerNo ratings yet
- Barangay Ordinance On Open Burning 2022Document4 pagesBarangay Ordinance On Open Burning 2022Catherine Parinas100% (4)