You might also like
- FusiogasDocument19 pagesFusiogasGermán PayllalefNo ratings yet
- FusiogasDocument19 pagesFusiogasFedericoJorqueraNo ratings yet
- Terconvv 11Document13 pagesTerconvv 11sisedgNo ratings yet
- FusiogasDocument40 pagesFusiogasrecolNo ratings yet
- Dossier Tecnico VantecDocument20 pagesDossier Tecnico VantecsayfaldinNo ratings yet
- Trabajo Practico Nº2Document9 pagesTrabajo Practico Nº2Cristian MentesanaNo ratings yet
- Guia Instalacion PEXDocument25 pagesGuia Instalacion PEXMarian CraciunNo ratings yet
- Calefón Diva Acqua F manualDocument12 pagesCalefón Diva Acqua F manualalejandra_ferreiro_2No ratings yet
- Instalación gas PE manualDocument33 pagesInstalación gas PE manualAnonymous hARV7OSw4100% (1)
- Instalación Domiciliaria de Gas: Sistema Por Termofusión SigasDocument15 pagesInstalación Domiciliaria de Gas: Sistema Por Termofusión SigasAdrianaChavezNo ratings yet
- Gas InstalacionesDocument24 pagesGas Instalacionesleonel norese100% (1)
- AIREACONDICIONADOLAB3Document13 pagesAIREACONDICIONADOLAB3Etner MontillaNo ratings yet
- Tuberías Pe-Al-PeDocument10 pagesTuberías Pe-Al-PeCarlos Jonathan Diaz Alvarado75% (4)
- Saneamiento TuberiasDocument15 pagesSaneamiento TuberiasRicardo Miguel GarciaNo ratings yet
- Catálogo de gabinetes eléctricos IP20 IP40 IP65Document47 pagesCatálogo de gabinetes eléctricos IP20 IP40 IP65Maximiliano DreyerNo ratings yet
- Manual P80-100-120 PDFDocument19 pagesManual P80-100-120 PDFWaldemarDominguezNo ratings yet
- Nuevo catálogo de precios Airtub 2014Document201 pagesNuevo catálogo de precios Airtub 2014algo12345No ratings yet
- Procesos de Instalacion de Gases en Hos Pi TalesDocument31 pagesProcesos de Instalacion de Gases en Hos Pi TalesJose Emilio Salgado FlorenciaNo ratings yet
- Chimenea C-70 HergonDocument88 pagesChimenea C-70 HergonKikeNo ratings yet
- Datos Multicapa GiacominiDocument6 pagesDatos Multicapa Giacomini122cubNo ratings yet
- Tubería multicapa PE AL PE reúne fuerza y durabilidadDocument6 pagesTubería multicapa PE AL PE reúne fuerza y durabilidadchesar_17100% (1)
- Acero TeflonDocument15 pagesAcero TeflonwhiskazooNo ratings yet
- C F G M - Tuberías PDFDocument26 pagesC F G M - Tuberías PDFtheputitoNo ratings yet
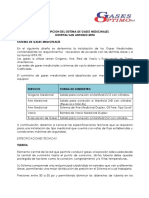
- Descripcion Sistema de Gases Medicinales (Mitu) PDFDocument11 pagesDescripcion Sistema de Gases Medicinales (Mitu) PDFDaniel Perez100% (1)
- Termofusión Tiempos Calentamiento Tubo ConexiónDocument2 pagesTermofusión Tiempos Calentamiento Tubo ConexiónJose JujuyNo ratings yet
- Catalogo Tubos, Marcos, Pozos, Etc.Document40 pagesCatalogo Tubos, Marcos, Pozos, Etc.Diego Muñoz LunaNo ratings yet
- INSTALACIONES HIDRAULICAS SupervisionDocument5 pagesINSTALACIONES HIDRAULICAS SupervisionIván EstradaNo ratings yet
- Catalogo SanitarioDocument40 pagesCatalogo SanitarioMily RvNo ratings yet
- Aislacion TermicaDocument10 pagesAislacion TermicaPatricio ContrerasNo ratings yet
- Tiro BalanceadoDocument2 pagesTiro BalanceadoYOZINo ratings yet
- EspecificaciónDocument4 pagesEspecificaciónRay Broncano del AguilaNo ratings yet
- Williamson-Sellado de Fluidos y Aislacion TermicaDocument6 pagesWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- Una solución integral para sistemas de tuberíasDocument32 pagesUna solución integral para sistemas de tuberíasKarla CruzNo ratings yet
- Universidad Autónoma Gabriel Rene Moreno Facultad Integral Del Norte Carrera Ingenieria IndustrialDocument31 pagesUniversidad Autónoma Gabriel Rene Moreno Facultad Integral Del Norte Carrera Ingenieria Industrialdiego zurita vidalNo ratings yet
- Especificaciones Tecnicas Gases MedicinalesDocument20 pagesEspecificaciones Tecnicas Gases MedicinalesJavy Delgado100% (1)
- Balón de GasDocument7 pagesBalón de Gascarlos07sd1279No ratings yet
- Calefactores 446 y 4991Document2 pagesCalefactores 446 y 4991claudiogm21No ratings yet
- Catalogo Piezas AceroDocument41 pagesCatalogo Piezas AceroLeonardo Contreras GuajardoNo ratings yet
- Calculo de Instalaciones de Gas Natural ResidencialDocument32 pagesCalculo de Instalaciones de Gas Natural ResidencialrafaelheberNo ratings yet
- Manuale E-20 N (ES)Document26 pagesManuale E-20 N (ES)mario2203No ratings yet
- Equipamiento HidraulicoDocument27 pagesEquipamiento HidraulicoJerry Andréi Vigo LinaresNo ratings yet
- DresserDocument21 pagesDresserYuri Leonel Challapa MamaniNo ratings yet
- Serie ADocument14 pagesSerie Aventaseh 2019No ratings yet
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Conformado y curvado en la fabricación de tuberías. FMEC0108From EverandConformado y curvado en la fabricación de tuberías. FMEC0108No ratings yet
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210No ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Corte y mecanizado de tuberías. FMEC0108From EverandCorte y mecanizado de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (3)
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- Manipulación y ensamblaje de tuberías. IMAI0108From EverandManipulación y ensamblaje de tuberías. IMAI0108No ratings yet
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- UF2243 - Diagnosis de averías en electrodomésticos de gama industrialFrom EverandUF2243 - Diagnosis de averías en electrodomésticos de gama industrialRating: 5 out of 5 stars5/5 (1)
- Hormigon EstructurasSubterraneas 2018Document24 pagesHormigon EstructurasSubterraneas 2018marathearchitectNo ratings yet
- Manual Project Professional 2010 UniversidadesDocument85 pagesManual Project Professional 2010 UniversidadesFede WeinholdNo ratings yet
- Guia - Soluciones - Reparacion - Refuerzo 2014 PDFDocument16 pagesGuia - Soluciones - Reparacion - Refuerzo 2014 PDFClaudio Enrique Nuñez ReyesNo ratings yet
- Ing. Chowanczak Proyecto 4Document21 pagesIng. Chowanczak Proyecto 4Roberto Laines ReyesNo ratings yet
- 64 Sistemas Fijos Proteccion Agua 1a Edicion Agosto2013 TemariocompletoDocument121 pages64 Sistemas Fijos Proteccion Agua 1a Edicion Agosto2013 TemariocompletoGuillermo Alexander Cañon LinaresNo ratings yet
- ProAV Unidad2 Tema3 CalendarizacionAvanzadadeProyectosDocument28 pagesProAV Unidad2 Tema3 CalendarizacionAvanzadadeProyectosmarathearchitectNo ratings yet
- Capitulo 01 IntroduccionDocument347 pagesCapitulo 01 IntroduccionMarcelo Leanes CoronilNo ratings yet
- Cirsoc 302Document275 pagesCirsoc 302nicolas roberto100% (1)
- Juego de Planillas para Computo Y Presupuesto: Formulario CL: Computo Por LocalesDocument8 pagesJuego de Planillas para Computo Y Presupuesto: Formulario CL: Computo Por LocalesmarathearchitectNo ratings yet
- Planilla Resumen de Costos de Obra, E Incidencia de Rubros: Documento A-406Document6 pagesPlanilla Resumen de Costos de Obra, E Incidencia de Rubros: Documento A-406jogom30No ratings yet
- Instructivo Proyecto de Instalacion de Prevencion de IncendiosDocument15 pagesInstructivo Proyecto de Instalacion de Prevencion de IncendiosmarathearchitectNo ratings yet
- Presupuesto Global Estimativo Medicion de SuperficiesDocument2 pagesPresupuesto Global Estimativo Medicion de SuperficiesmarathearchitectNo ratings yet
- Ejemplo de Plan de Trabajo Y Plan de Certificaciones para La Construccion de Una ObraDocument4 pagesEjemplo de Plan de Trabajo Y Plan de Certificaciones para La Construccion de Una ObramarathearchitectNo ratings yet
- T.P.nº 6-Ejemplos de Cálculos de HonorariosDocument7 pagesT.P.nº 6-Ejemplos de Cálculos de Honorariosmauris1981No ratings yet
- AN 20 Arancel de Honorarios PROVINCIA BS ASDocument9 pagesAN 20 Arancel de Honorarios PROVINCIA BS ASmarathearchitectNo ratings yet
- Aspectos Críticos Según GMP en El Diseño de Plantas Farmacéuticas, Veterinarias, Biotecnológicas y para APIsDocument188 pagesAspectos Críticos Según GMP en El Diseño de Plantas Farmacéuticas, Veterinarias, Biotecnológicas y para APIsmarathearchitect100% (1)
- Rotulado Del PlanoDocument2 pagesRotulado Del PlanomarathearchitectNo ratings yet
- Contrato de Construccion Por Ajuste Alzado - Contratista UnicoDocument38 pagesContrato de Construccion Por Ajuste Alzado - Contratista Unicojogom30No ratings yet
- Farusac Remoto - Rendimiento de La Mano de ObraDocument8 pagesFarusac Remoto - Rendimiento de La Mano de ObraGabriel GonzálezNo ratings yet
- A 111'18Document6 pagesA 111'18jogom30No ratings yet
- Los Costos de Las Obras: Documento C.06Document17 pagesLos Costos de Las Obras: Documento C.06marathearchitectNo ratings yet
- AcustikDocument23 pagesAcustikmarathearchitectNo ratings yet
- 582n036 090 2ip1Document27 pages582n036 090 2ip1Marcelo ChavarriaNo ratings yet
- Honorarios para El Ejercicio Profesional: "Las Leyes Arancelarias No Pueden Cercenar Las Facultades deDocument15 pagesHonorarios para El Ejercicio Profesional: "Las Leyes Arancelarias No Pueden Cercenar Las Facultades demarathearchitectNo ratings yet
- 05 - Instalacion Aire Comprimido PDFDocument35 pages05 - Instalacion Aire Comprimido PDFWeg GonzalezNo ratings yet
- Guia Instalación 2019Document82 pagesGuia Instalación 2019marathearchitectNo ratings yet
- Reglamento OSNDocument181 pagesReglamento OSNJorge Luis Avila75% (4)
- Catalogo - Gral SALADILLO PDFDocument64 pagesCatalogo - Gral SALADILLO PDFestudiozapiolaNo ratings yet
- Manual Awaduct 2014Document43 pagesManual Awaduct 2014Amor y LuzNo ratings yet
- 25 - Refrigeración Doméstica - Características Frigoríficos DomésticosDocument131 pages25 - Refrigeración Doméstica - Características Frigoríficos DomésticosJuan Carlos Serrano100% (1)
- Presupuesto El RetiroDocument8 pagesPresupuesto El RetiroSebastián Castillo RojasNo ratings yet
- Hipoclorito de calcio hoja datos seguridadDocument3 pagesHipoclorito de calcio hoja datos seguridadEdgard Quispe Olarte100% (1)
- Investigación 2 PolideportivoDocument7 pagesInvestigación 2 PolideportivoSarihat CastroNo ratings yet
- Reglamento de Construccion para El Municipio de Colima-10!05!2014Document72 pagesReglamento de Construccion para El Municipio de Colima-10!05!2014Alejandro Patiño Ingeniería CivilNo ratings yet
- Tampering - Felipe SolerDocument9 pagesTampering - Felipe SolerFelipe SolerNo ratings yet
- Sistema Constructivo Viga Cajon PDFDocument21 pagesSistema Constructivo Viga Cajon PDFJhordy Andres MottaNo ratings yet
- Diagrama Fe-C tratamientosDocument2 pagesDiagrama Fe-C tratamientosGustavo Yampara LoveraNo ratings yet
- Memorias VariasDocument333 pagesMemorias VariasMagIng Miguel Angel Sedano TapiaNo ratings yet
- Cuestionario y Exámens de Grado E.V.Document20 pagesCuestionario y Exámens de Grado E.V.Fernando PilosoNo ratings yet
- Intercambiador de Calor de PlacasDocument16 pagesIntercambiador de Calor de Placasjeyleen diazNo ratings yet
- Impacto TIC OrganizacionesDocument11 pagesImpacto TIC Organizacionessergio vargasNo ratings yet
- Diseño de Voladuras Subterráneas - XDocument65 pagesDiseño de Voladuras Subterráneas - XLuis HuamaniNo ratings yet
- SaldañaDocument5 pagesSaldañaJocsmer SaldañaNo ratings yet
- Manual de Practicas de LaboratorioDocument105 pagesManual de Practicas de LaboratorioImmerNo ratings yet
- Clase Unidad II CFRRC 2012 Profa. IsabelDocument30 pagesClase Unidad II CFRRC 2012 Profa. IsabelCarlos MelchorNo ratings yet
- Practica 16 CD RTGDocument4 pagesPractica 16 CD RTGTrejo Gomez RicardoNo ratings yet
- Teoría de La Presión de Tierra de CoulombDocument4 pagesTeoría de La Presión de Tierra de CoulombDiego Fabricio Fernandez ChipanaNo ratings yet
- Guía ambiental para proyectos de transmisión eléctricaDocument205 pagesGuía ambiental para proyectos de transmisión eléctricaeddieyNo ratings yet
- Columnas de Piedra CanteadaDocument2 pagesColumnas de Piedra CanteadaIvanBerriosNo ratings yet
- Homework Time SeriesDocument11 pagesHomework Time Seriessaul M.cNo ratings yet
- Transformadores Tesla Catalogo 2004Document28 pagesTransformadores Tesla Catalogo 2004Edison Rodrigo ValenciaNo ratings yet
- 01.04.viscosidad Del FluidoDocument6 pages01.04.viscosidad Del FluidoMönik ImbaquingoNo ratings yet
- Centro de Control de Motores BT Segun La Norma IecDocument66 pagesCentro de Control de Motores BT Segun La Norma Iecyeye1609No ratings yet
- SemiconductoresDocument6 pagesSemiconductoresAntony ChilaNo ratings yet
- Catálogo de Detalles ConstructivosDocument13 pagesCatálogo de Detalles ConstructivosKevin Giovanny Zambrano pasingaNo ratings yet
- Práctica #5 Grupo #1Document25 pagesPráctica #5 Grupo #1Vianny Arlette Gomez Henriquez100% (2)
- Plan de Manejo y Gestión Integral de La Subcuenca Del Río Tapacalí, Madriz, NicaraguaDocument299 pagesPlan de Manejo y Gestión Integral de La Subcuenca Del Río Tapacalí, Madriz, NicaraguaPfrCruzRojaNicaragüenseNo ratings yet
- ICH-MLA-F-49 RV 0lista de Verificación Buseta 12 PasajerosDocument5 pagesICH-MLA-F-49 RV 0lista de Verificación Buseta 12 PasajerosBohorquezEdiSonNo ratings yet
- Guía N°3 Caja de Cambios Power Shift Ejes ColinealesDocument17 pagesGuía N°3 Caja de Cambios Power Shift Ejes ColinealesDavid Blancos100% (1)