You might also like
- Chitosan Starch Composite Film Preparation 1Document8 pagesChitosan Starch Composite Film Preparation 1Anonymous xGc8MRRysNo ratings yet
- Fungal Spoilage of Starch-Based Foods in Relation To Its Water Activity (Aw)Document8 pagesFungal Spoilage of Starch-Based Foods in Relation To Its Water Activity (Aw)desmadradorNo ratings yet
- Reactive & Functional PolymersDocument14 pagesReactive & Functional PolymersVasluianuNo ratings yet
- Carrageenan Protein Interactions Textural PropertiesDocument7 pagesCarrageenan Protein Interactions Textural PropertiesAnonymous xGc8MRRysNo ratings yet
- Effect of Water Activity - Orange Peel OilDocument7 pagesEffect of Water Activity - Orange Peel OilAnonymous xGc8MRRysNo ratings yet
- Evaluation Norrish Equation Correlating WaterDocument21 pagesEvaluation Norrish Equation Correlating WaterAnonymous xGc8MRRysNo ratings yet
- Physicochemical and Functional Characterization of By-Products From ChiaDocument9 pagesPhysicochemical and Functional Characterization of By-Products From ChiaAnonymous xGc8MRRysNo ratings yet
- Characterization of Antimicrobial Properties On The Growth of S. Aureus ofDocument8 pagesCharacterization of Antimicrobial Properties On The Growth of S. Aureus ofAnonymous xGc8MRRysNo ratings yet
- Renewable Resources and Enzymatic Processes To Create PDFDocument8 pagesRenewable Resources and Enzymatic Processes To Create PDFAnonymous xGc8MRRysNo ratings yet
- Evaluation of Anti-Fungal Activity of Chitosan and Its Effect On The PDFDocument5 pagesEvaluation of Anti-Fungal Activity of Chitosan and Its Effect On The PDFAnonymous xGc8MRRysNo ratings yet
- Physicochemical, Antimicrobial, and Cytotoxic Characteristics of A Chitosan FilmDocument7 pagesPhysicochemical, Antimicrobial, and Cytotoxic Characteristics of A Chitosan FilmAnonymous xGc8MRRysNo ratings yet
- Chitosan As A Novel Edible Coating For Fresh Fruits PDFDocument17 pagesChitosan As A Novel Edible Coating For Fresh Fruits PDFAnonymous xGc8MRRysNo ratings yet
- Microbiological Quality of Fresh, Minimally Processed Fruit and VegetablesDocument9 pagesMicrobiological Quality of Fresh, Minimally Processed Fruit and VegetablesAnonymous xGc8MRRysNo ratings yet
- Chitosan For Improving Orchid Production and QualityDocument5 pagesChitosan For Improving Orchid Production and QualityAnonymous xGc8MRRysNo ratings yet
- HAAKE Practical Approach To Rheology and Rheometry - SchrammDocument291 pagesHAAKE Practical Approach To Rheology and Rheometry - Schrammpitblau100% (2)
- The Effect of Psyllium Seed Gum As An Edible Coating and in Comparison To Chitosan PDFDocument5 pagesThe Effect of Psyllium Seed Gum As An Edible Coating and in Comparison To Chitosan PDFAnonymous xGc8MRRysNo ratings yet
- Physicochemical Properties and Bioactivity of Fungal ChitinDocument7 pagesPhysicochemical Properties and Bioactivity of Fungal ChitinAnonymous xGc8MRRys100% (1)
- Applications of Solid-Phase Microextraction in Food AnalysisDocument28 pagesApplications of Solid-Phase Microextraction in Food AnalysisAnonymous xGc8MRRysNo ratings yet
- Tyrosinase Catalysed Grafting of Food Grade Gallates To Chitosan2008 PDFDocument12 pagesTyrosinase Catalysed Grafting of Food Grade Gallates To Chitosan2008 PDFAnonymous xGc8MRRysNo ratings yet
- Effect To Low-Weigth EmulsifiersDocument10 pagesEffect To Low-Weigth EmulsifiersAnonymous xGc8MRRysNo ratings yet
- Cheeses Sensory EvaluationDocument11 pagesCheeses Sensory EvaluationAnonymous xGc8MRRysNo ratings yet
- Effects of Chitosan Coating On Postharvest Life and Quality of GuavaDocument7 pagesEffects of Chitosan Coating On Postharvest Life and Quality of GuavaAnonymous xGc8MRRysNo ratings yet
- Flow of Non Newtonian FluidDocument16 pagesFlow of Non Newtonian FluidAnonymous xGc8MRRysNo ratings yet
- Preservation of Mango Quality by Using Functional Chitosanlactoperoxidase PDFDocument5 pagesPreservation of Mango Quality by Using Functional Chitosanlactoperoxidase PDFAnonymous xGc8MRRysNo ratings yet
- Antifungal Activity of Octyl Gallate Structural Criteria and Mode of Action PDFDocument4 pagesAntifungal Activity of Octyl Gallate Structural Criteria and Mode of Action PDFAnonymous xGc8MRRysNo ratings yet
- EffectEffectiveness of Submicron Chitosan Dispersions in Controllinganthracnose and Maintaining Quality of Dragon Fruitasgariveness of Submicron Chitosan Dispersions in Controlling AnthracnoseDocument7 pagesEffectEffectiveness of Submicron Chitosan Dispersions in Controllinganthracnose and Maintaining Quality of Dragon Fruitasgariveness of Submicron Chitosan Dispersions in Controlling AnthracnoseAnonymous xGc8MRRysNo ratings yet
- Characterization of Association Phenomena in PDFDocument23 pagesCharacterization of Association Phenomena in PDFAnonymous xGc8MRRysNo ratings yet
- Chitosan-Magnesium Aluminum Silicate Composite Dispersions PDFDocument9 pagesChitosan-Magnesium Aluminum Silicate Composite Dispersions PDFAnonymous xGc8MRRysNo ratings yet
- Preparation, Characterization, and Antioxidant Properties of GallicDocument6 pagesPreparation, Characterization, and Antioxidant Properties of GallicAnonymous xGc8MRRysNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Physic Source 101Document22 pagesPhysic Source 101xander furioNo ratings yet
- 01 - SIM DN150 PN16 Valve 1 PDFDocument4 pages01 - SIM DN150 PN16 Valve 1 PDFunnicyriacNo ratings yet
- Guardian GreaseDocument2 pagesGuardian Greasegacm98No ratings yet
- Nso Level 2 Sample Paper Class 6 170718081232Document6 pagesNso Level 2 Sample Paper Class 6 170718081232Anto John67% (3)
- Engine Control Module (ECM) X1 (L95)Document1 pageEngine Control Module (ECM) X1 (L95)carloNo ratings yet
- Cardiology Center by SlidesgoDocument50 pagesCardiology Center by SlidesgoHugo RamirezNo ratings yet
- Noble Gases: B.Sc. Chemistry Semester I Dr. Ashok Kuingh Assistant Professor University of Lucknow LucknowDocument21 pagesNoble Gases: B.Sc. Chemistry Semester I Dr. Ashok Kuingh Assistant Professor University of Lucknow LucknowSergioNo ratings yet
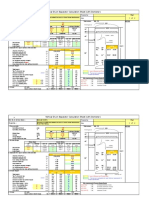
- Scrubber and Demister Sizing - Form 2Document2 pagesScrubber and Demister Sizing - Form 2eka resmana100% (2)
- (OFW) Oxy-Fuel Welding (Gas WeldingOxy-Acetylene Welding)Document6 pages(OFW) Oxy-Fuel Welding (Gas WeldingOxy-Acetylene Welding)Mohamed AtefNo ratings yet
- Interpretations and DFT Calculations For Polypropylene/Cupper Oxide NanosphereDocument14 pagesInterpretations and DFT Calculations For Polypropylene/Cupper Oxide Nanosphereyousif husseinNo ratings yet
- Design, Estimation and Costing of Sewage Treatment Plant A Case StudyDocument12 pagesDesign, Estimation and Costing of Sewage Treatment Plant A Case Studyadarsh s100% (1)
- Cramer JohnDocument59 pagesCramer JohnClifford StoneNo ratings yet
- Innova Enzyme Units and Specific ActivityDocument10 pagesInnova Enzyme Units and Specific ActivityReza MahoorNo ratings yet
- IR Spectrum Table & Chart - Sigma-AldrichDocument6 pagesIR Spectrum Table & Chart - Sigma-AldrichPhysical Chemist100% (2)
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- Optics F 1 Ass 1Document11 pagesOptics F 1 Ass 1NikhilPrakashNo ratings yet
- Gibbs Free Energy TestDocument2 pagesGibbs Free Energy TestTheologos PardalidisNo ratings yet
- Lab3 KineticsiiDocument9 pagesLab3 KineticsiiDHANABOINA SAIRAMNo ratings yet
- Comparison Between Simulations of Real and Ideal LRE Combustion of LO2-CH4Document9 pagesComparison Between Simulations of Real and Ideal LRE Combustion of LO2-CH4Bill SpragueNo ratings yet
- Aakash Aiats Aieee 2012 Test-4 SolutionDocument10 pagesAakash Aiats Aieee 2012 Test-4 Solutionblue_l1No ratings yet
- Structure of The AtomDocument24 pagesStructure of The AtomKunalNo ratings yet
- MSDS UreaDocument4 pagesMSDS UreaSharjeel AhmedNo ratings yet
- CH332 L6 MD PDFDocument27 pagesCH332 L6 MD PDFkdsarodeNo ratings yet
- SOUND - Reporting (Science 5)Document8 pagesSOUND - Reporting (Science 5)Alexa Kyle R. CabunocNo ratings yet
- Quantification of Biotin in Feed, Food, Tablets, and Premixes Using HPLC-MS/MSDocument9 pagesQuantification of Biotin in Feed, Food, Tablets, and Premixes Using HPLC-MS/MSSean Loh Wei JianNo ratings yet
- 1 Wladimir SabugaDocument9 pages1 Wladimir Sabugatimtim1111No ratings yet
- Dokumen - Pub - Rocket Propulsion 1108422276 9781108422277Document587 pagesDokumen - Pub - Rocket Propulsion 1108422276 9781108422277Kyle OvertonNo ratings yet
- Allen E. Everett - Warp Drive and CausalityDocument4 pagesAllen E. Everett - Warp Drive and CausalityHerftezNo ratings yet
- SDS Pet PQS EnglishDocument10 pagesSDS Pet PQS EnglishTrisna Kumala DhaniswaraNo ratings yet
- HexaneDocument3 pagesHexaneIan RidzuanNo ratings yet