You might also like
- Acme A349 Service ManualDocument34 pagesAcme A349 Service ManualCristian DavidNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- TMP - 6810-Delco History IC1488159342 PDFDocument123 pagesTMP - 6810-Delco History IC1488159342 PDFAnonymous NwinYA8x2100% (1)
- Caterpillar Engine Service Manual CT S Eng 3208Document9 pagesCaterpillar Engine Service Manual CT S Eng 3208Kyaw SoeNo ratings yet
- Barr Indmar CatalogDocument43 pagesBarr Indmar CatalogTongi ErssonNo ratings yet
- Volvo 740 AC - r12 R134a RetrofitDocument18 pagesVolvo 740 AC - r12 R134a RetrofitmazacotesNo ratings yet
- Media Search - SENR2824 - 3304 & 3306 VEHICULAR ENGINE PDFDocument7 pagesMedia Search - SENR2824 - 3304 & 3306 VEHICULAR ENGINE PDFMichael DavenportNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEDocument4 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEKrisman SimanjuntakNo ratings yet
- HFB Steering Gear Service Manual: Die CutDocument58 pagesHFB Steering Gear Service Manual: Die CutBadass coolestNo ratings yet
- FranksDocument3 pagesFranksNawab Muhammad Ibrahim100% (1)
- Dodge Speed Reducers Parts Replacement ManualDocument9 pagesDodge Speed Reducers Parts Replacement Manuala04205No ratings yet
- Cummins 4BT - 6BT Engine Parts Catalogue - Diesel Engine, Diesel Engine Parts, Generator Set ExporterDocument2 pagesCummins 4BT - 6BT Engine Parts Catalogue - Diesel Engine, Diesel Engine Parts, Generator Set ExporterBUI VAN CUONGNo ratings yet
- 32 DieselDocument44 pages32 DieselLiz Maribel Juiro PumayalleNo ratings yet
- Fuel Lift Pump Remote Mounting Kit RevisionDocument2 pagesFuel Lift Pump Remote Mounting Kit RevisionMike PerryNo ratings yet
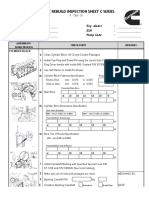
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- NGK Generator Honda EngineDocument31 pagesNGK Generator Honda Enginerajkrsingh988No ratings yet
- 2TNE68Document23 pages2TNE68Teddy NsNo ratings yet
- Caterpillar Cat 216B2 Skid Steer Loader (Prefix RLL) Service Repair Manual (RLL06800 and Up)Document28 pagesCaterpillar Cat 216B2 Skid Steer Loader (Prefix RLL) Service Repair Manual (RLL06800 and Up)rpoy9396615No ratings yet
- Turbocharger NR24Document1 pageTurbocharger NR24Aqeel AhmedNo ratings yet
- John Deere Z425 EZtrak Residential Mower (SN.100001 and Up) Service Repair Technical Manual (TM113019)Document15 pagesJohn Deere Z425 EZtrak Residential Mower (SN.100001 and Up) Service Repair Technical Manual (TM113019)zhuangfuqian31No ratings yet
- Engine Build SheetDocument2 pagesEngine Build SheetMarcelo Tapia MaureiraNo ratings yet
- 420 Mobile Piston Pump Design Code CDocument41 pages420 Mobile Piston Pump Design Code CFernando Sabino100% (1)
- Axilok InstallatTuercasDocument1 pageAxilok InstallatTuercasalxsscabal100% (1)
- Merchant - Condensing Unit For Ac PDFDocument14 pagesMerchant - Condensing Unit For Ac PDFAmmar RamanNo ratings yet
- 51 DD 9 Baa 676 AbDocument30 pages51 DD 9 Baa 676 AbLuis MurilloNo ratings yet
- CAT 3408 Engine Specifications and Manuals: Skip To Main ContentDocument9 pagesCAT 3408 Engine Specifications and Manuals: Skip To Main ContentBolong SamanggiTMNo ratings yet
- Oiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder HeadsDocument7 pagesOiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder Headsm_najmanNo ratings yet
- CrankDocument2 pagesCrankPradeep Ps0% (1)
- L70AE Yanmar Engine PartsDocument19 pagesL70AE Yanmar Engine PartsARTMehr Eng. Group100% (2)
- Arbol de Levas EspecificacionesDocument73 pagesArbol de Levas Especificacionesariel avalosNo ratings yet
- Fuel Injection Pump - Install - Type 2 Engines and 7BJ EnginesDocument4 pagesFuel Injection Pump - Install - Type 2 Engines and 7BJ EnginesDaniel AndradeNo ratings yet
- H Service Data SheetDocument8 pagesH Service Data SheetSamuel Sneddon-NelmesNo ratings yet
- Perkins M215C and M185C 1006 SeriesDocument2 pagesPerkins M215C and M185C 1006 SeriesDamian Cid Morales100% (1)
- Alpha LPW LPWS LPWX Engines Operators HandbookDocument48 pagesAlpha LPW LPWS LPWX Engines Operators Handbookchristiam tevesNo ratings yet
- Installation Manual Reverse Gear 5 Speed Revision 7Document6 pagesInstallation Manual Reverse Gear 5 Speed Revision 7arieskittenNo ratings yet
- Cylinder Boring Machine ManualDocument8 pagesCylinder Boring Machine ManualJoseDavidSanchezYepesNo ratings yet
- Piaggio X9 Evolution 125 EN PDFDocument262 pagesPiaggio X9 Evolution 125 EN PDFdoanmdatNo ratings yet
- Massey Ferguson MF 165 TRACTOR (GB) Service Parts Catalogue ManualDocument15 pagesMassey Ferguson MF 165 TRACTOR (GB) Service Parts Catalogue Manualhujiao6607280No ratings yet
- Crankshaft Assembly GuideDocument51 pagesCrankshaft Assembly GuideSlobodanNo ratings yet
- TM 9-4940-549-14P SGPRSMD NSN 4940-01-006-3229Document496 pagesTM 9-4940-549-14P SGPRSMD NSN 4940-01-006-3229Advocate0% (1)
- Rebuilding The Cat 3208 DieselDocument12 pagesRebuilding The Cat 3208 DieselEd CalheNo ratings yet
- Rev-Xs / Rev-Xm: Operator'S GuideDocument186 pagesRev-Xs / Rev-Xm: Operator'S Guidebapal1986No ratings yet
- Main Bearing Journal: Shutdown SIS Previous ScreenDocument3 pagesMain Bearing Journal: Shutdown SIS Previous Screenariy yuli styawanNo ratings yet
- Eliminator™ FilterDocument35 pagesEliminator™ FiltertstkupdhNo ratings yet
- 760 Turbo Road Test 1985Document3 pages760 Turbo Road Test 1985jbouzaNo ratings yet
- M18 018 eDocument3 pagesM18 018 eFalgon IslamNo ratings yet
- Sidecutters Manufactured by HensleyDocument8 pagesSidecutters Manufactured by Hensleyfernandoj100% (1)
- Blower 6/71Document6 pagesBlower 6/71RV PenrroiNo ratings yet
- Frontfork Workshop Manual TitleDocument51 pagesFrontfork Workshop Manual TitlebrsbikesNo ratings yet
- MODERNIZING LOCOMOTIVE RIDE QUALITYDocument5 pagesMODERNIZING LOCOMOTIVE RIDE QUALITYamir barekatiNo ratings yet
- 16 L200 LHD +GCC-E SpecDocument2 pages16 L200 LHD +GCC-E Specafraz_xecNo ratings yet
- Yamaha Exciter 440 EX440 1980Document18 pagesYamaha Exciter 440 EX440 1980mkaukolaNo ratings yet
- Two Cylinder ModelsDocument8 pagesTwo Cylinder ModelsPaul MartinNo ratings yet
- Fuel Injection: Delphi Pump Diagnostic TroubleshootingDocument3 pagesFuel Injection: Delphi Pump Diagnostic TroubleshootingBryan Edu Curay ZavalaNo ratings yet
- School Bus ClassificationsDocument6 pagesSchool Bus ClassificationsInkanata SacNo ratings yet
- Perkins 1103 Valve InstallDocument10 pagesPerkins 1103 Valve InstallInkanata SacNo ratings yet
- 1/4 HP Coolant Pump 220 MM, 1PH 120/240V, 1/2" NPT, Lathe CNC Machine CirculationDocument1 page1/4 HP Coolant Pump 220 MM, 1PH 120/240V, 1/2" NPT, Lathe CNC Machine CirculationInkanata SacNo ratings yet
- Briteline™ Elite T8 / Sportsline T8 Series: SylvaniaDocument2 pagesBriteline™ Elite T8 / Sportsline T8 Series: SylvaniaInkanata SacNo ratings yet
- 2000W Metal Halide Ballast Data SheetDocument1 page2000W Metal Halide Ballast Data SheetInkanata SacNo ratings yet
- 25 - Inlet Pipe, B4204T3 (CA) (US)Document2 pages25 - Inlet Pipe, B4204T3 (CA) (US)Inkanata SacNo ratings yet
- SPM 4210 Wetkret Concrete Spraying Machine SpecificationsDocument6 pagesSPM 4210 Wetkret Concrete Spraying Machine SpecificationsInkanata SacNo ratings yet
- Engineparts: BF Engine Parts For HeavyweightsDocument4 pagesEngineparts: BF Engine Parts For HeavyweightsInkanata SacNo ratings yet
- Winnovative PDF Tools Demo: Global Stage Literacy Book 1Document4 pagesWinnovative PDF Tools Demo: Global Stage Literacy Book 1Inkanata SacNo ratings yet
- Wiring - DC - Ul FM Nfpa20 jw6h Pte - Prior To December2013Document3 pagesWiring - DC - Ul FM Nfpa20 jw6h Pte - Prior To December2013Inkanata SacNo ratings yet
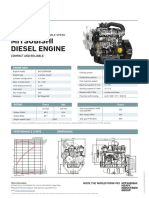
- Mitsubishi - Commercial Spec Sheets - Industrial Engine - Variable Speed - S4S-Z3DT65SPDocument1 pageMitsubishi - Commercial Spec Sheets - Industrial Engine - Variable Speed - S4S-Z3DT65SPInkanata SacNo ratings yet
- RT /rte Series Frame HangersDocument0 pagesRT /rte Series Frame HangersSahaya GrinspanNo ratings yet
- Product Specifications: Air Filter, Primary FinnedDocument2 pagesProduct Specifications: Air Filter, Primary FinnedInkanata SacNo ratings yet
- JCB WPC Wearparts BrochureDocument21 pagesJCB WPC Wearparts BrochureSuryaSuryaNo ratings yet
- The Volvo Group Has Sold Its Shares in Deutz AG: Press ReleaseDocument1 pageThe Volvo Group Has Sold Its Shares in Deutz AG: Press ReleaseInkanata SacNo ratings yet
- C15 - Cat Eng - Industrial - Digital - PB-042514Document2 pagesC15 - Cat Eng - Industrial - Digital - PB-042514Inkanata SacNo ratings yet
- Baldwin Filters Product CatalogDocument1,307 pagesBaldwin Filters Product CatalogInkanata SacNo ratings yet
- 01 CabinChassisDocument170 pages01 CabinChassisInkanata SacNo ratings yet
- 1Document26 pages1Inkanata SacNo ratings yet
- 01 CabinChassisDocument170 pages01 CabinChassisInkanata SacNo ratings yet
- WARNER GEAR T56 6 Speed: Clutch Mount Camaro/Firebird: 1993-2002Document18 pagesWARNER GEAR T56 6 Speed: Clutch Mount Camaro/Firebird: 1993-2002Inkanata SacNo ratings yet
- The Tolerance Unless Classified 0.3mm: Outline Dimension & Block DiagramDocument1 pageThe Tolerance Unless Classified 0.3mm: Outline Dimension & Block DiagramInkanata SacNo ratings yet
- Underground ProductsDocument6 pagesUnderground ProductsInkanata SacNo ratings yet
- Ju6h Ufg8 Usa PDFDocument13 pagesJu6h Ufg8 Usa PDFceciliagaitanNo ratings yet
- Seal Kit Installation InstructionsDocument9 pagesSeal Kit Installation InstructionsInkanata SacNo ratings yet
- HYW-35 T5: Generating RatesDocument6 pagesHYW-35 T5: Generating RatesInkanata SacNo ratings yet
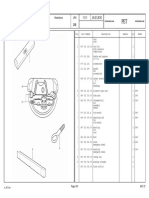
- FIG 101 Cylinder Head: Year / MonthDocument24 pagesFIG 101 Cylinder Head: Year / MonthInkanata Sac100% (1)
- HX80 PDFDocument2 pagesHX80 PDFInkanata SacNo ratings yet
- BOSCHDocument3 pagesBOSCHDiego Pacheco VelaNo ratings yet
- ITM Drilling Machines WebDocument6 pagesITM Drilling Machines WebInkanata SacNo ratings yet
- Standard Dokumentation + SD SB28.3 En1 - 1 - 00Document126 pagesStandard Dokumentation + SD SB28.3 En1 - 1 - 00Andres GarcíaNo ratings yet
- E 987 Katalog PDFDocument429 pagesE 987 Katalog PDFNgân Hàng Ngô Mạnh TiếnNo ratings yet
- Parts Catalog: 0CF50-M00110ENDocument17 pagesParts Catalog: 0CF50-M00110ENCarlos PariNo ratings yet
- Plumbing Book Artisan Level 1Document47 pagesPlumbing Book Artisan Level 1Patrick Macharia100% (4)
- Eastman Rotary Hammer Ehd026Document34 pagesEastman Rotary Hammer Ehd026hvtthekkekaraNo ratings yet
- Bulldog CESDocument128 pagesBulldog CESmartin.ca2117No ratings yet
- Supply Po Part PT - KaruniaDocument2,845 pagesSupply Po Part PT - Karuniaksdgroup 8No ratings yet
- Spare Parts List: Hydraulic BreakersDocument24 pagesSpare Parts List: Hydraulic BreakersJean MoralesNo ratings yet
- HLX5Document202 pagesHLX5Carlos Diaz100% (1)
- Schwing Placing Booms SPBDocument28 pagesSchwing Placing Booms SPBatiNo ratings yet
- MF 1547 Compact Tractor Body ComponentsDocument20 pagesMF 1547 Compact Tractor Body ComponentsAhmad Ali NursahidinNo ratings yet
- DocMine spare parts catalog - MechanicalDocument35 pagesDocMine spare parts catalog - MechanicalestebanNo ratings yet
- BN ManualDocument24 pagesBN ManualShareen Prem DSouzaNo ratings yet
- User Manual: Barrier GateDocument17 pagesUser Manual: Barrier GateGanimides27No ratings yet
- Herramientas Bombas Rotativas 2016 PDFDocument48 pagesHerramientas Bombas Rotativas 2016 PDFMynor Witt100% (1)
- TVET 1 Worksheet 8 Rivera, JomareDocument7 pagesTVET 1 Worksheet 8 Rivera, JomareJomare RiveraNo ratings yet
- Badger Family: Self Rotary Swivels User ManualDocument36 pagesBadger Family: Self Rotary Swivels User ManualAdministración HerramenteríaNo ratings yet
- Bus Bar - 100x50x10 ChannelsDocument20 pagesBus Bar - 100x50x10 ChannelsAbraham JyothimonNo ratings yet
- Honda CB400 CM400 CB CM 400 Service Specifications ManualDocument13 pagesHonda CB400 CM400 CB CM 400 Service Specifications ManualNirmala IddawalaNo ratings yet
- IFR Installation Manual March 2016Document26 pagesIFR Installation Manual March 2016Navin KumarNo ratings yet
- UntitledDocument37 pagesUntitledDiesel RuizNo ratings yet
- D475a 5eo PDFDocument209 pagesD475a 5eo PDFWill FrontNo ratings yet
- 6004 Joker Self-Setting, Adjustable SpannerDocument2 pages6004 Joker Self-Setting, Adjustable SpannerJokerNo ratings yet
- Installation Manual: Indoor Unit Outdoor UnitDocument176 pagesInstallation Manual: Indoor Unit Outdoor UnitsnowwooNo ratings yet
- Rectificador Makita gd800c PDFDocument3 pagesRectificador Makita gd800c PDFAlexis GomezzNo ratings yet
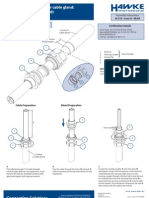
- Assembly Instructions for 501/414 Exd IIC/Exe II ExtD Cable GlandDocument2 pagesAssembly Instructions for 501/414 Exd IIC/Exe II ExtD Cable GlandFoe AungNo ratings yet
- Er 96-1-1 - Ariel JG Jga ToolsDocument4 pagesEr 96-1-1 - Ariel JG Jga ToolsJeff LNo ratings yet
- Hand Tool Safety SWPDocument7 pagesHand Tool Safety SWPSamundeswaran SatiwasilanNo ratings yet
- Cg47ej TDocument31 pagesCg47ej Tjalm66No ratings yet
- List of Tools Tackles & ConsumablesDocument7 pagesList of Tools Tackles & Consumablesvikey_saxenaNo ratings yet