Professional Documents
Culture Documents
Manual de Elmar
Uploaded by
Wilmer AlfonzoOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Manual de Elmar
Uploaded by
Wilmer AlfonzoCopyright:
Available Formats
Services Limited
ESCUELA
DE
CONTROL
DE
PRESION
10K
Elmar Services Limited
Westhill Industrial Estate, Westhill
Aberdeen AB32 6TQ, Escotland, UK
Tel: +(44) 1224 740261 (24 hrs)
Dpto. de Ventas: + (44) 1224 740499
Fax: + (44) 1224 743138
E-Mail: sales@elmar.co.uk
Internet: http://elmar.co.uk
Elmar Services Inc.
11993-A FM 529, Houston, TX 77041
Tel: + (001) 713 983-9281
Fax: + (001) 713 983-9282
E-Mail: elmar@flash.net
Internet: http://elmar.co.uk
ESCUELA DE PRESION
SECCION
INDICE
Introduccin a Elmar y a los Servicios de Elmar para el Cliente
Tabla de Contenido de la Escuela de Entrenamiento
Sistema de Evaluacin
Introduccin al Equipo para Control de Presin con Cables de Registros
Seguridad
Estndares en Referencia a la Fabricacin y Certificacin
WHE - Equipo para Control de Presin - Materiales (mantenimiento y
servicio)
Mdulo para Control de la Grasa e Hidrulica
Sellos y Adaptadores para Presin
10
Utilizacin del Equipo para Control de Presin Operacin
11
Situaciones con Problemas
12
Seguridad Mientras Se Corren Registros (Pozo Abierto)
Enero de 1998 Revisin: 1
Indice - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 1 - SERVICIOS DE ELMAR
Elmar Services fue establecido en 1981 con el propsito inicial de disear y desarrollar
un skid auto contenido y fcil de utilizar para transportar el equipo para control de
presin a la localizacin del pozo.
Este skid de Elmar contena todo el equipo, abastecimientos, partes de repuesto y
mdulos de control necesarios para efectuar un trabajo seguro y eficiente en la
localizacin del pozo. El skid simplific ampliamente la operacin y la logstica de las
operaciones de control de presin con cables de registros y tuvo un xito inmediato.
Actualmente tiene muchos imitadores a nivel mundial. Una de las ventajas de los
skids de Elmar fue la utilizacin de los carretes de mangueras hidrulicas de Elmar
con centro hmedo las cuales eliminan las mangueras de presin inseguras y
desordenadas en las localizaciones de los pozos.
Basado en el xito inicial, Elmar ha continuado expandiendo su rango de productos y
su base de clientes. Hoy, Elmar consiste en seis compaas de manufactura y dos
bases de operaciones con ms de 175 empleados y un movimiento de 20 millones de
dlares anuales. La compaa Elmar Casing ofrece tubulares ranurados y con orificios
para aplicaciones de completacin. Elmar Screens fabrica mallas recubiertas con
alambres para empaques de grava. Elmar Engineering fabrica equipo de perforacin y
Elmar Manufacturing produce la cpsula para transferencia de personal.
Desde su inicio, Elmar ha tratado de disear y fabricar equipo funcional, confiable y
prctico. La mayor parte del rango de productos actuales de Elmar consiste de equipo
que ha sido diseado y fabricado para cumplir necesidades especificas del cliente.
Elmar tiene establecida actualmente una reputacin envidiable a nivel mundial en la
industria petrolera y especialmente la industria de cables para registros acerca del
abastecimiento de equipo con buena ingeniera, fcil de mantener y confiable.
La casa matriz de Elmar y la principal planta de manufactura estn ubicadas en
Aberdeen, Escocia. La compaa actualmente alrededor del mundo exporta ms del
70% de su produccin.
Elmar tiene oficinas regionales en Houston, Texas y Perth, Australia.
Enero de 1998 Revisin: 1
Seccin 1 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 2 GUIA DEL CURSO
Horas
Da 1
Saln de Clase
Introducciones
08.30
Panorama General de las Operaciones con Control de Presin
Seguridad - Estndares, Normas y Guas Generales - H2S, Gas
Equipo - Vlvulas para Cables de Registros (BOP)
- Lubricadores (Elevadores)
- Trampa para Herramientas
- Sujetador de Herramientas - Vlvula de Chequeo
Tipo Bola
Instruccin en el Taller
Dividir en Grupos, Desensamblar, Inspeccionar, Ensamblar y
Probar Equipo
13.00
Preguntas y Respuestas al terminar la Sesin
17.00
Da 2
Saln de Clases
Revisin Rpida del Primer Da
08.30
Equipo - Tubos de Flujo para el Sello de Grasa
- Caja de Empaques (Pack off)
- Limpiador de Cable
- Mdulos de Control
- Adaptadores para el Cabezal del Pozo
- Sellos y Adaptadores para Controlar la Presin
Instruccin en el Taller
Dividir en Grupos, Desensamblar, Inspeccionar, Ensamblar y
Probar Equipo
Preguntas y Respuestas al terminar la Sesin
Enero de 1998 Revisin: 1
13.00
17.00
Gua del Curso - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 2 GUIA DEL CURSO
Horas
Da 3
Saln de Clase
Revisin Rpida del Da 2
Utilizacin del Equipo de Registros para Pozo Entubado
Procedimientos para Ensamblaje en el Taladro
Prueba de Presin
Corriendo el Trabajo
Prdida del Sello de Grasa
08.30
Movilizacin a la Localizacin del Pozo
Equipo para Ensamblar en el Taladro
Pruebas de Presin
Prdida del Sello de Grasa / Simulacin
Corriendo el Trabajo
11.00
Da 4
Saln de Clase
Revisin Rpida del Da 3
Discusin de Problemas Operacionales
Cable Suelto y Atrapado
Alambre Abierto y Atrapado
08.30
Movilizacin a la Localizacin del Pozo
Simulacin de Cable Atrapado
Desensamblaje en el Taladro
Mantenimiento
Limpieza y Recoleccin del Equipo
11.00
Saln de Clase
Revisin General
Examen y Preguntas de Repaso
Enero de 1998 Revisin: 1
Gua del Curso - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 3 - SISTEMA DE EVALUACION
El objetivo ms importante de este curso es proporcionar al estudiante un
entendimiento de como trabaja el equipo y la manera segura para operarlo. La
objetividad del curso es medida al evaluar la comprensin de cada estudiante y
verificar que el o ella pueden operar el equipo de manera segura y eficiente.
CONOCIMIENTOS PRACTICOS
Todos los estudiantes efectuaran las siguientes faenas y sern evaluados en la forma
que lo efectan.
Preparacin del trabajo
Funcionamiento y pruebas de presin
Ensamblaje en el taladro
Procedimientos operacionales
Equipo para prueba de presin / bombas, etc.,
Procedimientos operacionales, prdida del sello de grasa - procedimiento para
obtener de nuevo el sello de grasa, procedimientos para un cable atrapado.
EXAMEN ESCRITO
Un total de 50 preguntas: 20 son preguntas escritas, 30 son seleccin de respuestas.
El propsito del examen no es solamente ver si el estudiante ha prestado atencin a
travs del curso pero tambin para chequear que el instructor le ha dado al estudiante
la informacin adecuada.
PREGUNTAS ACERCA DEL CURSO
Una hoja de preguntas ser entregada al final del curso y el estudiante es invitado a
expresar su evaluacin acerca del instructor, el contenido del curso, las instalaciones y
la organizacin del curso. Esto permitir que el curso sea mejorado a medida que
pasa el tiempo.
Enero de 1998 Revisin: 0
Seccin 3 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 4 - INTRODUCCION AL EQUIPO PARA CONTROL
DE PRESION CON CABLE DE REGISTROS
La necesidad de utilizar un equipo para control de presin con cable de registros viene
cuando un cliente requiere a una compaa de cable de registros que efecte una
operacin en un pozo activo o un pozo potencialmente activo. Un pozo activo es un
pozo que est bajo presin. El equipo para control de presin proporciona un medio
seguro para entrar y salir de un pozo con el equipo de registros con cable mientras
que se mantiene en todo momento el control del pozo.
El equipo para control de presin es suministrado en diversos tamaos y
especificaciones y es seleccionado de acuerdo a la necesidad particular del trabajo.
Los trabajos bajo presin son generalmente efectuados con cables de dimetros
externos pequeos, por ejemplo, monocables de 7/32. Esto es ocasionado debido a
que el empuje de la presin del pozo hacia arriba, que acta sobre el rea transversal
del cable, es mucho menor en un cable de 7/32 que en un cable de 15/32. Por
ejemplo, una presin de pozo de 5000 psi ejerce una fuerza hacia arriba de 830 libras
en un cable con dimetro externo de 15/32, pero solamente 190 libras en un cable
con dimetro externo de 7/32. Otro problema relacionado a los cables con dimetro
externo grande es mantener el sello de grasa trabajando en la cabeza de inyeccin de
grasa. Es ms fcil mantener un buen sello alrededor de cables de 7/32 debido a que
los alambres son ms pequeos y existe mejor cobertura de las armaduras.
La resistencia mecnica del cable con dimetro externo ms pequeo es
considerablemente menor que la de un cable de 7 conductores, debido a ello,
generalmente son corridas en un monocable herramientas ms pequeas y livianas.
Estas herramientas, normalmente llamadas herramientas de produccin, han sido
diseadas para ser corridas a travs de la tubera de produccin, debido a que la
mayora de los pozos activos tendrn algn tipo de completacin con tubera de
produccin, ya sea como sarta para matar el pozo o como sarta de produccin. La
mayora de las herramientas de produccin tienen un dimetro de 2-1/8, 1-11/16 13/8. La mayora del equipo de presin para el trabajo de alta presin ha sido
construido para acomodar herramientas de este tamao de manera tal que el equipo
para el control de presin pueda ser tan liviano como sea posible.
Algunas herramientas y caones de perforacin modernos requieren un equipo con un
dimetro interno mayor. Sartas con dimetros internos de 3 y 4 han sido
desarrolladas para este propsito. El equipo de cable sin conductor puede tener un
calibre en decreciente (dimetro interno 4 3 - 2-) para acomodar tapones y
herramientas especiales.
Enero de 1998 Revisin: 1
Seccin 4 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
El equipo para el control de presin, a menudo es referido como equipo para el
cabezal del pozo (WHE) normalmente tiene presiones de trabajo de 5,000 psi, 10,000
psi y 15,000 psi. Si existe una necesidad para ir ms alto de 15,000 psi entonces un
equipo especial es requerido.
Despus de estudiar este libro y de atender la clase de entrenamiento, el estudiante
habr adquirido el conocimiento necesario para ser competente y efectuar trabajos
utilizando el equipo para control de presin.
Enero de 1998 Revisin: 1
Seccin 4 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 5 - SEGURIDAD PARA EL CONTROL DE PRESION
1.
2.
SEGURIDAD BASICA
El equipo para control de presin es utilizado para efectuar operaciones con
seguridad cuando existe presin presente o es probable que se desarrolle
en el cabezal del pozo.
Un trabajo rutinario de presin no existe. Los peligros potenciales a la
seguridad existen siempre durante cualquier operacin efectuada bajo
presin.
Un personal bien entrenado y un equipo bien mantenido son un
requerimiento bsico para efectuar un trabajo de presin con seguridad.
Todo el personal debe utilizar la vestimenta de seguridad adecuada, por
ejemplo, anteojos de seguridad, guantes, botas, casco y vestimenta de
seguridad.
Precauciones especiales son necesarias si puede haber presente H2S en la
Locacin del pozo.
RESPONSABILIDAD
3.
La seguridad es responsabilidad de todos. Usted es responsable por su
propia seguridad y usted tiene el deber de cuidar al otro personal presente
en el taladro o Locacin del pozo.
GENERAL
Nunca caliente o suelde cualquier parte de un equipo para control de
presin.
Nunca golpee un equipo que se encuentra sometido a presin.
Nunca gire los carretes de las mangueras mientras exista presin aplicada a
la manguera.
Nunca reemplace los adaptadores de presin a no ser que est seguro de
las especificaciones del servicio, roscas y especificaciones de presin de las
nuevas partes.
Nunca utilice cualquier pieza de equipo que no tenga la especificacin de
presin del trabajo.
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.
5.
ANTES DE PARTIR PARA EL TRABAJO
Una planificacin detallada, por adelantado del trabajo es esencial para
garantizar operaciones seguras.
Para obtener mayores detalles de posibles peligros a la seguridad Usted
debe ya sea visitar la Locacin del pozo o hablar con el cliente. Los puntos
a discutir incluyen:
La presin y temperatura del cabezal del pozo.
La produccin: gas, petrleo, hidratos, H2S, CO2, cloruros
Los inhibidores, fluidos corrosivos, inyeccin de qumicas
El taladro: altura - BOP, adaptadores, bridas.
La tubera de produccin, tubera de revestimiento, restricciones,
desviacin
El adaptador de conexin al cabezal del pozo
El equipo de levantamiento, elevadores, bloque viajero, gras
Seleccione el equipo adecuado dependiendo de la presin y del tipo de
servicio. El equipo es normalmente seleccionado para que tenga un
especificacin de presin de trabajo 1.2 veces la mxima presin esperada
del pozo.
Chequee la especificacin y compatibilidad de todas las
conexiones.
Efecte un chequeo total del sistema.
La especificacin de presin de un sistema completo de control es igual a la
especificacin del objeto individual con el valor ms bajo - el eslabn ms
dbil de la cadena. Esto incluye el adaptador de presin, las vlvulas tipo
aguja, los medidores, etc.
Asegrese que se encuentra disponible suficiente lubricador para cubrir la
herramienta y permitir 3 pies (1 metro) de espacio. Esto aplica a las
estructuras fijas - no a los taladros de perforacin semi-sumergibles.
Chequee la caja de partes de repuesto.
EN LA LOCACION
Revise todos los pasos operacionales, los posibles peligros a la seguridad,
los procedimientos para abrir y cerrar el pozo.
Este consciente de los procedimientos de emergencia del taladro,
incluyendo el cierre, incendios, H2S, evacuacin del barco, etc.
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
6.
7.
Nunca llene el lubricador o efecte pruebas de presin con combustible
diesel. El aire en el lubricador puede ser comprimido y mezclado con el
vapor del diesel ocasionando una explosin del diesel.
Los pisos del taladro son sitios peligrosos. Este ms alerta y tome las
precauciones necesarias cuando trabaje en el piso del taladro
ENSAMBLAJE EN EL TALADRO
Retire del rea a todo el personal no necesario.
Asegrese que el piso del taladro est libre de lodo o suciedad.
Ensamble primero el adaptador del cabezal del pozo, el BOP y el retenedor
de la herramienta.
Asegure todas las lneas de flujo y de drenaje.
Asegrese que las lneas de drenaje estn acopladas a un sistema cerrado
de drenaje o a un rea segura para el medio ambiente.
Pruebe con presin el conjunto completo hasta 1.2 veces la presin
esperada en el cabezal del pozo. Mantenga la presin por 10 minutos y
regstrelo. Utilice agua o glicol para la prueba y nunca utilice diesel.
Asegrese que no permanece aire en el sistema durante la prueba de
presin.
El representante del cliente controla las vlvulas maestras del cabezal del
pozo.
Cuente el nmero de vueltas y pngale etiquetas a la vlvula.
Nunca apriete o suelte las conexiones cuando se encuentran bajo presin.
Utilice una cuerda, no las mangueras de presin, para ayudar a alinear la
cabeza de grasa y los lubricadores con el cabezal del pozo.
DESENSAMBLAJE DEL TALADRO
Asegrese que no existe presin atrapada en el equipo aunque este ya haya
sido desensamblado del taladro y aparentemente desahogado. Una seal
segura de presin atrapada es una conexin inusualmente apretada o una
manguera dura.
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
8.
DESPUES DEL TRABAJO
Efecte el mantenimiento
La concentracin del personal es generalmente menor despus que el
trabajo ha sido terminado y ello puede ocasionar accidentes. Por favor
recuerde que el equipo es pesado y que debe ser tratado con cuidado y con
atencin.
EQUIPO DE PRESION - QUE HACER Y QUE NO HACER
Debido a que el equipo de cabezal del pozo es un acero templado, las
siguientes guas generales deben ser seguidas:
1.
NUNCA suelde en un componente de WHE (equipo del cabezal del pozo)
2.
No utilice marcadores de impacto sobre el WHE. Marque nicamente en
las reas no crticas con marcadores de puntos.
3.
No efecte modificaciones perforando, abriendo huecos, rellenando,
cortando, etc.
4.
Asegure los lubricadores cuando los transporte al pozo - pueden ser
doblados o daados.
5.
Cuando levante el equipo sujete todas las partes del WHE,
especialmente la cabeza de inyeccin de grasa, para prevenir que golpee
contra la estructura del taladro.
6.
EFECTUE las pruebas regulares requeridas de presin para certificacin
y las pruebas de presin en la Locacin del pozo.
Generalmente, simplemente trate el equipo para control de presin de la misma
forma que son tratadas las herramientas de pozo - con cuidado !
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
H2S PANORAMA GENERAL
A. INTRODUCCION
Acido Sulfhdrico = PELIGRO
El Acido sulfhdrico, H2S, a menudo llamado gas agrio, tiene un doble peligro.
Primero, este afecta directamente a los humanos. El H2S es un gas venenoso,
mata. Segundo, existe un riesgo indirecto a la seguridad humana ocasionado
por el ataque del H2S a los metales, especialmente el acero utilizado en el
equipo para control de presin. El H2S puede literalmente destruir la esencia
del acero ocasionando que se fracture mientras se encuentra bajo presin con
resultados desastrosos.
B. EFECTOS SOBRE EL PERSONAL
1. CARACTERISTICAS FISICAS Y QUIMICAS
El H2S es un gas sin color, inflamable, que tiene un olor ofensivo y un sabor
dulce, altamente txico. En realidad es casi tan txico como el cianuro de
hidrgeno y es entre 5 y 6 veces ms txico que el monoxido de carbono. Otra
caracterstica peligrosa del H2S es que es ms pesado que el aire (densidad
1.19).
2. TOXICIDAD
Como ha sido mencionado, el H2S es un gas extremadamente txico. El sentido
del olfato es perdido despus de varios minutos de exposicin en
concentraciones tan bajas como 0.010 a 0.015% volumen de gas. La
exposicin a concentraciones mayores por menos de un minuto adormece el
sentido del olfato completamente y le da a la persona un falso sentido de
seguridad. No confe en el sentido del olfato para la deteccin del H2S.
Es realmente difcil el tener una idea de las pequeas concentraciones o
cantidades de las cuales estamos hablando. Generalmente hablamos de las
concentraciones de H2S en partes por milln (PPM). Supngase que tenemos
un cuarto o caja en forma de cubo, cien pulgadas en cada lado. Cada pulgada
cubica individual en este volumen representara una parte por milln.
1/1,000,000 = 1 PPM
2% = 20,000 PPM
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3. SINTOMAS
a. Envenenamiento Sub-agudo
La exposicin resulta en irritacin, principalmente molestia en los ojos, tos
persistente, apretamiento o dolor del pecho e irritacin de la piel. La
recuperacin de esta exposicin es normalmente completa.
b. Envenenamiento agudo
En altas concentraciones de H2S, los resultados son casi instantneos,
resultando en asfixia (o estrangulacin) con una aparente parlisis del sistema
respiratorio. Los sntomas son una respiracin pesada, palidez, retorcimientos,
parlisis de la pupila, prdida del habla y casi inmediata prdida de la
conciencia. La muerte puede seguir con una extrema rapidez ocasionada por el
parlisis respiratorio y cardiaco. La razn de la prontitud con la cual reacciona
el H2S es debida a que es absorbido muy rpidamente por la corriente
sangunea.
La experiencia ha enseado que no existe una medida previsible de la
exposicin de una persona al H2S y cualquier desviacin de la caracterstica
normal en un ambiente sospechoso debe ser chequeado.
Recuerde:
Una sola respiracin con una concentracin suficientemente
alta de H2S puede ocasionar un envenenamiento agudo.
4. Tratamiento
Debe recordarse que no existe un antdoto para el H2S. Sin embargo, una
accin rpida y segura puede salvar vidas. Las vctimas deben ser retiradas
inmediatamente al aire fresco por los rescatadores los cuales a su vez deben
estar protegidos con mscaras de gas.
La respiracin artificial debe ser administrada si se ha detenido la respiracin.
Aunque la respiracin est paralizada, el corazn todava puede estar
palpitando por 10 minutos despus del ataque. Si la respiracin es lenta,
laboriosa o entorpecida, una respiracin artificial debe ser suministrada por
medio de la administracin de oxigeno diluido. En todos los casos, las vctimas
deben ser sometidas al cuidado de un mdico tan pronto como sea posible
despus de la exposicin.
5. Equipo de Proteccin Personal
a) Mscaras de gas del tipo convencional: Estas mscaras consisten de un
contenedor, manguera flexible y mscara para la cara. Ellas estn
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
diseadas para ser utilizadas en reas abiertas y para proteccin en
concentraciones menores de un 2%.
b) Aparato Auto Abastecido para Respiracin: Estas unidades consisten de un
tanque de oxgeno diluido con una manguera y mscara para la cara.
Nota: Los hombres con barba no son permitidos en operaciones con H2S.
C. EFECTOS SOBRE EL EQUIPO
El H2S ataca el acero de tres maneras:
Ataque corrosivo
Ataque de carburo
Rompimiento por hidrgeno.
1. Ataque Corrosivo
Cuando el agua se encuentra presente al mismo tiempo que el H2S, el hierro en
el acero reacciona con el azufre formando sulfuro de hierro (FeS) y libera
hidrgeno. El dixido de carbono, (CO2) se combina con el agua para formar
cido carbnico, (CH2CO3) el cual a su vez ataca el acero, en cualquiera de los
casos, el agua es necesaria para que ocurra la reaccin.
2.
Ataque de Carburo
Una vez liberado por la accin corrosiva u obtenido por de cualquier otra fuente,
los tomos de hidrgeno pueden unirse con los del carbono en el acero para
formar gas metano, CH4. Este deja espacios ocasionando que el acero se
vuelva esponjoso y debilitndolo grandemente.
3.
Rompimiento por Hidrgeno
El efecto ms espectacular del hidrgeno sobre el acero es conocido como
rompimiento por hidrgeno. Este ocurre cuando los tomos de hidrgeno
invaden la estructura interna del acero a lo largo de los planos estructurales de
tensin y, una vez dentro, se combina con otros tomos libres para formar
hidrgeno molecular, H2. El hidrgeno molecular es mucho ms grande que el
hidrgeno atmico y ejerce una gran presin contra la estructura del acero
ocasionando que este se rompa y eventualmente falle.
La falla puede ser bastante repentina y puede ocurrir a niveles de tensin
mucho menores que la resistencia al rompimiento normal del material. La
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
temperatura, presin y la concentracin del H2S, afecta la velocidad con la cual
el hidrgeno libre invade el acero. La resistencia al rompimiento del acero y el
nivel de tensin al cual es expuesto determina su susceptibilidad al ataque.
Generalmente, el acero con dureza relativamente baja (Rc22 o menor) y una
resistencia baja al rompimiento (por ejemplo, menor de o igual a 75,000 psi) son
lo suficientemente suaves para resistir un dao permanente.
D.
PROTECCION DEL EQUIPO
1.
Inhibidores que Forman una Pelcula
Uno de los mtodos ms efectivos para combatir los efectos del H2S en bajas
concentraciones es la utilizacin de inhibidores que forman capas de pelcula.
Estas sustancias forman una pelcula de proteccin sobre las superficies del
acero para prevenir el contacto de la solucin de H2S y de esta manera retardar
la accin corrosiva. Entonces es reducido grandemente el abastecimiento de
hidrgeno atmico libre y no ocurre el rompimiento. En los casos donde la
concentracin del H2S est por debajo del 2%, la utilizacin solamente de un
inhibidor es suficiente proteccin para las operaciones de corto tiempo.
Los inhibidores solubles en petrleo tales como Baroid Coat C - 1815, pueden
ser mezclados con diesel o con la grasa bombeada a travs de los tubos de
flujo. El Baroid Coat - 111 es una grasa de sello inhibida para utilizar con los
tubos de flujo. Esta puede ser utilizada sin diluir en temperaturas calurosas.
Esta debe ser adelgazada con Baroid Coat C-1815 para hacerla ms
bombeable en ambientes fros.
2.
Aplicacin
Mezcle una parte de inhibidor con cuatro partes de diesel y aplique a todas las
superficies internas del lubricador, los preventores de reventones (BOP) y los
adaptadores del cabezal del pozo antes de levantarlos sobre el pozo. La mejor
manera de tratar el lubricador es sumergir cada seccin en un contenedor lleno
con la mezcla de inhibidor / diesel. Al preventor de reventones se le debe poner
tapas, llenarlo con la mezcla y despus drenarlo. Asegrese que los brazos
estn totalmente abiertos cuando se efecta el tratamiento al BOP. Las
superficies externas pueden ser limpiadas para facilitar su manejo. No limpie
las superficies internas pues esto removera la pelcula creada por el inhibidor.
3. Equipo Especial
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 8
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Un equipo resistente al H2S es recomendado por NACE siempre que una
concentracin de H2S es desconocida o mayor de 10 PPM para operaciones de
5,000 psi o 5 PPM para operaciones de 10,000 psi. La composicin y dureza
del acero es tal que este no debe fallar sin importar la concentracin o el tiempo
de exposicin al H2S. Cuando equipo resistente al H2S no se encuentra
disponible, el equipo estndar puede ser utilizado para trabajos que duren
menos de 12 horas con una concentracin mxima de H2S del 2% pero el
equipo debe estar protegido como ha sido descrito en los prrafos anteriores.
4.
Recuperacin
Cuando equipo para control de presin que no es para H2S es utilizado en una
operacin de H2S, una cierta cantidad de hidrgeno invadir la estructura del
acero, aunque se haya utilizado inhibidor. Despus de la operacin, a este
hidrgeno se le debe permitir tiempo para difundirse y salir antes que sea
introducido ms hidrgeno. El equipo debe ser dejado en reposo por 2 o 3 das.
La alta temperatura acelerar el tiempo de recuperacin, mientras que la baja
temperatura retardar el tiempo de recuperacin.
5.
Recomendaciones
Como la duracin del trabajo y la necesidad de utilizacin posterior no son
controlables, nosotros recomendamos la utilizacin del equipo resistente a H2S
siempre que el H2S se encuentre presente o se sospeche su presencia.
E. PROCEDIMIENTOS OPERACIONALES
Obtenga tanta informacin como le sea posible acerca de las condiciones en y
alrededor del pozo. Chequee especficamente por:
Concentracin de H2S
Tipo de fluidos en el pozo
Presencia de cualquier fuente corrosiva tales como CO2.
Chequee la Locacin por reas de peligro tales como depsitos, fosa de lodo,
etc., donde se puede acumular el H2S. Recuerde, el H2S es ms pesado que el
aire; tenga cuidado en las reas bajas. Cuando es necesario entrar a un rea
encerrada, tales como un depsito o fosa, siempre utilice un aparato auto
abastecido de respiracin y ubique un hombre para la operacin de rescate.
Tambin, tenga cuidado con el hielo; el H2S es soluble en agua y en altas
concentraciones puede quedar congelado en el agua que existe alrededor del
pozo. Cuando dicho hielo se derrita, el H2S ser esparcido.
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Asegrese que las mscaras de gas y el aparato de respiracin estn en buena
condicin para trabajar y que los tanques de aire y de oxgeno estn llenos y
libres de aceite. Tenga mscaras y aparatos de repuesto en caso de una falla o
por si es requerido personal adicional.
Tenga detectores de H2S con alarmas, ubicados alrededor del cabezal del pozo
Ubique el camin cruzado con el viento o viento arriba del pozo.
Cuando ensamble el lubricador, no lo deje doblar pues esto ocasionara ms
nivel de tensin debido a la adicin de tensiones de doblamiento.
Anexe una manguera de desahogo al mltiple del lubricador y dirjala por lo
menos 50 pies alejada viento abajo, cuando desahogue el lubricador.
Asegrese que la manguera esta bien sujetada al piso.
Anexe una manguera de 80 pies de largo a la lnea de flujo de grasa ms all de
la vlvula y asegure el extremo a una estructura viento abajo. Ubique un
contenedor o barril en este extremo para capturar cualquier fluido que escape.
Efecte cada corrida tan rpido como le sea posible de acuerdo a lo que
permitan las tcnicas operacionales.
No
pierda tiempo en el pozo
innecesariamente.
Enero de 1998 Revisin: 1
Seccin 5 - Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TOXICIDAD DEL HIDROGENO SULFHIDRICO PARA EL HOMBRE
PPM**
0-2 Minutos
2-15 Minutos
15-30 Minutos
20 - 100
30 Minutos -1 Hora
1-4 Horas
4-8 Horas
Conjuntivitis suave;
irritacin del tracto
respiratorio
Sntomas
empeoran, fatiga,
dolor de cabeza
Sntomas
empeoran
100 - 150
Tos; irritacin de los
ojos; prdida del
sentido del olfato
Disturbios
respiratorios; dolor
en los ojos; sueo
Irritacin de la
garganta
Descarga fuerte de
saliva y mucosa;
dolor en los ojos; tos
Incremento de
sntomas
150 - 200
Prdida del sentido
del olfato
Irritacin de la
garganta y de los
ojos
Irritacin de la
garganta y de los
ojos
Visin difcil,
borrosa, ligera
timidez
Muerte *
Sofocamiento,
veneno en la
sangre, Muerte*
200 - 350
Irritacin de los
ojos, Prdida del
sentido del olfato
Irritacin de los ojos
Secrecin dolorosa
de lgrimas,
cansancio
Suave timidez,
catarro nasal, dolor
en los ojos,
dificultad para
respirar
350 - 450
Prdida del sentido
del olfato
Irritacin de los
ojos, mareos
Respiracin difcil,
tos, irritacin de los
ojos, fatiga, nausea
Muerte *
450 - 700
Disturbios
respiratorios,
irritacin de los ojos,
colapso, prdida de
conciencia
Tos, colapso,
prdida de
conciencia, muerte*
Palpitacin del
corazn, Muerte*
Ms de
700
Colapso, prdida de
conciencia, muerte *
Enero de 1998 Revisin: 1
8-48 Horas
Muerte *
Seccin 5 - Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 6 - ESTANDARES RELEVANTES DE DISEO,
MANUFACTURA Y CERTIFICACION
La siguiente seccin es proporcionada principalmente como informacin de referencia
y como ayuda para entender los requerimientos y terminologa de la certificacin.
6.1
FUNDAMENTOS DEL DISEO
Cuando se disea una pieza de equipo que contiene presin, el material es
escogido en base a su resistencia al rompimiento. La resistencia al
rompimiento, normalmente medida en Libras por Pulgada Cuadrada (psi), es la
tensin a la cual el material exhibe una desviacin especifica de la
proporcionalidad de la tensin al rompimiento, o ms simplemente, a la cual el
material comienza a exhibir una deformacin permanente bajo tensin. Los
materiales metlicos fallan (rompen) a una tensin por encima de la
Resistencia al Rompimiento, la ltima resistencia al rompimiento por Tensin.
Los detalles del procedimiento para determinar la Resistencia al Rompimiento
de los materiales son encontrados en las especificaciones ASTM (ASTM A370). (ASTM: Sociedad Americana para Pruebas y Materiales).
En los contenedores cilndricos sujetos a una presin P ( absoluta o
diferencial), la tensin inducida es aproximadamente proporcional a P.
Factor de Seguridad
El equipo que contiene presin es diseado para trabajar con un margen
subsiguiente de seguridad que permita las diversas variables e incertidumbres,
tales como las variaciones de resistencia al rompimiento de los materiales, las
aproximaciones en los clculos del diseo, las concentraciones de tensin, las
tolerancias del torneado, los golpes durante el transporte, el abuso y uso
inapropiado en el campo. Tal margen de seguridad es encapsulada en el
Factor de Seguridad (FS), definido como:
Mnima Resistencia al Rompimiento
FS =
Diseo de Tensin de Trabajo
Por ejemplo, un Factor de Seguridad 2 significa que el diseo de tensin de
trabajo fue solamente la mitad de la mnima resistencia al rompimiento del
material utilizado. El valor de FS es impuesto por los cdigos del diseo, las
regulaciones de la industria, las agencias del gobierno, o las regulaciones
internas del fabricante. Su valor tambin puede ser una funcin de los riesgos
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
presentados por la falla del equipo en trminos de seguridad del personal y
dao a la propiedad. En consecuencia, el equipo bajo presin que entra en
contacto con el personal ser diseado con un factor de seguridad mayor que
las herramientas de pozo cuyas fallas no resultaran en una herida directa o la
prdida de vida.
Presin de Trabajo
La seleccin de FS y de la resistencia al rompimiento de los materiales define la
especificacin de presin del equipo, generalmente expresado en psi (libras por
pulgada cuadrada) Presin de Trabajo, WP. Esta es la mxima presin
permisible la cual nunca debe ser excedida durante las operaciones del equipo
en el campo. Las especificaciones normales de presin de trabajo son 3,000
psi, 5,000 psi y 10000 psi. Equipo especial es fabricado con una especificacin
de WP de 15,000 o 20,000 psi.
Presin de Prueba
Para asegurar una operacin adecuada a WP, el equipo de presin es probado
a una presin mxima mayor que o igual al WP, definida como la Presin de
Prueba TP. El valor de TP es recomendado por el fabricante y a menudo
exigido por los estndares de la industria. Para el equipo de WHE normalmente
TP = 2 x WP para la especificacin de presin de trabajo hasta 5,000 psi, y TP =
1.5 x WP para especificaciones de 10,000 psi y mayores. Obviamente, el
multiplicador debe ser ms pequeo que el factor de seguridad.
6.2
ESTANDARES DE LA INDUSTRIA
El equipo para control de presin debe estar diseado y fabricado de acuerdo a
los estndares especficos reconocidos internacionalmente. Estos estndares
son API 6A, (especificacin 6A del Instituto Americano de Petrleo:
Especificaciones para el Equipo del Cabezal del Pozo y Arbol del Pozo) y para
equipo de H2S, NACE MR -01-75 (Requerimientos de los Materiales por la
Asociacin Nacional de Ingenieros para Corrosin: Material Metlico Resistente
al Rompimiento por la Tensin de Sulfuros para Equipos del Campo Petrolero).
El API 6A define los criterios del diseo y las pruebas para todos los equipos
que contienen presin y son utilizados en un cabezal de pozo, mientras que
NACE MR - 01-75 define el tipo de materiales metlicos que son permitidos en
las condiciones donde existe presente el H2S.
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Un resumen de los requerimientos del API 6A es dado en las tablas 6-1 y 6-2.
Los requerimientos tcnicos son definidos para cuatro Niveles de
Especificacin del Producto (PSL). El PSL 1 corresponde a las condiciones de
servicio ms fciles y el PSL 4 a aquellas ms rudas.
Todo el equipo para control de presin de Elmar est fabricado ya sea de
acuerdo a las especificaciones API 6A o a ambas, el API 6A y NACE MR - 0175. La temperatura del diseo es de - 30oC a 131oC (- 20oF a + 250 oF).
El equipo que est en conformidad con los estndares de NACE es
normalmente construido con aleaciones de acero que tienen una dureza
reducida y una resistencia al rompimiento reducida. Como consecuencia todos
los equipos que contienen presin tienen paredes ms gruesas y es ms
pesado que el equipo estndar.
Dureza
Dureza es una propiedad del material para resistir indentaciones bajo una carga
especifica. La dureza es medida ya sea en dureza Brinell o dureza Rockwell,
con los mtodos descritos en el ASTM E 10 (Brinell) o ASTM E 18 (Rockwell).
Los nmeros de dureza de Rockwell son enseados con un smbolo (B, C)
dependiendo del tipo de penetrador y carga utilizada para la prueba.
El nmero de dureza Rockwell C (HRC) es obtenido utilizando un indentador de
diamante en forma de cono y una carga de 150 kilogramos, de acuerdo al ASTM
E 18.
El nmero de dureza Brinell (HB) es obtenido utilizando una bola de 10
milmetros de acero endurecido o carburo, y normalmente una carga de 3,000
kilogramos, de acuerdo a ASTM E 10.
Para los aceros de aleaciones bajas y carbn existe una correlacin directa
entre la Dureza y la Resistencia a la Tensin. En consecuencia las pruebas de
dureza proporcionan un mtodo no destructivo para verificar la resistencia del
material. Los aceros de aleaciones bajas y carbn deben tener una dureza
Rockwell por debajo de 22 Rockwell C para resistir al H2S.
Para el equipo de WHE nosotros normalmente utilizamos:
Acero 4140 AISI, con 18-22 HRC (dureza Rockwell C) y 80,000 psi mnima
resistencia al rompimiento
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
El Material para Servicio Estndar con 30-36 HRC y 110,000 psi mnima
resistencia al rompimiento. (AISI es el Instituto Americano de Hierros y
Aceros y el Nmero AISI es un sistema de grado para los aceros).
Otras aleaciones y metales tales como titanio, monel, acero inoxidable, etc.,
pueden ser utilizados basados en el costo, peso y requerimientos de
resistencia.
Pruebas por Impacto
En condiciones muy fras, el acero tiende a ser ms quebradizo y puede
romperse bajo impacto. Para definir la resistencia de los materiales en
ambientes muy fros una prueba de rudeza es efectuada. (Rudeza = capacidad
de resistir golpes de cargas). Las pruebas ms comunes de impacto son las
pruebas de Charpy y Izod, descritas en el ASTM E 23 (Vea la Figura 6-1).
PRUEBA DE CHARPY
PRUEBA DE IZOD
FIGURA 6-1
La especificacin API 6A acepta solamente la Prueba de Impacto del mtodo
Charpy. El valor Charpy debe tener un mnimo de 15 lbs-pie para que el equipo
pueda ser certificado para utilizar por debajo de 0oF (-20oC). El equipo de Elmar
es probado de acuerdo a Charpy a 31 lbs-pie a 30oC.
Altas Temperaturas
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La mayora de los metales utilizados en WHE son adecuados para operaciones
a temperaturas muy por encima de las temperaturas normalmente encontradas
en las operaciones del WHE para HT. El conjunto de sellos de elastmeros
de alta temperatura impone el lmite a la operacin. En casos especiales
(operaciones geotrmicas) el WHE puede ser sometido a temperaturas tan altas
como 500oF. En estos casos, adems de utilizar sellos de sistemas especiales,
la mxima presin de trabajo del WHE es disminuido - refirase al API 6A para
los factores de disminucin.
6.3
CERTIFICACION, ARCHIVOS DE CALIDAD
La certificacin del equipo que soporta presin es muy a menudo requerida
por los clientes o estipulada por las regulaciones.
Un documento de certificacin puede ser emitido por la compaa de servicios
que opera el equipo,(certificacin en casa), por el fabricante (a menudo llamada
la prueba del fabricante), o por una tercera parte. Las certificaciones estipulan
que los componentes, el equipo, o los ensamblajes cumplen los requerimientos
especificados por los estndares de la industria (por ejemplo API 6A) o por las
regulaciones del gobierno local tales como SI 289 para Taladros Movibles en el
Mar del Norte del Sector del Reino Unido, el Rgimen de Encapsulamiento de
Seguridad (SCR) y el Rgimen de Diseo y Construccin (DCR) para
plataformas fijas en el Reino Unido, las Regulaciones del Director de Petrleo
de Noruega en el Sector de Noruega del Reino Unido, las Prcticas
Recomendadas de Alberta (ARP) en Canad, etc.
Las eslingas para levantamiento y los puntos de levantamiento del equipo
generalmente requieren un certificado de prueba de carga como es determinado
por las regulaciones locales (BS 7072 y BS 1290 en el Reino Unido, DNV 2.7-1
en Noruega).
Es ms all del alcance de este curso el cubrir todas las regulaciones locales y
usted debe familiarizarse con las regulaciones especficas que aplican en su
rea, las cuales se encuentran disponibles a travs de las agencias de
certificacin. Normalmente las regulaciones del Mar del Norte son las ms
restrictivas y tienen una amplia aceptacin a travs de la industria petrolera. El
equipo de Elmar est en conformidad con las Regulaciones del Mar del Norte.
Los documentos de certificacin por terceras partes son emitidos por agencias
reconocidas de certificacin tales como el Bureau Veritas, American Bureau of
Shipping (ABS), Lloyds, Det Norske Veritas (DNV). Existen dos tipos de
certificados:
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
a)
Certificados de Aprobacin de Diseo:
Aprobacin del Tipo (TA),
Certificado Independiente de Revisin (IRC), Reporte de Verificacin del
Diseo (DVR).
Estas son evaluaciones efectuadas por un cuerpo
competente las cuales verifican que las especificaciones para la
manufactura de un ensamblaje cumplen los requerimientos de las
regulaciones de las autoridades y de los estndares de la industria.
b)
Certificado de Conformidad (COC): Estos certifican que un objeto
especfico o ensamblaje, identificado por su nmero de serie est de
acuerdo con el diseo y la fabricacin aprobada en archivo y/o las
regulaciones de la industria. Estos a menudo incluyen los reportes de
prueba e inspeccin los cuales certifican la actuacin durante las pruebas
(presin, carga, capacidad de levantamiento, etc) de acuerdo a los
estndares y la validez de los resultados de las pruebas.
Todo el equipo para control de presin debe tener un certificado reconocido de
conformidad emitido por una agencia tercera parte.
Un certificado de
conformidad es valido por un tiempo limitado, normalmente 5 aos y debe ser
renovado.
La renovacin de la certificacin normalmente requiere un estudio mayor: una
inspeccin detallada y una verificacin de la actuacin efectuada o controlada
por una agencia de certificacin. Este estudio comprende como mnimo:
Inspeccin visual
Pruebas de espesor al azar en todas las partes que soportan presin
utilizando mediciones directas, rayos x, o ultrasonido
Examen de MPI (inspeccin magntica de partculas) o penetracin de
colorantes en todas las roscas y en cualquier rea daada determinada por la
inspeccin visual
Prueba hidrosttica del cuerpo a la Presin de Prueba, TP
Prueba operacional a la Presin de Trabajo, WP
Revisin de los archivos de calidad.
Rastreabilidad
La rastreabilidad es a menudo parte de los requerimientos de las
especificaciones. Por rastreabilidad nosotros entendemos la habilidad que las
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
partes puedan ser identificadas desde su origen, el proceso de manufactura y
los materiales utilizados. Los requerimientos de rastreo para los objetos
certificados cubren tambin las partes de reemplazo utilizadas en el
mantenimiento y preparacin como por ejemplo, los O-Rings.
Archivo de Calidad
Un archivo de calidad es una reunin de documentos que ensean la siguiente
informacin para un objeto individual o ensamblaje:
Boletines o manuales del fabricante
Documentos de certificacin, generalmente un COC, con toda renovacin
relevante
Rastreo de los componentes y materiales crticos cuando sea requerido
Registros del mantenimiento, pruebas e inspeccin
Notas histricas de la operacin.
6.4
REGLAS FUNDAMENTALES PARA EFECTUAR OPERACIONES
ADECUADAS
Las siguientes reglas fundamentales aplican a todas las operaciones que
involucran equipo WHE:
Todo equipo utilizado para operaciones de control de presin debe ser
especificado para presin, a una Presin de Trabajo, WP y una Presin de
Prueba, TP definidas.
Para aplicaciones de alta temperatura una
Especificacin de Temperatura tambin debe ser definida
El equipo para control de presin nunca debe ser utilizado por encima de su
especificacin de Presin de Trabajo (WP), ni fuera de su Especificacin de
Temperatura
En una sarta de equipo WHE, el WP del componente ms dbil representa la
especificacin general de presin de la sarta
Todos los componentes de WHE que soportan presin deben tener una
certificacin valida
Todos los componentes de WHE que soportan presin deben tener un
archivo de calidad
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Todo equipo de WHE utilizado en la localizacin del pozo es calificado para
su utilizacin al pasar una prueba hidrosttica de cuerpo trimestralmente y un
chequeo operacional al WP
Una prueba de presin en la localizacin del pozo debe ser efectuada
despus de cada ensamblaje en el taladro para cada trabajo. La Mxima
Presin de Trabajo Permisible durante el trabajo es igual a la prueba de
presin en la localizacin del pozo
Todas las cuadrillas que operan equipo de WHE deben estar calificadas para
efectuar operaciones de presin.
Para el servicio de H2S, las conexiones con roscas no son aceptables en el
WHE (por ejemplo, ninguna unin rpida enroscada, solamente soldada o
integral. La soldadura debe ser de acuerdo a la especificacin NACE MR
0175
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 8
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 6-1: RESUMEN DE LOS REQUERIMIENTOS DEL EQUIPO DE ACUERDO AL API 6A
CUERPO, TOPE Y BRIDA
CLASE DE MATERIAL
AA-Servicio General
BB-Servicio General
CC-Servicio General
DD-Servicio Agrio
EE-Servicio Agrio
FF-Servicio Agrio
HH-Servicio Agrio
Acero con carbn o aleacin baja
Acero con carbn o aleacin baja
Acero Inoxidable
Acero con carbn o aleacin baja
Acero con carbn o aleacin baja
Acero Inoxidable
Aleaciones Resistente a la
Corrosin
PARTES QUE CONTROLAN
PRESION
Acero con carbn o aleacin baja
Acero Inoxidable
Acero Inoxidable
Acero con carbn o aleacin baja
Acero Inoxidable
Acero Inoxidable
Aleaciones Resistente a la
Corrosin
REQUERIMIENTO PSL MINIMO RECOMENDADO
NACE?
NO
SI
SI
SI
NO
ALTA CONCENT. DE
H2S?
MUY CERCANO
PRESION DE TRABAJO
> 5000 PSI
> 10000 PSI
> 15000 PSI
SI
NO
NO
SI
NO
NO
SI
NO
PSL
1
2
3
NO
PSL
1
2
3
NO
PSL
2
3
4
SI
PSL
2
3
4
SI
PSL
1
3
4
SI
PSL
3
4
4
CORROSION RELATIVA
No corrosivo
Ligeramente corrosivo
De moderado a altamente corrosivo
No corrosivo
Ligeramente corrosivo
De moderado a altamente corrosivo
Muy corrosivo
PRESION PARCIAL
DE CO2 (psia)
<7
7 a 30
> 30
<7
7 a 30
>30
>30
Si H2S existe presente entonces NACE aplica.
Alta concentracin es si el radio de exposicin de 100 ppm (ROE) del H2S es > 50
pies
Proximidad cercana es s en el caso de:
1. Si usted tiene un H2S alto.
2. 500 PPM de H2S > 50 pies ROE.
3. El pozo est ubicado en un rea con un medio ambiente sensible.
4. El pozo est ubicado dentro de 150 pies de equipo de llamas abiertas o incendio.
5. El pozo est ubicado dentro de 50 pies de una va publica.
6. El pozo est ubicado en aguas estatales federales.
7. El pozo est ubicado en o cerca de aguas navegables tierra adentro.
8. El pozo est ubicado en o cerca de abastecimiento superficial de agua potable.
9. El pozo est ubicado dentro de 150 pies de cualquier vivienda.
ESPECIFICACION DE TEMPERATURA
CLASE
F
C
K
-75 a 180
-70 a 82
L
-50 a 180
-46 a 82
P
-20 a 180
-29 a 82
R
40 a 120
4 a 49
S
0 a 150
-18 a 65
T
0 a 180
-18 a 82
U
0 a 250
-18 a 121
Enero de 1998 Revisin: 1
Seccin 6 - Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 6-2 REQUERIMIENTO DEL API 6A PARA EL EQUIPO
PARTES METALICAS
Prueba resistencia a Tensin
PSL - 1
1 prueba de resistencia a
tensin requerida
Solo requerido
temperatura Clase K y L
PSL - 2
1 prueba de resistencia a
tensin requerida
Solo requerido
temperatura Clase K, L y
P
PSL - 3
1 prueba de resistencia a
tensin requerida
Requeridas todas las clases
de temp..
1 prueba en cuerpo
terminado en toda parte
mayores de 10 K
1 prueba en cuerpo
terminado en todas las
partes
Rastreabilidad
Puede usarse inspeccin
de muestra
Ninguno
Puede usarse inspeccin
de muestra
Requerido rastreo de
trabajo del lote
Anlisis qumico
NDE de superficie
Ninguno
Ninguno
Numero de Serie
Ninguno
Requerido
Requerido en reas
hmedas o de sello
Ninguno
NDE Volumtrico
Ninguno
Ninguno
1 prueba en cuerpo
terminado en todas las
partes y 1 prueba en cada
superficie de extremo
Requerida inspeccin
completa
Todas las partes rastreables
a un temple especifico y lote
de templado
Requerido
Requerido en todas las
partes
Toda pieza del equipo debe
tener numero de serie
Prueba ultrasnica en
material virgen
O-RINGS (Sellantes en O)
Verificacin de dimensiones
Examen visual
Dureza
Documentacin
Chequeo de muestra
Chequeo de muestra
Chequeo de muestra
Ninguna
Chequeo de muestra
Chequeo de muestra
Chequeo de muestra
Certificado: numero de
parte, numero de
especificacin y numero
de compuesto
Prueba por impacto: 3 pruebas.
solo 1 valor por debajo del
promedio. Ningn valor por
debajo del promedio 2/3 27J @
temp. min. longitudinal
Valores de dureza
Verificacin de Dimensiones
Chequeo de muestra
Chequeo de muestra
Chequeo de muestra
Certificado: numero de
parte, numero de
especificacin y numero de
compuesto
Enero de 1998 Revisin: 1
PSL - 4
1 prueba de resistencia a tensin
requerida
Requeridas todas las clases de
temp. Expansin mxima de
10x10 el espcimen no debe
alargar mas de 0.015" a temp. de
prueba
1 prueba en cuerpo terminado en
todas las partes y 1 prueba en cada
superficie de extremo
Requerida inspeccin completa
Todas las partes rastreables a un
temple especifico y lote de
templado
Requerido
Requerido en todas las partes
Toda pieza del equipo debe tener
numero de serie
Prueba ultrasnica en material
virgen
Chequeo de muestra
Chequeo de muestra
Chequeo de muestra
Certificado: numero de parte,
numero de especificacin y numero
de compuesto
Seccin 6 - Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 6-2 REQUERIMIENTO DEL API 6A PARA EL EQUIPO (Continuacin)
PARTES METALICAS
Rastreabilidad de lote
PSL - 1
PSL - 2
Ninguna
Ninguna
PSL - 3
Numero de lote, fecha
molde / curacin fecha
expiracin de vida en
bodega
Datos de propiedades fsicas
PRUEBA DEL DISEO EN
GENERAL
Prueba de presin
PSL - 4
Numero de lote, fecha molde /
curacin fecha expiracin de vida
en bodega
Copia de los resultados de la
prueba de las propiedades fsicas
del compuesto abastecido
Dos pruebas visuales de 3
minutos a presin de
prueba
Dos pruebas visuales de 3
minutos a presin de
prueba
Dos pruebas registradas a
presin de prueba. Prueba
1 por 3 minutos, Prueba 2
por 15 minutos
Enero de 1998 Revisin: 1
Dos pruebas registradas a presin
de prueba. Prueba 1 por 3
minutos, Prueba 2 por 15 minutos.
Adems prueba con nitrgeno por
15 minutos
Seccin 6 - Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
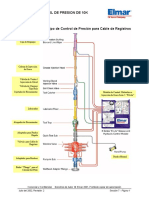
Diagrama de una Sarta Tpica de Equipo de Retencin
para Cables de Registros
Limpiador de Cable
Caja de Empaque
Cabeza de Inyeccin
de Grasa
Vlvula de Chequeo
Tipo Bola
Sujetador de
Herramientas
Lubricador
Atrapador de
Herramientas
Vlvula para Cable
de Registros
Mdulo de Inyeccin de
Grasa e Hidrulica
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 7 - EQUIPO
1.0
VALVULAS PARA CABLE DE REGISTROS - BOP
El BOP para cable de registros est diseado para controlar la presin del pozo
al sellar alrededor del cable y es utilizado primordialmente cuando un cable
debe ser reparado bajo presin, o cuando usted es incapaz de obtener
nuevamente el control del sello en una cabeza de inyeccin de grasa. Los
elementos de sello son dos, los brazos de metal con una cara de caucho, los
cuales tienen una forma para adaptarse a un tamao especfico de cable.
Elementos especiales de sello han sido desarrollados recientemente los cuales
se pueden adaptar a cables de diferentes tamaos. Cuando el BOP es activado
las caras de caucho forman un sello alrededor del cable al expandirse en de los
espacios entre los alambres de la armadura (Figura 7-1).
Los BOP pueden ser adquiridos de diferentes tamaos con diferentes
especificaciones dependiendo de las presiones esperadas en el pozo y del tipo
de equipo para control de presin utilizado.
Un BOP siempre debe ser utilizado conjuntamente con un limpiador de lnea o
con un sistema de inyeccin de grasa. Un BOP para cable de registros
normalmente no cierra un pozo fluyendo fuera de control.
Cable para
Registros
Caucho
Metal
Direccin
de la Fuerza
Direccin
de la Fuerza
Caras de caucho del sello de los brazos sobre los alambres externos de un monocable
FIGURA 7-1
Enero de 1998 Revisin: 1
Seccin 7 Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.1
BOP MANUAL CON BRAZO SENCILLO
El diseo ms bsico de un BOP de brazo sencillo es aquel operado
manualmente, tal como el BOP-M utilizado en la mayora de operaciones en
pozo abierto. Este es operado girando dos manecillas las cuales estn
conectadas a un eje con roscas, el cual enrosca dentro del cuerpo del BOP. En
el extremo del eje se encuentra una lmina que empuja el brazo contra el cable
(Figura 7-2).
BOP Operado Mecnicamente
FIGURA 7-2
Los sellantes de los brazos son soltados girando las manillas en la direccin
opuesta. Aunque el sello del BOP sencillo manual se consigue para el servicio
de especificaciones de hasta 5,000 psi, es recomendado que su uso sea
limitado a 3,000 psi mximo. Las desventajas de los BOP manuales son el
lento ciclo del cierre y la imposibilidad de operarlos remotamente.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.2
BOP HIDRAULICO CON BRAZO DE SELLO SENCILLO
Los BOP hidrulicos son esencialmente el mismo diseo, excepto que los
brazos son activados con presin hidrulica en vez de fuerza mecnica. Sin
embargo, tambin son proporcionados brazos manuales como un sistema de
resguardo secundario.
Cuando los brazos de sello son cerrados, el fluido hidrulico es bombeado
dentro de la cmara externa, empujando el pistn hacia adentro (el pistn est
conectado a los sellos del brazo). El aceite de la cmara interna regresa al
depsito. Cuando los brazos de sello han sido cerrados hidrulicamente, las
manillas son enroscadas manualmente para proporcionar un resguardo
secundario para seguridad adicional. Cuando estas manillas estn cerradas, el
BOP no puede ser abierto hidrulicamente.
Para abrir el BOP, las manillas deben ser primeramente desenroscadas. Los
sellos de los brazos permanecen cerrados. La presin hidrulica aplicada a la
cmara interna empuja el pistn conectado a los sellos de los brazos. El fluido
hidrulico en la cmara externa ser regresado al depsito (Figura 7-3).
Los BOP hidrulicos son preferidos debido a que pueden ser operados
remotamente y ms rpidamente y en consecuencia ponen el personal en
menos situaciones de peligro si es necesario cerrar los brazos del sello en una
emergencia. Si la bomba hidrulica falla el BOP puede todava ser operado
manualmente al abrir primero las lneas hidrulicas (la bomba en posicin
neutro) en cualquiera de los lados del pistn para permitir un movimiento libre
del fluido hidrulico. Las manillas entonces pueden ser utilizadas para cerrar
manualmente el BOP. Sin embargo, debido a el diseo del BOP estos no
pueden ser utilizados para abrirlo de nuevo. Esto debe ser efectuado
hidrulicamente.
Los BOP hidrulicos se encuentran disponibles con especificaciones tpicas de
presin de 10,000 psi presin de trabajo. Sin embargo, para cualquier trabajo
que involucre presiones mayores de 5,000 psi, o para cualquier trabajo en un
pozo de gas, un BOP con brazos dobles de sello o triples con inyeccin de
grasa debera ser utilizado.
1.3
BOP CON BRAZOS DOBLES DE SELLO
El brazo doble de sello (Figura 7-4) est compuesto de dos brazos operados
hidrulicamente ubicados uno encima del otro con el brazo inferior de sello
invertido. Un orificio de inyeccin de grasa est ubicado entre los dos brazos
de sello por donde la grasa puede ser inyectada a presin para obtener el sello.
Esta es la nica forma de proporcionar un sello contra el gas, debido a que el
Enero de 1998 Revisin: 1
Seccin 7 Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
gas puede emigrar entre los alambres de la armadura en un cable. Para
observar como trabaja un BOP nosotros necesitamos ver ms de cerca el
diseo de un BOP para cable de registros en la seccin 1.4.
Los BOP con brazos triples de sello (Figura 7-5) son utilizados en pozos de gas.
Estos estn compuestos de dos conjuntos de brazos normales para
redundancia y un conjunto de brazo de sello invertido.
Fluido desde
el depsito
Fluido hacia
el depsito
BOP en posicin Abierto
Fluido hacia
el depsito
Fluido desde
el depsito
BOP en posicin cerrado con manillas mecnicas enroscadas
BOP Operado Hidrulicamente
FIGURA 7-3
Enero de 1998 Revisin: 1
Seccin 7 Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Gua del brazo de sello
Abierto
Orificio de inyeccin de grasa
Sello Externo
Cerrado
Brazo
de Sello
Pistn
Sello Principal
(orificio interno)
BOP Hidrulico Doble
FIGURA 7-4
Enero de 1998 Revisin: 1
Seccin 7 Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Abierto
Cerrado
BOP Doble, Compacto de Elmar
Enero de 1998 Revisin: 1
Seccin 7 Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
BOP Triple Sure-Lok FIGURA 7-5
Enero de 1998 Revisin: 1
Seccin 7 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.4
CONSTRUCCION DE UN BOP PARA CABLE DE REGISTROS
Las superficies de sello en el brazo de sello del BOP estn compuestas de una
lmina de caucho, o sello interno, el cual est introducido en la cara del cuerpo
del brazo de sello. Alrededor de la parte superior del cuerpo del brazo se
encuentra un sello externo con forma de herradura. Estos dos elementos de
sello se juntan en el lado del cuerpo del brazo. El sello interno proporciona el
sello alrededor del cable y el sello externo previene que los fluidos del pozo
pasen alrededor de los brazos hacia el cuerpo principal del BOP (Figura 7-6).
Una gua es ubicada debajo del brazo la cual sirve para alineacin de una
ranura cortada dentro de los brazos del cuerpo del BOP. La gua evita que gire
el cuerpo del brazo. Dos guas para el brazo completan el ensamblaje. Una de
ellas est ubicada en cada brazo y guan el cable hacia la parte pre-formada de
los brazos a medida que es cerrado. Los brazos de diseo moderno tienen
guas integradas en el brazo mismo (Figura 7-7).
Cuando el BOP est cerrado y la presin es igual, la presin del pozo, actuando
detrs de los brazos de sello, ayudarn a activar los brazos (Figura 7-8) debido
a que la presin del pozo detrs de los brazos de sello ayudarn a obtener un
sello positivo. La relacin de presin en un cilindro de BOP a la presin del
cabezal del pozo para obtener un sello es aproximadamente 10:1, por ejemplo
200 psi de presin hidrulica aplicados a los brazos de sello con una bomba
hidrulica o por las manillas manuales) sellarn aproximadamente contra 2,000
psi de presin del cabezal del pozo.
Sin embargo, si el BOP inadvertidamente es colocado invertido (lo cual puede
pasar debido a que las conexiones en cada extremo pueden ser idnticas y en
los modelos viejos los acoplamientos de las uniones rpidas) la presin del
pozo entonces estar opuesta a la presin del sello de los brazos (Figura 7-9).
En consecuencia es importante chequear que el BOP ha sido colocado
adecuadamente. La manera ms fcil de obtener esto es mirar por las ranuras
de las guas las cuales deben estar ubicados en el lado inferior de los brazos
del cuerpo del BOP, por ejemplo externamente una protuberancia de metal
puede ser vista que corre en una lnea a lo largo de la longitud de cada uno de
los brazos. El orificio de desahogo debe estar en la parte superior de los brazos
cuando el BOP est montado adecuadamente. Algunos BOP tambin tendrn
una flecha marcada en la parte externa del cuerpo la cual mira hacia abajo
hacia el pozo, por ejemplo hacia la parte de alta presin.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Gua del
brazo de sello
Cuerpo del
brazo de sello
Sello interno
FIGURA 7-6: Vista Ensanchada
Sello externo
Sellos para Trabajo Severo
FIGURA 7-7: Cuerpo integral de guas de los brazos de sello
Enero de 1998 Revisin: 1
Seccin 7 Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
FIGURA 7-8
Ensamblaje de BOP
sellando correctamente
desde abajo
FIGURA 7-9
BOP invertido no sellar
desde abajo
INYECTE GRASA
FIGURA 7-10
Grasa inyectada a una presin ms alta que la presin del
pozo bloquea la emigracin de gas a travs del cable
Enero de 1998 Revisin: 1
Seccin 7 Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.5
INYECCION DE GRASA
Nosotros estamos ahora en posicin para entender como trabaja un BOP doble.
El BOP doble tiene un par de brazos de sello (el par inferior) colocados
invertidos.
En un BOP de doble brazo de sello, esto es efectuado
automticamente. Dos BOP de brazo sencillos pueden ser utilizados montando
el inferior hacia arriba con los adaptadores apropiados.
La grasa es inyectada entre los dos brazos de sello como es enseado en la
Figura 7-10. La grasa es inyectada a una presin ms alta que la presin del
pozo para que ambos conjuntos de sello obtengan un sello positivo.
Porqu es necesario inyectar grasa? De acuerdo a lo mencionado parecera
que los dos BOP efectuaran un buen sello. Sin embargo, un problema es
creado debido a la construccin del cable (Figura 7-11).
El fluido,
especialmente gas, puede fugar a travs de las ranuras internas y externas del
cable.
La cara del brazo de sello sella efectivamente alrededor de las superficies
externas de un cable para registros al desplazar el elastmero el cual fluye
dentro de las ranuras de los alambres externos. Ningn elastmero de brazo de
sello puede sellar los espacios en las ranuras entre los alambres internos. Si el
cable es nuevo, estas pequeas aperturas pueden permitir una fuga substancial
la cual puede a menudo ser observada como gas / fluido rociando por encima
de los brazos de sello.
Armadura Externa
Sello de Caucho
Armadura Interna
Conductor
Armadura Interna
Gas
El sello de caucho alrededor de un monocable permite que el gas emigre a travs de
las ranuras de la armadura interna y externa
FIGURA 7-11
Enero de 1998 Revisin: 1
Seccin 7 Pgina 12
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ocasionalmente ser alcanzado un sello completo en una lnea vieja en la cual
los espacios entre las ranuras internas ha sido cerrado con parafina, suciedad,
etc. Sin embargo, esta es la excepcin, y no puede ser utilizada como una parte
confiable del servicio. Cables especiales existen disponibles con material de
relleno en los espacios entre los alambres de la armadura. Estos cables son
mucho ms fciles de sellar pero todava requieren inyeccin de grasa para
obtener un sello perfecto en gas.
Obviamente, lo anterior no aplica al cable slido mecnico el cual es ms fcil
de sellar, pero si aplica al cable con armadura de alambres utilizado para la
pesca.
Probar por presin un preventor de reventones en una lnea de armadura es
generalmente una prdida de tiempo pues la prueba solamente determina el
grado de apertura a travs de los espacios entre los alambres de la lnea. El
preventor debe ser probado con una varilla slida que permita un sello perfecto
si est funcionando adecuadamente.
Para poder demostrar la habilidad completa de sellado de un cable para
registros, es necesario utilizar dos preventores de reventones cerrados sobre la
lnea e inyectar grasa o petrleo entre ellos a 1.2 veces una presin ms alta
que la presin del pozo. La grasa o petrleo penetrar la lnea y llenar los
espacios entre las ranuras para obtener un sello completo. El sello se
mantendr indefinidamente en tanto que la presin de la grasa sea mantenida y
generalmente se mantendr por algn tiempo despus que la presin de grasa
sea retirada.
Note que es buena prctica preparar el cable nuevo en el taller inyectando
grasa en los espacios entre los alambres de la armadura. Un ensamblaje
especial de inyector para cable es usado en el taller de enrollamiento de cable
para saturar los espacios vacos entre las armaduras de cable (Figura 7-12).
Sistema de inyeccin de grasa para cable de registros.
FIGURA 7-12
Enero de 1998 Revisin: 1
Seccin 7 Pgina 13
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.6
MULTIPLES DEL BOP
Existen varios tipos de mltiples para ecualizar la presin de los BOP pero
todos ellos efectan la misma funcin, por ejemplo, permiten igualar la presin
por encima y por debajo de los brazos de sello de un BOP cerrado. Existen
diversos tipos de mltiples y mangueras para igualar la presin (Figura 7-13), la
vlvula para igualar presin del tipo parejo de Elmar (Figura 7-14), y el mltiple
integrado tipo bloque como es acoplado al Sure Lok BOP de Elmar (Figura 7-15
y 7-16). Estos tambin proporcionan las conexiones para la inyeccin de grasa,
entre los brazos de sello del BOP para sellar en un cable y, o para inyeccin de
glicol / metanol o prueba de presin.
MLTIPLE PARA IGUALAR PRESION TIPO MANGUERA
Para igualar la presin dos mltiples son conectados con una manguera flexible.
Esta es acoplada a cada uno de los ensamblajes del mltiple por medio de
idnticos adaptadores con rosca y en cada extremo de la manguera. Cada
adaptador acopla con una unin de inyeccin de grasa y el sello es efectuado
por medio de un O-Ring en la cara del adaptador. El sistema ha sido diseado
para otorgar mxima flexibilidad de operacin. Si son cerrados los brazos de
sello sobre el cable, puede desahogarse la presin de los lubricadores abriendo
las vlvulas 1, 2 y 3 y cerrando 4. (La necesidad de esto es obvia cuando se
trata del problema de un cable con armadura rota). Cerrando las vlvulas 1 y 3
y abriendo las vlvulas 2 y 4, la presin del pozo puede ser observada cuando
los brazos de sello estn cerrados. Antes de abrir el BOP, la presin es
igualada abriendo las vlvulas 1, 2, y 4, y manteniendo cerrada la vlvula 3.
Medidor de presin
BOP con Brazo de
Sello Sencillo
Mltiple de BOP Superior
Mltiple de BOP Inferior
Manguera para
igualar presin
Conexin del mltiple para igualar presin del WHE
FIGURA 7-13
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 14
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
MULTIPLE PARA IGUALAR PRESION TIPO PAREJO
Algunas vlvulas de Elmar para cables de registros incluyen una vlvula para
igualar presin tipo parejo como estndar. Esta vlvula iguala las diferencias de
presin entre la presin del pozo y la presin del lubricador cuando la vlvula
para cable de registro ha sido cerrada. Usted debe abrir la vlvula para igualar
la presin y ayudar a abrir los brazos de sello. Un mltiple es proporcionado
para cada brazo de sello.
Vlvula tpica para igualar presin tipo parejo de Elmar
FIGURA 7-14
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 15
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A
B
Y
Bloque de mltiple para BOP triple Sure-Lok
FIGURA 7-15
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 16
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Nmero de partes para el bloque de mltiple triple Sure-Lok
FIGURA 7-15a
Obj. Parte No
CTD
Descripcin
Obj.
Parte No
CTD
Descripcin
L-952190
Glndula
16
L-873421
Anillo de
Retencin
L-950600
Tapn
17
L-871002
O-Ring
L-977825
Ensamblaje de Cartucho
de Vlvula
18
L-240400
Tapn Hex
L-976937
Arandela de Seguro
20
L-875020
Resorte
L-817134
Tornillo SH
21
L-971055
Retenedor de
Bola
L-977094
Bloque Mltiple Inferior
22
L-874710
Bola
L-872002
13
Anillo de Retencin
23
L-871003
O - Ring
L-871001
13
O- Ring
24
L-974364
Codo
L-975694
Tapn de bloque
Mltiple de 5.5
25
L-202600
Niple M-Hex
10
L-977093
Bloque Mltiple
Intermedio
26
L-580900
QC-Hubber
11
L-977092
Bloque Mltiple Superior 27
L-204900
12
L-950100
Glndula
28
L-582000
Niple de
Reduccin
QC-Hubber
13
L-950300
Tapn
29
L-810500
Tornillo Plano
14
L-976701
Brazo de Bloque de
Mltiple
19
L-240800
Tapn Hex
15
L-976702
Pasador de Bloque de
Mltiple
30
L-610025
Panel de BOP
Sure-Lok
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 17
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
B
C
Bloque de mltiple para BOP doble Sure-Lok
FIGURA 7-16
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 18
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Nmero de partes para el bloque de mltiple doble Sure-Lok
FIGURA 7-16a
Objeto
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Parte No.
L-241100
L-978611
L-873410
L-871400
L-975694
L-978610
L-240900
L-873420
L-870110
L-976701
L-976702
L-240800
L-976935
L-817134
L-976937
L-975020
L-971055
L-874710
L-871290
L-974364
L-202600
L-580900
L-204900
L-582000
L-810000
L-610542
Descripcin
Tapn Hex 1/2 HP-SS
Bloque de mltiple inferior de 5.5 S/Lok 10k H2S
Anillo de retencin de nitrilo 113 90D
O-Ring de nitrilo 113 90 D
Tapn de bloque de mltiple 5.5 Dual S/Lok 10k
Bloque de mltiple superior de 5.5 Dual S/Lok 10k
Tapn Hex 1/4 HP-SS
Anillo de retencin de nitrilo 114 () D
O Ring 114 90 D nitrilo
Brazo de medidor de bloque de mltiple
Pasador de medidor de bloque de mltiple
Tapn Hex 1/8 HP-SS
Ensamblaje cartucho de vlvula para mltiple de BOP
Tornillo hexagonal 10-243/4 - SS
Arandela de seguro para vlvula de cartucho de mltiple
Resorte Lee LC- 072H-0-SS
Retenedor de bola para bloque de mltiple con orificio
Bola dimetro SS 3/8
O-ring de nitrilo 117 90 D
Codo para mltiple de 3 S/Lok (ref 974375)
Niple M-Hex de 1/2 - 10k-ss 1.75 largo
Ensamblaje QC-Hubber de 1/2N(F) 10k acero
Niple rojo de 1/2 - 1/4 HN 10k-ss
QC - Coup WAL 6mm1/4N(F)- 10k con vlvula
Tornillo plano de ranura 10-32 3/8 SS
Panel para mltiple 6.38 Dual S/Lok
Enero de 1998 Revisin: 1
CTD
2
1
9
9
4
1
1
2
2
1
1
1
5
5
5
2
2
2
4
2
1
1
1
1
4
1
Seccin 7 - Pgina 19
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.7
CILINDROS DE BOP CON DESAHOGO DE GAS
Todos los nuevos BOP hidrulicos son suministrados con adaptadores para
desahogo de gas en los cilindros hidrulicos. Estos son reconocidos por un
pequeo orificio en el cilindro adaptador cerca al cuerpo del BOP (Figura 7-17)
El orificio de desahogo previene que el gas y los fluidos del pozo pasen el
sello del O-Ring del eje y contaminen el sistema hidrulico. Los fluidos del
pozo que sobrepasan el cilindro tienen un doble efecto.
El fluido a la presin del pozo llega al sistema hidrulico y puede emigrar de
regreso a la bomba a travs de la manguera hidrulica. La bomba y la
manguera no tienen la especificacin para altas presiones y pueden
romperse
El gas que entra en el fluido hidrulico puede expandir el fluido y ocasionar
que el BOP se abra. Los fluidos de pozos de alta presin tambin pueden
ocasionar que el BOP abra.
Orificio de Desahogo
BOP hidrulico sencillo con cilindros para desahogo de gas
FIGURA 7-17
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 20
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.8
BOP DE ELMAR - PROCEDIMIENTOS PARA PRUEBA DE LA VLVULA DE
CHEQUEO Y EJE (BOP DOBLE)
NOTA: Este procedimiento se refiere al diagrama de vlvulas anexado ( Figura
7-16).
1.9
1.
Abra las vlvulas A, B, C, D y E y las uniones X y Y asegurndose que los
tapones superior, inferior y de desahogo estn en su sitio. Pruebe por
presin hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue
hasta cero.
2.
Cierre la vlvula B y retire el tapn de desahogo. Pruebe por presin
hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue hasta cero.
3.
Cierre la vlvulas A, D y E. Abra las vlvulas B y C. Pruebe por presin
hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue hasta cero.
4.
Cierre la vlvula C y abra la vlvula E. Pruebe por presin hasta 15,000
psi Presin de Prueba por 5 minutos. Desahogue hasta cero.
PROCEDIMIENTO DE PRUEBA PARA EL BRAZO DE SELLO E IGUALADOR
DE PRESION
1.
Introduzca una varilla de prueba y cierre los brazos de sello superior e
inferior. Cierre las vlvulas C y E. Abra la vlvula D. Pruebe por presin
hasta 10,000 psi Presin de Trabajo a travs de la entrada X.
Ninguna fuga es aceptable.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 21
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.10
BOP DE ELMAR - PROCEDIMIENTOS PARA PRUEBA DE CHEQUEO DE LA
VALVULA Y DEL EJE (BOP TRIPLE)
Nota: Este procedimiento se refiere al diagrama de vlvulas anexado (Figura 715).
1.11
1.
Abra las vlvulas A, B, C, D, E y F y las uniones X y Y, asegurndose que
los tapones superior, inferior y de desahogo estn en su sitio. Pruebe por
presin hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue
hasta cero.
2.
Cierre la vlvula B y retire el tapn de desahogo. Pruebe por presin
hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue hasta cero.
3.
Cierre las vlvulas A, D, E y F. Abra las vlvulas B y C. Pruebe por
presin hasta 15,000 psi Presin de Prueba por 5 minutos. Desahogue
hasta cero.
4.
Cierre la vlvula C y abra la vlvula F. Pruebe por presin hasta 15,000
psi Presin de Prueba por 5 minutos. Desahogue hasta cero.
PROCEDIMIENTOS PARA PRUEBA DEL SELLO DE LOS BRAZOS DE
SELLO E IGUALADOR DE PRESION
1.
Introduzca la varilla de prueba y cierre los brazos de sello superior e
inferior (invertidos). Cierre las vlvulas C, D y F. Abra la vlvula E.
Pruebe por presin hasta 10,000 psi Presin de Trabajo a travs de la
entrada X por 5 minutos. Desahogue hasta cero.
2.
Cierre los brazos intermedios y abra los brazos superiores. Pruebe por
presin hasta 10,000 psi Presin de Trabajo a travs de la entrada X por 5
minutos. Desahogue hasta cero.
Ninguna fuga es aceptable.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 22
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.12
PRUEBA DE PRESION DEL BOP
Los BOP son probados por presin en la localizacin del pozo antes de un
trabajo y en el taller trimestralmente o despus de cada mantenimiento.
Si una prueba es conducida hasta la Presin de Prueba total, los brazos deben
ser abiertos para prevenir dao innecesario al sello de los brazos. Probar con
los brazos cerrados no debe ser efectuado por encima de la Presin de Trabajo
especificada del BOP. Es aconsejado cerrar los brazos sobre una varilla slida
para pruebas del tamao adecuado en vez de utilizar el cable de armadura.
Cuando se cierra sobre un cable de armadura ranurada, el sello de caucho
penetra los vacos de los alambres de la armadura. No toda la deformacin del
caucho es reversible y los brazos de sello perdern su capacidad de sellar en
una seccin diferente del cable. De todas maneras los cables nuevos a menudo
fugan debido a que el fluido pasa a travs de los espacios de los alambres de la
armadura interna y externa y da la impresin que los brazos no estn sellando
adecuadamente.
Las varillas de prueba para el BOP (Figura 7-18) no deben ser fabricadas
localmente y deben tener ciertas caractersticas de diseo, por ejemplo:
La varilla tiene una manilla para introducirla y sacarla del BOP. Una pieza
atravesada es anexada para prevenir que la varilla sea lanzada a travs del
BOP durante una prueba de alta presin
La superficie de sello es suave y torneada para emparejar el dimetro del
cable que se va a utilizar
Una lmina es enroscada en la parte inferior de la varilla, resguardada por
una tuerca enroscada directamente debajo. La lmina debe ser ubicada
justamente debajo de los brazos de sello durante una prueba de presin para
prevenir que la varilla sea lanzada fuera. Una presin de prueba de 3000 psi
en un BOP adaptado con brazos para un cable de 15/32 ejerce una fuerza
de 5,000 libras sobre la varilla de prueba.
Manilla para transporte
Barra transversal
Diseo de Varilla para Prueba del BOP
Soldadura
FIGURA 7-18
Enero de 1998 Revisin:
1
Varilla de Prueba con un
dimetro especfico
Derechos de Autor 1998 Elmar
Seccin 7 - Pgina 23
ESCUELA DE PRESION
1.13
MANTENIMIENTO DEL BOP
Los BOP necesitan un mantenimiento cuidadoso para que trabajen
adecuadamente.
Servicio Nivel 1 - para ser efectuado despus de cada trabajo
1.
Lvelo.
2.
Inspeccin inicial - retire los brazos de sello y los cilindros
Tuerca de seguro
- inspeccione todos los sellos y las superficies de sello
- retire
Parte inferior de
Varillalas vlvulas e inspeccinelas.
Arandela con rosca
de Prueba (con roscas)
3.
Lubrique con grasa y vulvalo a ensamblar.
4.
Pruebe por funcionamiento y presin a la Presin del Trabajo.
5.
Chequee los dispositivos para levantamiento y registre el tipo y fecha de la
ltima certificacin.
Servicio Nivel 2 - para ser efectuado una vez por ao
1.
Efecte el procedimiento del servicio nivel 1.
2.
Reemplace todos los O-Ring, inspeccione todos los componentes y
superficies de sello por corrosin o daos en cualquier parte. Ponga
particular atencin a las superficies debajo de los brazos de sello.
3.
Vuelva a ensamblar el BOP y pruebe por presin hasta la Presin de
Trabajo.
4.
Una tercera persona o agencia externa debe presenciar la prueba de
presin y la prueba de funcionamiento.
Servicio Nivel 3 - para ser efectuada cada 5 aos
1.
Efecte los procedimientos de servicio niveles 1 y 2.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 24
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.
Desensamble el BOP hasta sus partes componentes desechando todos los
O-Ring / anillos de retencin.
3.
Efecte una inspeccin de todas las partes por partculas magnticas.
4.
Vuelva a ensamblar utilizando un conjunto de sellos y todas las partes
necesarias nuevas.
5.
Efecte una prueba de presin y funcionamiento hasta la Presin de
Prueba donde sea aplicable.
6.
Una tercera persona o consultor externo debe verificar la prueba e
inspeccin, y efectuar la certificacin de levantamiento y certificado de
conformidad.
Es muy importante mantener el BOP limpio y engrasado debido a que las
qumicas del lodo y del pozo pueden, con el tiempo, ocasionar cierta cantidad
de corrosin en la parte interna del cuerpo. La corrosin y escamas resultantes
pueden prevenir un buen sello a altas presiones y por lo menos harn que sea
muy difcil el cierre de los brazos de sello.
Los BOP de Elmar pueden ser adquiridos con una cobertura interna tipo Tefln,
compuesto llamado Everslick, para prevenir dicha corrosin interna. Esto
extiende considerablemente la vida de servicio del BOP.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 25
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
1.14
TRANSPORTE
Los BOP deben siempre ser transportados, ensamblados y desensamblados,
con los ejes de los brazos de sello enroscados dentro del cuerpo y las manillas
removidas. Esto prevendr que los ejes sean doblados debido a un mal manejo
del BOP.
Tambin, siempre que sea posible, el BOP debe ser encerrado en una caja
protectora durante la utilizacin y transporte y almacenado en la estructura de
transporte cuando no es utilizado. (Figura 7-19).
FIGURA 7-19
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 26
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.0
LUBRICADORES
Los lubricadores tambin conocidos como risers (levantadores) son
simplemente una serie de longitudes de tubos inter-conectados, el propsito de
los cuales es proporcionar un espacio para que la herramienta pueda ser
contenida bajo presin, cuando se abre y se cierra el pozo. La longitud del
lubricador es calculada para que sea tan larga como la sarta de herramientas
ms cualquier peso adicional, centralizadores, etc. necesarios para el trabajo.
El dimetro interno del lubricador debe ser de 0.15 a 0.25 mayor que el
dimetro externo de la herramienta ms grande corrida.
Los tubos del lubricador pueden ser suministrados en longitudes de 4, 5, 8 y 10
pies. Cada tubo de lubricador viene suministrado con uniones rpidas para alta
presin. Las uniones rpidas tambin pueden estar enroscadas al tubo,
soldadas al tubo, o ser parte integral del cuerpo del lubricador.
Algunos lubricadores tiene orificios para permitir que se anexen mangueras de
drenaje y medidores de presin.
Algunos lubricadores pueden ser ordenados con un dispositivo colgador que
permite que el cuello sea mantenido alejado del macho durante el ensamblaje
vertical del lubricador (Figura 7-20).
Elmar RECOMIENDA ALTAMENTE la utilizacin de lubricadores integrales en
vez de los tipos con roscas o soldados para eliminar sellos innecesarios o
posibles fallas de soldaduras en el equipo para control de presin. Los
lubricadores con orificios no son recomendados debido a la posibilidad de
romper un adaptador que sobresalga.
Los sellos son fabricados con elastmeros de diversos compuestos,
dependiendo de la temperatura de operacin y de los fluidos del pozo. Sellos
especiales deben ser utilizados para las condiciones del rtico, para fluidos muy
corrosivos (alto H2S, CO2), o para operaciones de inyeccin de vapor.
2.1
UNIONES RAPIDAS
Las vlvulas para cables de registros y otros componentes de la sarta del WHE
estn conectadas unas a otras con uniones. Las uniones rpidas son auto
alineadas debido al perfil de la caja y de la seccin macho (Figura 7-21). El
sello es efectuado por un O-Ring interno en el extremo macho que sella contra
el extremo caja de la unin. (Vea la Figura 9 para mayores detalles sobre las
uniones de alta presin). Los dos extremos son mantenidos juntos por un cuello
que descansa sobre el hombrillo del extremo macho, y enrosca sobre la rosca
externa del extremo caja. Las roscas del tipo ACME son las utilizadas. Con
esta configuracin la conexin enroscada no necesita ser apretada fuertemente
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 27
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
para activar el O-Ring. Los cuellos pueden ser enroscados y desenroscados a
mano fcil y rpidamente si las piezas de empalme estn bien alineadas. No es
necesario utilizar llaves en estas conexiones para enroscarlas fuertemente.
Existen dos familias de uniones rpidas generalmente utilizadas:
Uniones Rpidas Tipo Bowen
Uniones Rpidas Tipo Otis (Flopetrol QU utiliza un diseo similar a Otis).
Las dos familias de uniones no son compatibles. Las uniones de Bowen son
ms compactas, las uniones de Otis son ms fciles de empatar cuando no
estn perfectamente alineadas y por ello son una seleccin preferible. Estas
vienen en tamao estndar, relacionadas al dimetro interno de la conexin y la
especificacin de presin.
La unin tipo Flopetrol QU tiene diferentes rangos de tamaos y tolerancias a
las de Otis. Algunas son compatibles con las uniones rpidas de Otis, algunas
no los son, aunque los tamaos nominales sean los mismos, es ms seguro
asumir que estas no son compatibles para evitar problemas debido a la
concentracin de diversas tolerancias. Estas estn siendo discontinuadas y
solamente son construidas bajo requisicin especial.
El equipo WHE de Elmar es fabricado con conexiones ya sea tipo Bowen u Otis
QU. La unin tipo Flopetrol QU solamente bajo requisicin especial.
Una unin rpida es definida por: (vea la tabla 7-2.1, 7-2.2, 7-2.3).
Su estilo: Bowen u Otis (o Flopetrol)
Su dimetro de rosca ACME en pulgadas
El paso de la rosca en Rosca por Pulgada. Algunas conexiones utilizan
Roscas de Doble Comienzo (DL, algunas veces identificadas como x2)
Su dimetro de sello en pulgadas, hasta milsimas.
Ejemplo:
La conexin Bowen de 5.5 4DL - 4.375 es una conexin de Bowen con una
rosca de 5.5 pulgadas ACME, 4 roscas por pulgada, doble comienzo, con un
dimetro de sello de 4.375 pulgadas. Esta puede ser utilizada para equipo con
dimetro interno de 3 pulgadas con especificacin de 10K psi servicio estndar,
o 5K psi, servicio de H2S.
2.2
OPERACION
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 28
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Antes de utilizar las reas de sello de la unin al igual que las roscas de la
unin y los cuellos deben ser inspeccionados para asegurarse que estn limpios
y libres de corrosin. Los O-Ring de la unin deben estar en buena condicin.
Una pequea cantidad de grasa en estas reas ayuda en el ensamblaje.
Durante el ensamblaje, asegrese que las uniones estn enroscadas a mano
adecuadamente.
Los lubricadores deben ser levantados utilizando una
campana adecuada de levantamiento o una tapa para levantamiento, donde
disponible.
2.3
ALMACENAMIENTO
Los lubricadores deben ser limpiados y con las reas de sello engrasadas para
prevenir corrosin y estar adaptados con protectores de roscas durante el
almacenamiento.
2.4
2.5
INSPECCION Y PRUEBAS
1.
Inspeccione completamente la longitud total del lubricador.
deformaciones, marcas de llaves, reas corrodas
Mire por
2.
Coloque el tapn de prueba adecuado y la tapa de prueba en los extremos
del lubricador y apritelos.
3.
Aplique la presin de prueba al lubricador por 5 minutos.
hasta cero. No se acepta ninguna fuga.
Desahogue
SERVICIO
El servicio rutinario de los lubricadores, es normalmente limitado a lo que ha
sido mencionado previamente. Sin embargo, en el caso de ocurrir una fuga
entre un tubo de lubricador y un adaptador en los ensamblajes de lubricadores
no integrales o entre las partes del empalme de las uniones del lubricador, esto
puede ser debido a O-Rings y/o a las superficies de sello daados y requerir el
reemplazo de las partes defectuosas.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 29
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Lubricador con dispositivo para levantar, orificio para el mltiple y
conexin tipo unin rpida OTIS
FIGURA 7-20
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 30
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Conexiones de unin rpida
FIGURA 7-21
Dimetro del Sello
Tamao de rosca
BOWEN
Dimetro del Sello
Tamao de rosca
OTIS
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 31
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 7-2.1: CONEXIONES DEL TIPO UNION RAPIDA DE BOWEN
ELMAR N
TAMAO DE
ROSCA
TPI
DIAMETRO
DE SELLO
D. I.
NOMINAL
PRESION DE
TRABAJO
SERVICIO
B01
4.75
3.750
3.00
5K
H2S
B02
6.31
4.375
3.00
10K
H2S
B03
6.31
3.750
2.50
15K
H2S
B04
5.50
4x2
4.375
3.00
5K
H2S
B06
7.00
4.375
3.00
15K
H2S
B07
8.25
4x2
6.000
4.00
10K
H2S
B08
7.00
5.250
4.00
5K
H2S
B09
8.25
4x2
6.750
5.50
5K
H2S
B10
9.15
4x2
6.750
5.50
10K
H2S
B11
9.88
4x2
8.000
6.38
5K
H2S
B12
4.75
3.750
3.00
10K
STD
B13
5.50
4x2
4.375
3.00
10K
STD
B14
4.062
3.000
2.00
5K
H2S
B15
10.62
7.500
5.63
10K
H2S
B16
4.50
3.000
2.00
10K
H2S
B17
8.88
4x2
6.500
5.00
10K
STD
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 32
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 7-2.2: CONEXIONES DEL TIPO UNION RAPIDA DE OTIS
ELMAR N
TAMAO DE
ROSCA
O01
O02
O03
O04
O05
O06
O07
O08
O09
O10
O11
O12
O13
O14
O15
O16
017
018
O19
020
5.0
5.75
6.25
6.50
6.50
7.50
8.25
8.38
8.75
9.00
9.50
9.50
11.50
12.00
12.25
5.00
6.50
7.50
6.50
5.00
TPI
DIAMETRO
DE SELLO
D. I.
NOMINAL
PRESION DE
TRABAJO
SERVICIO
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
3.500
4.000
4.000
4.750
5.187
5.500
6.188
5.250
7.500
6.750
6.250
8.000
8.250
10.310
7.000
3.500
4.750
5.500
4.750
3.500
3.00
3.00
2.50
4.00
4.00
3.00
5.00
4.00
6.38
5.00
4.00
6.38
6.38
9.00
5.00
3.00
4.00
4.50
3.00
2.50
5K
10K
15K
10K
5K
15K
5K
10K
5K
10K
15K
5K
10K
5K
15K
5K
5K
10K
10K
15K
STD
H2S
H2S
STD
STD
H2S
H2S
H2S
STD
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 33
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TABLA 7-2.3: CONEXIONES DEL TIPO UNION RAPIDA DE FLOPETROL
ELMAR N
TAMAO DE
ROSCA
F01
F02
F03
F04
F05
F06
F07
F08
F09
F10
F11
F12
F13
F14
F15
F16
F17
5.00
6.50
8.661
5.06
6.375
7.125
5.875
8.625
5.75
6.50
8.661
5.750
5.00
6.50
6.00
8.661
11.023
TPI
DIAMETRO
DE SELLO
D. I.
NOMINAL
PRESION DE
TRABAJO
SERVICIO
4
4
4
4
4
4
4
4
4
4
4
4x2
4
4
4
4
4
3.500
4.750
5.906
3.515
4.515
5.512
4.015
6.035
4.000
4.750
5.906
4.000
3.500
4.750
4.015
5.906
8.661
3.00
4.00
4.50
2.50
3.00
4.50
2.50
4.50
3.00
4.00
4.00
2.50
3.00
3.00
2.50
4.50
6.70
5K
5K
5K
5K
5K
5K
10K
10K
10K
5K
10K
10K
5K
10K
10K
5K
10K
STD
STD
STD
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
H2S
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 34
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.0
ATRAPADOR HIDRAULICO DE HERRAMIENTAS
El atrapador hidrulico de herramientas (Figura 7-22) es suministrado con
diversas especificaciones de presiones de trabajo y para servicio estndar o de
H2S. Las aletas (algunas veces llamadas pernos de pare o lminas) tienen una
ranura mayor que el cable de registro pero menor que la sarta de herramientas.
Estos estn cargados con resorte y son levantados a medida que la herramienta
es levantada a travs de ellos y vuelven a caer tan pronto como la herramienta
est por encima de la trampa. Para abrir la aleta externamente debe ser
aplicada una presin hidrulica. Un pistn abierto es bombeado hacia arriba
dentro del atrapador de herramientas y empuja la aleta a su posicin de abierto.
El bombeo de fluido hidrulico en la parte superior de los dos orificios
hidrulicos empuja el pistn hacia abajo y permite que la aleta caiga hacia atrs
impulsada por un resorte.
El atrapador de herramientas permanece cerrado durante la operacin normal.
Este es abierto nicamente al comienzo del trabajo para permitir que la
herramienta descienda desde los lubricadores hacia dentro del pozo. Este es
cerrado de nuevo una vez que la herramienta se encuentra en el pozo.
Otros tipos de atrapador de herramientas que se encuentran disponibles
incluyen los atrapadores manuales de herramientas (Figura 7-23 y 7-23a) y los
atrapadores de herramientas con indicadores externos.
El tipo con indicador externo es muy beneficioso pues proporciona una
indicacin positiva a la cuadrilla de registros que la herramienta ha pasado por
el atrapador y que el pozo puede ser cerrado.
En los atrapadores manuales de herramientas, la aleta es conectada
directamente a un eje balanceado de presin y una manilla externa. La manilla
acta como indicador. Al levantar la manilla, la aleta retorna a la posicin de
cerrado, con el cable para registros corriendo a travs de su ranura. Cuando la
sarta de herramienta es regresada arriba, esta golpea la lmina empujndola
hacia arriba. La lmina mover la manilla, dando una indicacin externa. La
aleta volver a caer hacia atrs hacia su posicin de cerrado accionada por la
fuerza de un resorte una vez que la parte inferior de la sarta de herramientas
haya pasado.
Elmar ha desarrollado un atrapador hidrulico de herramientas con un indicador
externo. Este opera en el mismo principio que un atrapador manual pero tiene
un activador externo hidrulico para operar la manilla (Figura 7-24).
3.1
OPERACION
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 35
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Antes de utilizar, las reas de sello de la unin conjuntamente con las roscas de
la unin y el collar, deben ser inspeccionados para asegurar que estn limpios y
libres de corrosin. Una pequea cantidad de grasa en estas reas ayuda
durante el ensamblaje.
Los atrapadores de herramientas deben ser probados por funcionamiento antes
de su utilizacin. Asegrese que la aleta regresa a su posicin de cerrado
cuando el pistn se encuentra en posicin de cerrado.
Atrapador manual de herramientas
FIGURA 7-23
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 36
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.2
SERVICIO
Lave el cuerpo interno y externo del atrapador de herramientas. Limpie las
reas de sello de los O-Rings y las roscas de las uniones, inspeccione por
daos. Engrase la roscas y las reas de sello de los O-Ring y lubrquelos.
Chequee el funcionamiento de la aleta y la condicin del resorte para retorno de
la aleta. Engrase el resorte y el pasador de la aleta, reemplace los protectores
de rosca.
3.3
PRUEBA
Vea las Precauciones Generales, Seccin 7,13.0
Vista general de un ensamble de la aleta del atrapador manual de herramientas
FIGURA 7-23a
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 37
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Actuador Hidrulico
Manilla
Aleta
Atrapador de herramientas activado hidrulicamente
FIGURA 7-24
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 38
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.0
SUJETADOR DE HERRAMIENTAS (O SUJETADOR DE LA CABEZA)
El sujetador de herramientas es ubicado por debajo de la vlvula de chequeo
tipo bola y por encima del lubricador.
Su propsito es resguardar de un posible trabajo de pesca en la eventualidad
que la herramienta inadvertidamente sea tensionada contra el extremo superior
del lubricador y el punto dbil sea roto. Cuando el sujetador es activado, este
engancha la cabeza para pesca de la cabeza de cable y sujeta la herramienta
con seguridad dentro de los lubricadores.
Es obligatorio el tener por lo menos un sistema de sujecin atrapador, ya sea el
atrapador de herramientas o el sujetador de herramientas en la sarta de WHE.
4.1
SUJETADOR DE HERRAMIENTAS TIPO BOWEN (estilo viejo)
El sujetador debe ser activado antes que este agarre la cabeza. El sujetador es
activado ya sea:
Automticamente por una presin de 400 psi o mayor del pozo en el
lubricador, o
Hidrulicamente, aplicando una presin externa a travs de una bomba.
Los modelos nuevos tiene agregada una caracterstica que permite que el
sujetador pueda ser abierto bombeando. Esto es utilizado para liberar una
herramienta que ha sido agarrada debido a la presin del pozo antes de su
corrida en el pozo. Las ltimas versiones de sujetador de Bowen tienen dos
lneas hidrulicas: Una para abrir, otra para cerrar.
4.2
SUJETADOR DE HERRAMIENTAS TIPO ELMAR
Durante su uso el sujetador de herramientas de Elmar es normalmente utilizado
sin la presin hidrulica aplicada (Figura 7-25). En esta condicin, el sujetador
de Elmar automticamente agarrara y sostiene el cuello para pesca de una
herramienta que es golpeada contra el sujetador. Para liberar la herramienta,
es aplicada presin hidrulica al sujetador de herramientas, ocasionando que
las cuas se retraigan y suelten la herramienta. Cuando la herramienta ha sido
liberada, la presin hidrulica debe ser desahogada para preparar al sujetador
para agarrar con seguridad cuando sea necesario.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 39
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Este sistema opuesto de los dos sujetadores diferentes es una fuente potencial
de problemas. Uno debe saber que tipo de sujetador tiene conectado en la
sarta.
El tipo de sujetador de herramientas de Elmar tiene ms seguridad de no fallar y
es la versin recomendada.
Los ltimos modelos de sujetadores de herramientas de Elmar estn adaptados
para sujetar diversos tamaos de cabezas para pesca. Estos varan desde 13/16 hasta 2-5/16. Otros modelos estn limitados solamente por el tamao.
Elmar ha aadido a sus mdulos una etiqueta de notificacin.
FIGURA 7-26
NOTIFICACION
CHEQUEE EL SUJETADOR
ANTES DE ENSAMBLAR
BOWEN
AGARRA
CUANDO
PRESURIZADO
ELMAR
SUELTA
CUANDO
PRESURIZADO
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 40
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.3
OPERACION
Antes de utilizar, las reas de sello de las uniones, al igual que las uniones y las
roscas de los cuellos, deben ser inspeccionadas para asegurarse que estn
limpias y libres de corrosin. Una pequea cantidad de grasa en estas reas
ayuda durante el ensamblaje.
Durante el ensamblaje, las uniones deben ser enroscadas apretndolas a mano
y debe ser conectada la lnea hidrulica para operar las cuas del sujetador de
herramientas al conector rpido del cuerpo.
4.4
SERVICIO
Fuga en las diversas conexiones ocasionarn dao a los O-Rings y/o
superficies de sello y requerir el reemplazo de las partes daadas.
Las fallas para sujetar un cuello para pesca pueden ocurrir debido a diversas
razones:
1.
Presin hidrulica aplicada a la conexin rpida, ocasionando que las
cuas se retraigan. Desahogue la presin hidrulica. (Tipo Elmar)
2.
Pistn y/o resortes de la cua rotos. Reemplace las partes daadas.
3.
Daos en el pistn y/o cuas. Reemplace las partes daadas.
4.
Tamao incorrecto de cuas y/o ensamblaje del mandril de cuas para el
tamao del cuello para pesca. Reemplace con el tamao adecuado.
Las fallas para soltar el cuello para pesca puede ocurrir por diversas razones:
1.
Insuficiente presin hidrulica aplicada para soltar las cuas. Incremente
la presin por etapas hasta 3,000 psi..
2.
Prdida de presin hidrulica debido a un pistn / cuerpo daado o
superficies de los O-Rings y/o sellos. Reemplace las partes daadas.
3.
Daos en el pistn y/o ensamblaje de cuas.
daadas.
Enero de 1998 Revisin: 1
Reemplace las partes
Seccin 7 - Pgina 41
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.5
PRUEBA
1.
Ubique el ensamblaje del cuello para pesca dentro del sujetador de
herramientas y asegrese que la cabeza del cuello para pesca ha sido
agarrado por las cuas.
2.
Bombee el ensamblaje de las cuas totalmente abierto utilizando presin
hidrulica y asegrese que el cuello para pesca no pueda atascarse en
las cuas retractadas.
3.
Suelte la presin hidrulica y asegrese que el tiempo necesitado para que
el ensamblaje de la cua regrese no exceda 30 segundos.
4.
Coloque el ensamblaje de cuello para pesca, completo con un peso de una
tonelada, dentro del sujetador de herramientas y suspndalo desde el
sujetador de herramientas. Asegrese que el cuello para pesca no puede
zafarse. Utilizando presin hidrulica, bombee abiertas las cuas y libere
la carga.
5.
Coloque el ensamblaje de cuello para pesca dentro del sujetador de
herramientas y coloque en cada extremo del sujetador de herramientas la
tapa y el tapn para prueba apropiados.
6.
Presurice el ensamblaje hasta la presin de trabajo por 5 minutos.
Utilizando presin hidrulica, bombee abierto el ensamblaje de la cua y
escuche cuidadosamente que el ensamblaje del cuello para pesca es
liberado. Despus pruebe por funcionamiento 3 o 4 veces bajo presin.
7.
Contine la prueba del cuerpo hasta la Presin de Prueba y mantenga por
15 minutos mnimo.
Ninguna cada de presin o fuga es aceptable.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 42
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
5.0
VALVULA DE CHEQUEO TIPO BOLA
La vlvula tipo bola es una pieza absolutamente esencial del equipo en trminos
generales de la seguridad. El equipo para control de presin, sin embargo,
funcionar bajo condiciones normales sin la vlvula de chequeo.
La vlvula tipo bola es ubicada directamente debajo de la cabeza de inyeccin
de grasa (GIH). Su funcin es cerrar automticamente el pozo en la
eventualidad que el cable sea separado de la herramienta y el cable sea
lanzado fuera del pozo. Esta vlvula debe estar en perfectas condiciones para
poder servir su propsito. Usted recuerda que el GIH solamente sella contra
presin si el espacio entre el cable y los tubos de flujo es pequeo. Cuando el
cable es lanzado fuera del pozo, la grasa ya no obtendr un sello y los fluidos
del pozo estarn libres para ser lanzados por la parte superior del GIH.
Las Figuras 7-27a y 7-27b son una representacin esquemtica de una vlvula
tipo bola. Cuando el cable es pasado a travs de la vlvula, la bola es forzada
a un lado y el pistn permanece abajo. Si el cable es retirado, la fuerza del flujo
en la vlvula causa dos efectos. La velocidad del flujo que escapa crea un
diferencial de presin a travs del pistn el cual acta como un estrangulador.
El diferencial de presin empuja el pistn hacia arriba y este a su vez empuja la
bola hacia arriba y adentro para sellar en el asiento de la bola. Esto detiene con
efectividad todo fluido del pozo. La presin del pozo mantiene la bola asentada
y es removida la fuerza que acta sobre el pistn. Un peligro potencial de la
vlvula tipo bola descrita es que si el pozo tiene un incremento repentino de
presin, el pistn puede ser empujado hacia arriba, levantando la bola y
daando el cable. Las vlvulas de chequeo tipo bola de Elmar tienen un diseo
diferente y no tienen un pistn que pueda crear este problema; tambin existen
disponibles con bolas de cermica para mejorar el sello a presiones bajas.
Cable
Bola
Anillo de Sello
Pistn
Presin
del Pozo
Versin simplificada de una vlvula de chequeo tipo bola
FIGURA 7-27a
FIGURA 7-27b
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 43
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La envoltura de la vlvula de chequeo est diseada para que la bola sea
mantenida alejada del cable durante las operaciones normales pero es
desasentada y forzada hacia arriba por la velocidad del fluido que escapa.
Entre mayor sea la presin del pozo, mayor ser el sello.
Para reducir la longitud general del equipo, la vlvula de chequeo tipo bola
puede ser integrada con el sujetador hidrulico de herramientas o el adaptador
inferior de la cabeza de inyeccin de grasa (Figura 7-28).
5.1
OPERACION
Antes de utilizar, las reas de sello, las roscas y los O-Rings deben ser
inspeccionados para asegurarse que se encuentran limpios, libres de corrosin
y en buena condicin. Una pequea cantidad de grasa en las reas de sello
ayudar en el ensamblaje.
Durante el ensamblaje, asegrese que las
conexiones son enroscadas apretadas.
La vlvula de chequeo tipo bola tiene una operacin automtica. Solamente es
necesario asegurarse que la bola est libre para moverse y que la bola, su
asiento y el O-Ring estn en buena condicin.
5.2
PRUEBA
Para probar el ensamblaje, una tapa apropiada para prueba debe ser adaptada
al extremo unin y un adaptador apropiado en el otro extremo. Este adaptador
debe estar equipado con una vlvula tipo bola o tipo aguja con una
especificacin de presin adecuada, y conectada a una lnea de desahogo.
Con la vlvula cerrada, aplique 1000 psi de Presin de Prueba. Al abrir la
vlvula, la vlvula de chequeo tipo bola debe cerrar. Esto puede ser detectado
por un desahogo inicial de presin a travs de la lnea de desahogo, seguido
por un sello de la vlvula de chequeo tipo bola, sin que desahogue ms presin.
Al terminar la prueba de funcionamiento, el ensamblaje debe ser probado por
presin hasta la Presin de Prueba por 5 minutos, despus desahogado hasta
cero. Ninguna fuga es aceptable.
5.3
SERVICIO
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 44
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
El servicio es limitado a la inspeccin de los O-Rings, las superficies de sello, la
bola y el asiento de la bola para asegurarse que estn limpios, libres de
corrosin, y en buena condicin, como previamente ha sido indicado.
Reemplace cualquier bola que ensee cualquier tipo de dao incluyendo
pequeas rasgaduras.
6.0
TUBO DE FLUJO PARA SELLO DE GRASA
Esta parte del equipo permite controlar la presin del pozo mientras que permite
el libre movimiento del cable. El sello de presin es mantenido por una grasa
espesa, viscosa, la cual es bombeada en el pequeo espacio anular entre el
cable y los tubos de flujo. La Figura 7-29a es un diagrama simplificado de un
cable pasando a travs de un tubo de flujo para sello de grasa. El espacio
anular entre el cable y la pared interna del tubo es muy pequeo, por ejemplo en
el orden de 0.004 de diferencia en dimetro. Una bomba externa proporciona
la grasa presurizada hacia el orificio en el centro del tubo. Si existiera una
presin cero en el pozo, la grasa fluira hacia abajo y hacia afuera en el extremo
del tubo inferior, mientras que la presin del pozo mantiene la grasa en el tubo y
esta fluye hacia arriba para salir a travs del orificio en el extremo superior del
tubo. En la practica, pequeas cantidades de grasa son perdidas en ambos
extremos, particularmente cuando el cable est en movimiento, pero los fluidos
del pozo son contaminados.
Los tubos de flujo son capaces de sellar contra la presin del pozo debido a la
resistencia que ejerce un flujo de un fluido viscoso al pasar a travs de una
restriccin.
Sin embargo, las mecnicas del fluido que gobiernan las
caractersticas de dichas grasas estn fuera del alcance de este curso. Es
suficiente decir que la grasa en el tubo es capaz de soportar un gradiente de
presin P/L el cual es en exceso de aquella que puede ser desarrollada por los
fluidos del pozo, asumiendo que la diferencia entre el dimetro externo del cable
y el dimetro interno del tubo es pequeo (Figura 7-29b).
7.0
CABEZA DE INYECCION DE GRASA (TUBOS DE FLUJO TIPOS SOLIDO Y
CONCENTRICO)
La cabeza de inyeccin de grasa consiste de un conjunto de grasa y tubos de
flujo y una caja de empaque. Existen dos tipos de cabeza de inyeccin de grasa
utilizados comnmente. Ambos tipos efectan el mismo trabajo y funcionan de
la misma manera pero tienen una construccin diferente. El tipo de tubos de
flujo slidos son ms largos (24) que los concntricos y vienen en una pieza
con insertos pequeos de carburo de tungsteno en ambos extremos (Figura 730). El tipo concntrico tiene una camisa externa al tubo de flujo y un tubo
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 45
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
interno conocido como el tubo de flujo el cual es ligeramente ms largo (14) y
encaja en los acoples del GIH (Figura 7-32).
7.1
TUBOS DE FLUJO PARA SELLO DE GRASA
Los tubos deben ser emparejados al tamao del cable que se utiliza, teniendo
en consideracin cualquier desgaste del cable. En consecuencia, existe una
seleccin de tubos para el tamao nominal del cable (Tabla 7-7.1). El
supervisor debe decidir que tamao de tubo de flujo es el ms apropiado para el
cable. Por ejemplo, un cable completamente nuevo de 7/32 probablemente
requiere tubos para flujo de grasa que tengan un dimetro interno de .226.
Despus de los primeros 5 o 10 trabajos el cable estira y desgasta levemente.
El cable entonces puede pasar a travs de tubos de flujo de .222. A medida
que el cable se aproxima al final de su vida til, la armadura externa puede estar
muy desgastada y plana y tubos de .219 pueden ser utilizados.
El dimetro interno del tubo de flujo debe ser seleccionado para que tenga
desde 0.002 hasta 0.008 de espacio con el dimetro externo del cable. Los
cables deben ser corridos completamente a travs de un tubo de flujo o de un
dimetro igual o menor antes de su operacin en el primer pozo.
Es muy importante utilizar la cantidad adecuada de tubos de flujo al igual que el
tamao adecuado. Un solo tubo de flujo del tamao adecuado puede soportar
aproximadamente 2000 psi, a continuacin se presenta una tabla de la cantidad
sugerida, recuerde que es ms seguro tener demasiado que no suficiente.
Presin del Pozo
Tipo
0-5,000 psi
0-5,000 psi
5-10,000 psi
5-10,000 psi
10-15,000 psi
10-15,000 psi
Lquido
Gas
Lquido
Gas
Lquido
Gas
Cantidad de Tubos de Flujo
(tipo concntrico)
3
4
5
5-6
6
6 o ms
Para trabajos de gas con alta presin puede ser necesario utilizar ms de un
punto de inyeccin de grasa para mantener el sello y lubricar el cable para
registros.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 46
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
PRECAUCION
Si el cable no es cortado regularmente, los alambres de la
armadura externa se aplanan y tubos ms pequeos pueden ser
utilizados. Sin embargo, si es registrado un pozo ligeramente ms
profundo de lo normal, o por decir 1,000 pies de cable han sido
cortados por cualquier razn, cable nuevo sale del carrete hacia el
pozo a medida que la herramienta se acerca al fondo del pozo. Existe
la probabilidad que la tensin sea insuficiente para reducir el dimetro
y permitir que el cable pase a travs de los tubos de grasa apretados
el resultado es que el cable no pasar a travs de los tubos y el trabajo
no puede ser terminado. Esto puede ser embarazoso para una
cuadrilla experimentada. Recuerde, el dimetro del cable debe ser
consistente en toda su longitud.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 47
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Cable de Registros
Caja de Empaque
Retorno de Grasa de Alta Presin
Acoplador
Inserto
Inyeccin de Grasa
Explicacin de como mantener un sello de grasa
con un cable pasando a travs de un tubo de flujo
FIGURA 7-29a
Presin de Inyeccin
Presin del Pozo
Presin Atmosfrica
Grasa Fuera
(a Presin Atmosfrica)
Longitud del Tubo
Grasa Adentro (a 1.2
Presin de Inyeccion0
Tubo de Flujo
Tubo de Flujo
Al Pozo
Empaque
(a Presin P del Pozo)
Gradiente de presin en un tubo de grasa
FIGURA 7-29b
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 48
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
ENSAMBLAJE GIH 3SWS 0.222" DE 10K PARA H2S
Longitud
General
88
FIGURA 7-30
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 49
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
ENSAMBLAJE GIH 3SWS 0.222" DE 10K PARA H2S
OBJ
PARTE No.
CTD
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
L971790
L-971820
L-971480
L-972150
L-972200
L-972250
L-971800
L-972350
L-974399
L-241100
L-870240
L-873540
L-870390
L-873610
L-973860
L-870250
L-415901
L-212000
L-585200
L-202600
L-580900
L-740410
L-300100
L-505590
L-520100
L-870170
L-972320
1.00
1.00
1.00
1.00
1.00
1.00
1.00
3.00
1.00
2.00
1.00
1.00
1.00
1.00
1.00
12.00
1.00
1.00
1.00
4.00
2.00
1.00
2.00
1.00
1.00
1.00
1.00
DESCRPCION
Tuerca de Empaque
Pistn
Resorte
Glndula
Caucho para Lnea
Asiento de Bronce
Limpiador de Lnea
Ensamblaje de Tubo de Flujo
Acople
Tapn Hexagonal
O-Ring
Anillo de Retencin
O-Ring
Anillo de Retencin
Acople
O-Ring
Ensamblaje de Manguera
Codo
Niple QC
Niple M-Hex
Conector Huber QC
T
Codo Macho
Vlvula de Chequeo
Vlvula de Desahogo
O-Ring
Cuerpo de Insercin
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 50
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
ENSAMBLAJE DE MULTIPLE PARA VALVULA DE CHEQUEO DE 10K WP
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 51
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
7.2
INSERTOS
Los tubos de grasa y de flujo son torneados a una tolerancia muy pequea. El
cable de armadura que pasa a travs de los tubos obviamente tiene una
tendencia de desgastar y agrandar los tubos. Para evitar que esto ocurra son
colocados inserciones de carburo de tungsteno en cada extremo del tubo tipo
slido. Estos tambin son emparejados al tamao del cable. (Figura 7-31)
O-Rings
Tubo de Flujo
Tornillos de Retencin
del Inserto
Inserto del Tubo de Flujo
(Note posicin de Cojinetes)
Detalle del Tubo de Flujo de SWS
FIGURA 7-31
La funcin del inserto es centralizar el cable en el tubo para evitar que el tubo
sea expuesto a excesivo desgaste. No es bueno usar insertos del tamao
adecuado en un tubo de muy grande y esperar que el tubo mantenga un sello
de grasa eficiente. El sello es efectuado en la longitud del tubo y no en el
inserto. Una vez que el tubo est demasiado desgastado, este debe ser
desechado.
Sin embargo, chequeo frecuente de los insertos y reemplazo regular prevendr
que los tubos se desgasten y se prolonga considerablemente su vida til.
NOTA: Los insertos son colocados en el tubo con el borde en pendiente
mirando hacia afuera y son sujetados en posicin por dos tornillos.
7.3
MEDICION DEL CABLE
Recuerde medir el cable con un micrmetro en el extremo externo del carrete, a
mitad de camino y a profundidad total del pozo. Registre las mediciones en el
libro de registro del cable, esto ayuda a seleccionar el tubo de flujo adecuado.
El dimetro externo del cable debe ser medido desde dos direcciones en la
eventualidad que el cable no sea redondo.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 52
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TAMAO DEL
CABLE
TAMAO DEL
HUECO
0.177"
0.181"
0.184"
0.188"
NUMERO DEL
ENSAMBLAJE
L-977979
L-977980
L-977981
L-974492
INSERTO *
PARTE No.
L-977930
L-977931
L-977932
L-974490
0.204"
0.207"
0.211"
0.214"
L-977982
L-977983
L-977984
L-977985
L-976651
L-977933
L-977934
L-977935
1-22
7/32"
0.211"
0.214"
0.219"
0.222"
0.224"
0.226"
L-977984
L-977985
L-974376
L-972350
L-977986
L-972700
L-977934
L-977935
L-977936
L-972360
L-977929
L-972710
2-23
15/64"
0.230"
0.233"
0.237"
0.240"
L-977987
L-974506
L-975058
L-976662
L-977937
L-977938
L-975059
L-976663
1-25
9/32"
0.262"
L-977988
L-977939
1-32
5/16"
0.319"
0.326"
0.332"
L-976264
L-976263
L-975143
L-975835
L-977940
L-977941
1-33
0.332"
0.339"
L-975143
L-977990
L-977941
L-977942
7-38
3/8"
0.377"
0.386"
L-977991
L-977992
L-977943
L-977944
0.386"
0.393"
0.399"
0.405"
0.411"
L-977992
L-977993
L-977994
L-977995
L-977996
L-977944
L-977945
L-977946
L-977947
L-977948
0.462"
0.468"
0.474"
0.480"
L-977997
L-977998
L-977999
L-976293
1-18
3/16"
1-20
7-39
7/16"
7-46
15/32"
7.4
L-977949
L-977950
L-977951
L-976297
*2 requeridos de c/u
TABLE 7-7.1: Opciones de Tubos de Flujo del tipo slido
CABEZA DE INYECCION DE GRASA CON TUBOS DE FLUJO
CONCENTRICOS
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 53
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La GIH concntrica es ensamblada con tubos de flujo y camisas de tubo de flujo
(Figura 7-32). El tubo de flujo es ligeramente ms largo que la camisa y es
sellado con un O-Ring en ambos extremos de los adaptadores del GIH. La
camisa del tubo de flujo encaja sobre el tubo de flujo y tambin es sellado por un
O-Ring en los acoplamientos. Los tubos de flujo del tipo concntrico trabajan
exactamente de la misma manera que los tubos de flujo slidos discutidos
anteriormente en esta seccin. Con este diseo es posible cambiar el tubo de
flujo interno ms a menudo, manteniendo entonces un espaciamiento ptimo.
Las tablas 7-8.1 y 7-8.2 dan los datos de dimensiones y las tolerancias de
desgaste para los tubos de flujo concntricos.
7.5
VALVULA DE CHEQUEO
En la eventualidad de una prdida del sello de grasa, el fluido del pozo podra
invadir los tubos de flujo y a travs de la lnea de inyeccin de grasa alcanzar la
bomba de grasa. Esta situacin es un peligro potencial catastrfico. Para evitar
esto, una vlvula de chequeo debe ser instalada en el extremo de la manguera
de grasa. Asegrese que est instalada adecuadamente con la flecha mirando
alejndose de la manguera.
8.0
OPERACION (Esto aplica a ambos tipos de GIH)
Antes de utilizar, las reas de sello, las roscas y los sellos de los O-Rings deben
ser inspeccionados para asegurarse que estn limpios, libres de corrosin y en
buena condicin. Una pequea cantidad de grasa en estas reas ayuda en el
ensamblaje.
La cabeza de inyeccin de grasa debe ser ensamblada en el taladro, con la
lnea de abastecimiento de grasa conectada en la conexin Huber inferior, la
lnea de retorno de grasa conectada a la conexin Huber superior y la lnea
hidrulica para la operacin de la caja de empaque conectada a un conector
rpido en la Tuerca de Empaque de la Cabeza de Inyeccin de Grasa.
Durante la utilizacin, debe ser mantenido un flujo suficiente de grasa a travs
de los tubos de flujo, por medio del abastecimiento de grasa y las lneas de
retorno. Para operar la caja de empaque, una presin hidrulica debe ser
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 54
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
aplicada a la lnea de la caja de empaque, la cual ocasiona que el caucho en
lnea sea comprimido alrededor del cable.
8.1
PRUEBA
Para probar la cabeza de inyeccin de grasa, una varilla de prueba del tamao
adecuado debe ser introducida dentro del rea de empaque del ensamblaje. Es
importante que la varilla de prueba utilizada tenga un dimetro mayor en un
extremo y que este extremo encaje por debajo del cojinete de la caja de
empaque, de esta manera la varilla de prueba no pueda ser lanzada a travs del
sello de la caja de empaque.
La conexin de la lnea de retorno de grasa debe ser taponada y los tubos de
flujo, las camisas y los bloques de conexin ensamblados. Un adaptador
adecuado debe ser colocado en la parte inferior del ensamblaje.
Con la presin hidrulica conectada a la conexin de la caja de empaque,
aplique la presin de prueba al ensamblaje por 5 minutos. Desahogue hasta
cero. Ninguna fuga es aceptable.
8.2
SERVICIO
Los insertos en los tubos de flujo slidos deben ser chequeados mensualmente
por desgaste y ser reemplazados cuando cualquier seal de desgaste sea
aparente. Asegrese de reemplazarlos con los insertos del tamao adecuado
para los tubos de flujo utilizados.
Los tubos de flujo deben ser chequeados trimestralmente por desgaste interno.
Esto es difcil de efectuar y puede ser intentado con medidores cilndricos cortos
en el extremo de una varilla de 25.
Como un pequeo espacio es esencial entre el DI del tubo y el DE del cable
para registros para una operacin adecuada, el tubo de flujo debe ser
reemplazado si es detectado desgaste interno. Con el diseo concntrico es
ms barato reemplazar el tubo completo.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 55
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TAMAO NOMINAL DEL
CABLE
- PULGADAS 1/8
3/16
7/32
1/4
9/32
5/16
3/8
7/16
15/32
17/32
USE PARA EL RANGO DEL
TAMAO ACTUAL DEL
CABLE (PROMEDIO)
- PULGADAS .124 - .125
.127 - .129
.174 - .176
.177 - .180
.181 - .183
.184 - .186
.188 - .190
.192 - .193
.194 - 1.96
.195 - 1.98
.199 - .201
.201 - .205
.206 - .208
.211 - .213
.214 - .216
.216 - .219
.219 - .221
.222 - .225
.224 - .228
.227 - .229
.231 - .233
.242 - .245
.251 - .253
.262 - .264
.290 - .292
.300 - .303
.307 - 3.09
.310 - .312
.311 - .313
.315 - .318
.321 - .323
.327 - .329
.332 - .334
.360 - .363
.368 - .370
.379 - .381
.394 - .396
.398 - .401
.406 - .408
.410 - .413
.417 - .420
.425 - .430
.462 - .464
.524 - .526
MAXIMO D.I. DEL TUBO
INCLUYENDO DESGASTE - NO
USE CUANDO MAYOR DE
- PULGADAS .134
.137
.184
.187
.191
.194
.198
.202
.204
.205
.209
.211
.216
.221
.224
.226
.229
.232
.234
.237
.241
.252
.256
.274
.302
.312
.319
.322
.323
.327
.333
.339
.344
.372
.380
.391
.406
.410
.418
.422
.429
.437
.477
.539
Seleccin de Tubos de Flujo para Cabeza de Control de Inyeccin de Grasa / Aceite y
Datos de Desgaste para el tipo concntrico - TABLA 7-8.1
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 56
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
TUBOS DE FLUJO TIPO CONCENTRICO
TAMAO NOMINAL DEL
CABLE PULGADAS
TAMAO ACTUAL
DEL CABLE
CALIBRE ACTUAL
DEL TUBO
1/8"
.124-.125
.127-.129
.174-.176
.177-.180
.181-.183
.184-.186
.188-.190
.192-.193
.194-.196
.195-.198
.199-.201
.201-.205
.206-.208
.211-.213
.214-.216
.216-.219
.219-.221
.222-.225
.224-.228
.227-.229
.231-.233
.234-.236
.237-.240
.242-.245
.251-.253
.262-.264
.290-.292
.300-.303
.307-.309
.310-.312
.311-.313
.315-.318
.321-.323
.327-.329
.332-.334
.360-.363
.368-.370
.379-.381
.394-.396
.398-.401
.406-.408
.410-.413
.417-.420
.425-.430
.462-.464
.524-.526
.127-.129
.129-.131
.176-.178
.182-.184
.185-.187
.188-.190
.192-.194
.195-.197
.198-.200
.200-.202
.203-.205
.207-.209
.210-.212
.215-.217
.218-.220
.221-.223
.223-.225
.227-.229
.230-.232
.231-.233
.235-.237
.238-.240
.242-.244
.247-.249
.255-.257
.266-.268
.294-.296
.305-.307
.311-.313
.314-.316
.315-.317
.320-.322
.325-.327
.331-.333
.336-.338
.365-.367
.372-.374
.383-.385
.398-.400
.403-.405
.410-.412
.415-.417
.422-.424
.432-.434
.466-.468
.528-.530
3/16"
7/32"
1/4"
9/32"
5/16"
3/8"
7/16"
15/32"
17/32"
TABLE 7-8.2:
NUMERO DE PARTE
ELMAR
L-976184
L-974570
L-972380
L-974571
L-976696
L-976650
L-977163
L-977167
.
L-975439
L-975440
L-974572
L-974538
L-972370
L-972680
L-978002
L-977887
L-977899
L-977315
L-974573
L-974507
L-976938
L-976538
L-976539
L-976258
L-976605
L-976606
L-976607
Seleccin y nmeros de parte de los tubos de flujo
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 57
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
9.0
CAJA DE EMPAQUE
La segunda parte del equipo para sello de grasa GIH es la caja de empaque
(tambin llamada empaque) la cual est ubicada inmediatamente encima de los
tubos de grasa. Esta es utilizada para sellar alrededor del cable en una
emergencia o cuando el cable se encuentra esttico por un largo perodo de
tiempo. El dispositivo permanece abierto durante la operacin normal.
PRECAUCION Este empaque no est diseado para ser utilizado como un
limpiador de lnea. Cuando el empaque es cerrado, el cable no est libre para
ser movido. Es posible que los cauchos sujeten el cable lo suficientemente
apretado para que el cable se rompa si suficiente tensin es aplicada.
Alternativamente, las armaduras externas pueden ser apretadas y deformadas,
la forma del cable puede ser daada y eventualmente los alambres de la
armadura se desgastarn y rompern o quedarn atrapados en los tubos de
flujo.
El empaque del GIH consiste de un elemento de caucho el cual encaja
alrededor del cable y es montado debajo un pistn cargado con resorte. La
posicin abierta es enseada en (Figura 7- 33a). El empaque de caucho encaja
ligeramente alrededor del cable y presenta poca resistencia al movimiento del
cable.
Para cerrar el empaque (Figura 7-33b), fluido hidrulico es bombeado a una
cmara encima del pistn. El pistn es empujado hacia abajo contra la fuerza
del resorte y presiona el elemento de caucho. Cuando la presin hidrulica es
desahogada, el resorte empuja al pistn hacia arriba y el caucho se expande
para liberar al cable.
Note el cuerpo del inserto (objeto 27 en la Figura 7-30). Su funcin es mantener
el cable en el DE adecuado y evitar que el cable sea abierto. Esto puede ocurrir
sin el inserto si el cable es tensionado a travs del caucho parcialmente
cerrado.
Las cajas de empaque se encuentran disponibles en especificaciones de
servicio de 5K,10K y 15K con una mxima especificacin de presin hidrulica
de 6,250 psi. Las cajas de empaque de 15K psi tienen generalmente un doble
empaque. La Presin de Prueba para la caja de empaque depende de la
especificacin de WP, ya sea 1.5 veces WP para 10K y 15K, o 2 veces para 5K
psi. La Presin de Prueba solamente puede ser aplicada cuando se utiliza un
inserto falso, nmero de parte L-972410, de otra manera pruebe hasta la
presin de trabajo nicamente.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 58
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
9.1
SERVICIO
Fugas a travs de la caja de empaque ocurrirn si no es aplicada suficiente
presin hidrulica para comprimir adecuadamente el caucho sobre el cable y
hacer que selle alrededor de los alambres, o si el caucho para el cable est
excesivamente desgastado despus de un perodo de utilizacin. Si al
incrementar la presin hidrulica aplicada no ocasiona un sello, la cabeza de
inyeccin de grasa debe ser desmantelada y el caucho para el cable cambiado.
Fugas en diversas conexiones pueden ser ocasionadas por O-Rings y/o
superficies de sello daados y requerirn reemplazo de las partes daadas.
La fuga de fluido hidrulico en el rea de la tuerca de empaque de la cabeza de
inyeccin de grasa ocasionar daos al pistn o a los O-Rings de la tuerca de
empaque, al anillo de retencin, y/o a las reas de sello y requerir el
reemplazo de las partes daadas.
Desgaste excesivo de los tubos de flujo ocasionar dificultad para obtener el
sello de grasa en el ensamblaje y requerir el reemplazo de las partes daadas.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 59
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
CAJA DE EMPAQUE
Orificio Hidrulico
Empaque del GIH en posicin Abierto.
El cable para registros libre para moverse
FIGURA 7-33a
Entrada de Fluido
Hidrulico
Empaque del GIH en posicin cerrado.
El elemento de caucho aprisiona el cable
FIGURA 7-33b
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 60
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.0
LIMPIADOR DE LINEA
El limpiador de lnea es ubicado por encima del empaque y no est diseado
para soportar presin. Su funcin es retirar el exceso de grasa de la superficie
del cable. El tipo ms comn de limpiador de lnea en utilizacin es el Modelo
HR de Limpiador Recolector de Petrleo de Bell Rubber Company. Los
modelos antiguos en el campo solamente tienen especificacin hasta 3,000 psi.
Sin embargo, nuevos modelos son actualmente vendidos con una especificacin
de 5,000 psi. En cualquiera de los casos el limpiador de lnea no debe ser
utilizado como un elemento para retener presin. Cuando es utilizado como
adaptador para la caja de empaque del GIH es limitado a la accin de limpiar
nicamente debido a que una vlvula de desahogo de 100 psi ha sido ubicada
entre el limpiador y el empaque del GIH. El limpiador de lnea tipo campana no
es certificado para trabajo con H2S. Como el limpiador no est diseado para
soportar presin, en circunstancias normales este puede ser utilizado con
equipo de servicio de H2S.
La accin del limpiador de lnea tipo campana (Figuras 7-34) es muy similar a
aquel del empaque excepto que el elemento de caucho del limpiador de lnea
tiene diversos dedos interconectores. A medida que la grasa es limpiada del
cable, esta es removida a travs de los dedos y permitida que caiga dentro del
dispositivo. Una manguera especial, ubicada en la parte superior de la
envoltura de la caja de empaque, es utilizada para regresar la grasa al modulo
de control y al sistema de drenaje cerrado.
La vlvula tipo aleta, o vlvula de desahogo, abre con tan solo 100 psi. Esto
asegura que el recolector de aceite tipo campana sea limitado a la accin de
limpiar nicamente y no sea utilizado como una caja de empaque. Si la lnea o
la vlvula de una va queda bloqueada, con grasa vieja por ejemplo, la grasa se
ver salir por la vlvula de desahogo. En cualquier caso, es imposible que el
limpiador de lnea tipo campana sea utilizado como un elemento para retencin
de presin en vez de la caja de empaque aunque la vlvula de desahogo L520100 sea reemplazada por un tapn ciego. Esto es debido a que los fluidos
del pozo bajo presin fugan a travs del hueco en la tuerca de empaque ( vea
Figura 7-30 y 7-32) pues no existe un sello entre el pistn del limpiador de lnea
y la glndula de bronce. (la caja de empaque est diseada para soportar la
presin desde abajo y no desde arriba). En realidad esto puede ocurrir aunque
el equipo se encuentre perfectamente bien, especialmente cuando se usan
grasas muy espesas. La presin hacia atrs en la lnea de drenaje puede ser
muy alta y la grasa fluira preferiblemente a travs del hueco de aire.
En los ensamblajes ms antiguos la grasa en exceso era regresada a la lnea de
retorno de grasa de la caja de empaque a travs de una manguera corta y una
vlvula de chequeo (vea las Figuras 7-35). Con grasa espesa o ambientes
fros, la presin necesitada para abrir la vlvula de chequeo puede ser muy alta
y la grasa preferiblemente fluir a travs del hueco de aire. Por esta razn,
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 61
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Elmar recomienda utilizar una manguera separada, de dimetro interno grande,
de baja presin para el drenaje completo hasta el modulo de control.
10.1
MANTENIMIENTO
Desensamble y limpie todas las partes. Chequee la condicin del pistn y la
glndula del pistn. Reemplace si est excesivamente gastada o daada.
Reemplace el empaque si est desgastado y chequee el tornillo de empaque
por desgaste en las roscas.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 62
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Limpiador de Lnea Tipo Campana HR5000 de Elmar
FIGURA 7-34
Objeto
A
B
C
D
E
F
G
H
I
J
K
L
M
Descripcin
Ensamblaje
Cuello
Cojinete Superior
Cua
Empaque
Camisa
Cojinete Inferior
Pistn
Calibrador
O- Ring
Limpiador
O-Ring
O-Ring
O-Ring
CTD
1
1
1
1
1
1
1
1
1
2
1
1
2
1
3/16
L-831210
L-831110
L-831070
L-831060
L-831140
L-831040
L-831080
L-831030
L-831090
L-870440
L-831050
L-870420
L-870170
L-871690
7/32
L-831200
L-831110
L-831070
L-831060
L-831150
L-831040
L-831080
L-831030
L-831090
L-870440
L-831050
L-870420
L-870170
L-871690
Enero de 1998 Revisin: 1
5/16
L-831220
L-831110
L-831170
L-831060
L-831130
L-831040
L-831190
L-831030
L-831090
L-870440
L-831050
L-870420
L-870170
L-871690
1/2
L-831230
L-831110
L-831280
L-831060
L-831120
L-831040
L-831290
L-831030
L-831090
L-870440
L-831050
L-870420
L-870170
L-871690
Seccin 7 - Pgina 63
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Caja de Empaque de Cabeza para Control de Inyeccin de Grasa de Elmar
FIGURA 7-35
Objeto
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
Descripcin
Pistn
Codo
Ensamblaje de Manguera
Tuerca de Empaque
Resorte
Glndula
Sello CV CIR
Caucho para Cable
Cuerpo - Limpiador de Lnea
Niple 10K
Asiento de Bronce
T de 1/2 NPT
Inserto de 1/2 NPT
Tuerca Hex
NPT de 1/2
O Ring
Ensamble Cuerpo de Inserto
Inserto
Niple QC
Codo ST
O Ring
Anillo de retencin
Sello RV CIR
CT
D
1
2
1
1
1
1
1
1
1
3
1
1
1
1
1
1
1
1
1
1
1
1
1
3/16 (1-18)
7/32 (1-22)
5/16 (1-32)
15/32 (7-46)
L-971820
L-300100
L-415901
L-971790
L-971480
L-972840
L-505590
L-972200
L-971800
L-202600
L-972240
L-740410
L-587300
L-587500
L-587400
L-870170
L-972300
*
L-585200
L-212000
L-870240
L-873540
L-520100
L-971820
L-300100
L-415901
L-971790
L-971480
L-972150
L-505590
L-972200
L-971800
L-202600
L-972250
L-740410
L-587300
L-587500
L-587400
L-870170
L-972320
*
L-585200
L-212000
L-870240
L-873540
L-520100
L-971820
L-300100
L-415901
L-971790
L-971480
L-972170
L-505590
L-972210
L-971800
L-202600
L-972270
L-740410
L-587300
L-587500
L-587400
L-870170
L-972340
L-980242
L-585200
L-212000
L-870240
L-873540
L-520100
L-971820
L-300100
L-415901
L-971790
L-971480
L-976291
L-505590
L-976295
L-971800
L-202600
L-976292
L-740410
L-587300
L-587500
L-587400
L-870170
L-972340
L-980243
L-585200
L-212000
L-870240
L-873540
L-520100
* El Inserto viene con el cuerpo
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 64
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
11.0
VALVULA DE SEGURIDAD PARA CABLE DE REGISTROS
La vlvula de seguridad para cable de registros es normalmente ubicada
directamente encima del cabezal del pozo y por debajo del BOP para el cable
de registros. La vlvula de seguridad puede ser utilizada para diversos
funciones.
1.
En caso de necesitarse, esta puede ser cerrada hidrulicamente y puede
cortar el cable para registros o la tubera flexible y simultneamente sellar
el pozo.
2.
La vlvula de seguridad para cable de registros tambin permite la prueba
de presin del equipo de superficie sin someter los caones para
perforacin a la presin de prueba.
Prueba de presin con caones de perforacin utilizando una vlvula de
seguridad:
Instale la vlvula de seguridad entre el BOP para cable de registros y el
cabezal del pozo y en posicin abierta
Pruebe por presin a la presin de prueba de la localizacin del pozo
utilizando un can vaco o sin can en el lubricador
Desahogue la presin, separe la conexin entre el cabezal del pozo y la
vlvula de seguridad, ensamble la sarta del can e introdzcalo en el
lubricador
Vuelva a efectuar la conexin de la cabeza del pozo al cabezal del pozo y
cierre la vlvula de seguridad
Pruebe la conexin previamente desensamblada por debajo de la vlvula de
seguridad a la presin de prueba de la localizacin del pozo. Abra la vlvula
tipo aguja al mltiple del BOP para cable de registros para permitir el
desahogo del lubricador a la atmsfera en la eventualidad que la vlvula de
seguridad para cable de registros falle cuando es presurizada.
Despus de la prueba, desahogue la presin y abra la vlvula de seguridad,
cierre la vlvula tipo aguja
Vuelva a igualar la presin a travs del cabezal del pozo
Proceda con las operaciones.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 65
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
12.0
GRASAS A UTILIZAR CON EL WHE
La principal funcin de la grasa utilizada con el WHE es asegurar un buen sello
de la presin mientras se permite el movimiento del cable para registros dentro
y fuera del pozo. Funciones secundarias pero importantes son la de lubricar el
cable para registros evitando un desgaste excesivo, y protegerlo de los fluidos
corrosivos del pozo.
Las caractersticas ideales de las grasas para cables de registro son:
La grasa debe ser capaz de proporcionar un buen sello en el rango de
temperaturas y presiones de operacin normalmente encontradas durante el
da y las estaciones
La viscosidad cintica debe estar en el rango de 15,000 a 300,000 SSU para
el rango deseado de temperatura. (SSU es una unidad de viscosidad
(Saybolt Universal Second). Los mismos lmites aproximados en centiStokes
son 3,000 a 60,000
La grasa debe ser corrediza y pegajosa a las temperaturas donde son
utilizadas, para formar una pelcula continua y reducir los espacios vacos
La grasa debe ser de baja toxicidad, no inflamable y qumicamente inerte
La grasa debe tener una baja solubilidad a los fluidos del pozo, glicol
La grasa debe tener propiedades inhibidoras contra H2S y CO2 o mezclar con
inhibidores contra H2S y CO2 si es necesario
La grasa debe tener un color claro, no ser peligrosa para el medio ambiente y
fcil de limpiar en la localizacin del pozo. Esta debe ser biodegradable
La grasa debe encontrarse disponible fcilmente y con un costo efectivo
Viscosidad es la caracterstica ms importante de la grasa para el WHE: Si
demasiado baja, ser imposible obtener un sello, si demasiado alta una cada
de presin en las mangueras de grasa ser excesiva y ser muy difcil bombear
suficiente grasa para reemplazar la cantidad llevada por el cable de registros
que se mueve por los tubos de flujo.
Una variedad de productos se encuentran disponibles ms o menos con las
caractersticas ideales mencionadas arriba:
AltaVis 150, Polibutene 8, para -30F hasta +30F
AltaVis 1000, Polibutene 16, para +30F hasta +70F
AltaVis 7500, Polibutene 24, para temperatura en exceso de +70F
Enero de 1998 Revisin: 1
Seccin 7 Pgina 66
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Polibuteno es un nombre genrico para una serie de productos que resultan de
la polimerizacin del butano e isobutano y son producidos por diversas
compaas de qumicas. Altaviz es el nombre comercial del mismo producto
pero de la compaa Chevron Oil Company. (Las qumicas de BP utilizan el
nombre comercial de Hyvis)
Blacksmith, un abastecedor de qumicas de GB, ha desarrollado una grasa
Multigrado de Polibuteno, que contiene inhibidores para el H2S, estas
pueden operar en el rango desde 0oF hasta 140oF gracias a una formula
especial que incluye agentes de retencin de la viscosidad. Este contiene un
inhibidor efectivo para corrosin contra el H2S y CO2.
Oil Center Research Inc., un abastecedor especialista en Estados Unidos ha
desarrollado una grasa biodegradable Liquid O-Ring Serie 780 con
viscosidades que varan desde 1,000 hasta 28,000 cST a 77oF. Debe tenerse
cuidado de no mezclar las grasas biodegradables con los aceites basados en
petrleos o los petrleos de otros fabricantes pues la mezcla puede gelatinarse
y taponar las lneas de abastecimiento y retorno.
La Grasa Biodegradable 780 y el Multigrado de Polibuteno pueden ser
obtenidas de Elmar.
Otras grasas utilizadas son Aceites para Cilindros de Vapor tales como el
Cylesso 1000, Aral 600, etc.
El Baroid Coat 111 es una grasa en base de alfalteno, combinada con un
polmero para mejorar la calidad de la viscosidad y del sello. Este es premezclado con un inhibidor de corrosin asegurando una buena proteccin
contra el H2S. Como grasa de sello es efectiva de temperaturas moderadas a
altas pero muy agresiva para el medio ambiente (color obscuro) y difcil de
limpiar. Esta no es adaptable para operaciones en temperaturas fras debido a
su alta viscosidad a baja temperatura. Es ideal para proteger el WHE de
ataques por H2S recubrimiento todas las superficies internas antes del trabajo
(sumergiendo o rociando).
Enero de 1998 Revisin: 1
Seccin 7 Pgina 67
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
13.0
PRUEBA DE PRESION DEL WHE DESPUES DEL MANTENIMIENTO
La especificacin de presin de cualquier objeto es expresada en libras por
pulgada cuadrada (psi) y esta es enseado por dos nmeros; una especificacin
de presin de prueba (TP) y una especificacin de presin de trabajo (WP). Por
ejemplo, un objeto especificado a 5,000 psi WP y 10,000 psi TP puede ser
utilizado en un trabajo donde la presin es de 5,000 psi o menor, pero el objeto
puede ser probado hasta 10,000 psi. Todo objeto de un equipo de control de
presin tiene una especificacin especfica de presin, y se debe tener cuidado
para asegurarse que ningn objeto es utilizado en una situacin que pueda
ocasionar que su presin de trabajo sea excedida.
Aunque la especificacin de la presin de prueba es siempre mayor que la
especificacin de la presin de trabajo, la diferencia entre las dos no debe ser
considerada como un margen de seguridad. Esto es debido a que el uso real
del equipo bajo las condiciones del campo involucra fuerzas que resultan de la
presin del pozo y por tensin mecnica. Por ejemplo, si la presin del pozo
ejerce una fuerza de 5,000 psi sobre un rea unitaria dada (una pulgada
cuadrada) del equipo, y esa misma rea tambin est sometida a tensin de
doblez ocasionada por vientos, la fuerza total en el punto de mxima tensin
puede momentneamente alcanzar o exceder la especificacin de presin de
prueba del objeto. Por esta razn, todo el equipo para control de presin debe
ser manejado y asegurado de tal manera que las tensiones externas sean
mantenidas a un mnimo absoluto. Por ejemplo, los lubricadores deben
mantenerse rectos y verticales mientras son utilizados.
13.1
CERTIFICACION
Presin de Prueba
La especificacin 6A del Instituto Americano de Petrleo (API), Especificacin
API para Equipo del Cabezal del Pozo es utilizada como la base para conducir
las pruebas de presin. Este especifica que la prueba de presin en casa
para el equipo del cabezal del pozo debe ser de 1.5 a 2 veces la presin de
trabajo, dependiendo del equipo en particular. Los adaptadores del cabezal del
pozo, las bridas y las conexiones con roscas nunca deben estar sometidas a
presiones mayores que la porcin ms dbil del adaptador. Como un ejemplo,
una brida de 10,000 psi, empatada con una rosca de tubera en lnea de 3,
tiene una especificacin de 3,000 psi debido a que la rosca de la tubera en
lnea tiene una especificacin de 3,000 psi. La mxima presin de prueba es
6,000 psi. Algunos equipos ms antiguos fueron especificados para presiones
mayores de las que permita el API. No pruebe por encima de la presin de
prueba recomendada por el fabricante debido a que esta especificacin puede
estar basada en factores otros que no sean la resistencia de la rosca.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 68
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Limitaciones de la Prueba
La presin de prueba hidrosttica en casa no es aplicada a travs de los brazos
del BOP, los cauchos de empaque y las vlvulas de chequeo tipo bola a no ser
que sea especficamente permitido por el fabricante.
Estos sellos son
especficamente limitados a la presin de trabajo de acuerdo a las
especificaciones del API. Las juntas con roscas de las juntas de ensamblaje
permanente deben ser chequeadas por fugas a la presin de prueba.
Preparacin para la Prueba
Las localizaciones del campo generalmente prefieren probar la mayor parte del
equipo ensamblado, en cuanto sea posible. Esto tambin permite detectar
partes desgastadas de empalme. Estas tienen ms probabilidades de fallar
cuando estn empatadas con otra parte desgastada que cuando estn
empatadas con un adaptador de prueba relativamente no usado.
En todas las pruebas, llene el equipo con agua para eliminar el aire atrapado.
Precaucin: El aire atrapado requiere un tiempo considerable para comprimir y
cuando est comprimido es altamente peligroso. Este tiene suficiente energa
almacenada para separar las partes con una fuerza considerable. La prueba
debe ser efectuada alejada del personal y detrs de una barricada o pared.
Estas pruebas estn diseadas para detectar fugas y rompern el hierro, en la
eventualidad de existir un punto dbil en el cuerpo del metal o de separarse las
conexiones con roscas, si las roscas estn desgastadas.
La presin de prueba debe ser mantenida tres minutos mnimo. Desahogue la
presin hasta cero, vuelva a presurizar y mantngala por lo menos 3 minutos
ms. Asegrese que todo el equipo ha sido probado y certificado antes de
utilizarlo en el campo.
13.2
PROCEDIMIENTO PARA LA PRUEBA
1.
Retire el pistn y la glndula del empaque de caucho de la caja de
empaque e instale un pistn slido parte L-972410.
2.
Ensamble la caja de empaque, el sujetador de herramientas, la vlvula de
chequeo tipo bola, el lubricador, el atrapador de herramientas, el BOP y los
adaptadores en el orden en que van a ser utilizados en el pozo.
3.
Ponga un tapn en el extremo abierto con un tapn ciego adecuado.
4.
Abra los brazos del BOP.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 69
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
5.
Asegrese que el mltiple para igualar la presin del BOP est instalado y
es probado.
6.
Conecte la bomba de prueba, desahogue el aire y presurice hasta la
presin de prueba.
7.
Las mangueras pueden ser probadas individualmente o conectadas
conjuntamente. Estas son probadas hasta 1.5 veces la presin de trabajo.
Por ejemplo, las mangueras de DI tienen especificacin de 10,000 psi y
son probadas hasta 15,000 psi. Las mangueras de la bomba de empaque
tienen una especificacin de 3,000 psi y son probadas hasta 4,500 psi. En
las mangueras para el retorno de grasa no instale un tapn ciego en la
vlvula del extremo; cierre la vlvula y pruebe la capacidad de la vlvula
para sellar. Asegrese que usted conoce la presin de trabajo del
equipo que usted est probando.
Los componentes pueden ser probados individualmente tambin. Esto requiere
la instalacin de tapones ciegos adecuados en los extremos. Pruebe la parte
hasta la presin de prueba adecuada y mantngala por tres minutos.
Desahogue la presin, vuelva a presurizar y mantenga la presin por tres
minutos ms como mnimo.
13.3
PRUEBAS OPERACIONALES
El equipo con partes movibles debe ser probado de nuevo hasta la presin de
trabajo para asegurarse que este funciona adecuadamente, despus de
cualquier prueba de certificacin.
1.
BOP
a)
Instale el tapn ciego en el extremo inferior, el mltiple o las vlvulas
para igualar la presin; anexe la bomba de prueba.
b)
Abra los brazos completamente con la bomba hidrulica.
c)
Introduzca una varilla de prueba para el BOP dentro del BOP y cierre
los brazos hasta que estn casi cerrados.
d)
Llene con agua.
e)
Bombee los brazos completamente cerrados.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 70
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.
3.
f)
Incremente la presin hasta la presin de trabajo por tres minutos.
Apague las bombas.
g)
Abra la vlvula para igualar la presin para desahogar la presin por
debajo de los brazos y para chequear que la vlvula para igualar la
presin est operando.
h)
Bombee los brazos completamente abiertos.
i)
Cierre los brazos manualmente. La vlvula de la bomba debe estar
abierta para permitir que el aceite se mueva de un lado al otro del
cilindro. Cuente las vueltas. Desenrosque las manillas el nmero
completo de vueltas. Los brazos no deben retraerse.
j)
Bombee los brazos cerrados, vuelva a presurizar hasta la presin de
trabajo por tres minutos. Los brazos no deben tener fugas.
k)
Desahogue la presin del BOP.
l)
Abra los brazos con la bomba. Estos deben de retraerse totalmente
dejando el orificio interno del BOP totalmente abierto.
Cabeza de Inyeccin de Grasa
a)
Retire el tapn de prueba y vuelva a ensamblar el caucho de
empaque.
b)
Introduzca una varilla del tamao del cable, completa con la tuerca en
la parte inferior, a travs de la caja de empaque.
c)
Instale el tapn ciego en la parte inferior del GIH.
d)
Bombee el caucho de empaque cerrado y aplique presin de trabajo
al GIH. Este no debe tener fugas.
Atrapador y Sujetador de Herramientas
a)
Ponga tapones en ambos extremos del atrapador de herramientas y
aplique la presin de trabajo.
b)
En el tipo manual, mueva la manilla a travs de la posicin totalmente
abierta a cerrada dos veces.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 71
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.
c)
En el tipo hidrulico, bombee el sistema para activar los brazos,
abiertos y cerrados dos veces.
d)
El sujetador de herramientas debe ser bombeado abierto dos veces.
e)
Desahogue la presin, retire los tapones, chequee visualmente la
parte interna para determinar la condicin de las partes movibles.
Vuelva a poner los protectores de rosca.
Vlvula de Chequeo Tipo Bola
Ponga un tapn en el extremo inferior y gire el ensamblaje invertido para
permitir que la bola se ubique contra el asiento. Aplique presin al
ensamblaje hasta la presin de trabajo.
5.
Unidades para Pruebas de Presin
Al efectuar las pruebas de certificacin se recomienda que se utilicen
bombas diseadas especialmente para este propsito. Para este propsito
existen disponibles bombas porttiles para prueba (vea la Figura 7-36).
Las pruebas deben ser efectuadas en una instalacin especficamente
diseada para pruebas de presin.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 72
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Patn (Skid) de pruebas de Elmar
para probar WHE en el taller y en la localizacin del pozo
FIGURA 7-36
Enero de 1998 Revisin: 1
Seccin 7 Pgina 73
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
14.0
ADAPTADORES PARA EL CABEZAL DEL POZO
El equipo para control de presin debe ser conectado al cabezal del pozo del
cliente, asegurando una resistencia mecnica e integridad a la presin. Para
este propsito es utilizada una pieza crtica del equipo, llamada Adaptador del
Cabezal del Pozo. El adaptador del cabezal del pozo conecta al pozo por un
lado y el WHE por el otro lado. En el extremo del lado del WHE es efectuado
con una unin rpida (vea Figura 7-37). En la mayora de las circunstancias en
el lado del pozo el WHE es conectado en la parte superior del arbolito del
cabezal del pozo, propiedad del cliente. Sin embargo el equipo de presin
puede ser requerido para una amplia variedad de situaciones y puede ser
conectado al conjunto de BOP del taladro, a una cabeza de flujo para prueba, a
tuberas de perforacin, o an directamente una sarta de tubera de produccin.
Bajo condiciones normales, el mtodo preferido para la conexin es utilizar un
adaptador tipo brida, sujetado con pernos a la brida superior del cabezal del
pozo, por ejemplo, en la parte superior de la vlvula de suabeo (vea Figura 738). Una segunda opcin es utilizar un adaptador con roscas en la conexin
superior con roscas del cabezal. Esto es aceptable nicamente para trabajos
de baja presin.
Operaciones inusuales pueden requerir adaptadores especiales, obtenidos con
ms de un adaptador.
Una discusin con el cliente establecer cual combinacin de adaptadores ser
la mejor para el trabajo.
Nota: existe un peligro a la seguridad siempre que un objeto no estndar
es utilizado con un equipo de presin.
El ingeniero debe reducir el nmero de adaptadores separados utilizados hasta
el mnimo absoluto, y chequear cuidadosamente la especificacin de presin y
las limitaciones de cada objeto utilizado, por ejemplo, las roscas de tubera en
lnea estn limitadas hasta una presin de trabajo de 3,000 psi.
Para operaciones en campos productores con cabezales estndar, los distritos
operacionales deben acordar con sus clientes el tipo y especificacin necesario
de adaptadores para conectar a los cabezales de los pozos del cliente.
Los adaptadores estndar deben ser administrados de la misma manera que
todos los objetos del equipo WHE: estar certificados, ser rastreables, ser
identificados por un nmero de identidad nico, ser mantenidos regularmente y
probados con presin, y mantenido un registro de la historia de su
mantenimiento.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 74
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
14.1
ADAPTADORES TIPO BRIDA
Un adaptador tipo brida es el mtodo ms seguro para conectar una sarta de
WHE al cabezal del pozo, y este distribuye de una forma ms pareja el peso de
la sarta del lubricador completo, y cualquier tensin de doblez es transmitida a
travs de esta (vea la Figura 7-38).
En las conexiones tipo brida, el sello es efectuado por medio de un anillo de
metal ubicado en la ranura de las dos caras del empalme de la brida. El anillo
es aprisionado al apretar los pernos ubicados en el borde externo de las bridas,
y es creado un sello de metal a metal. La especificacin de presin del equipo
determina el nmero y dimetro de los pernos y el tamao de la brida.
Las bridas ms comunes utilizadas en cabezales de pozos tienen una forma
circular y un circulo completo de orificios para los pernos.
Existen bridas especiales con formas en D o V y varios arreglos de sujecin,
pero cuando el cliente ordena una brida nosotros podemos asumir que es del
tipo circular comn a no ser que sea especificado de otra manera como ha sido
mencionado.
Las bridas son identificadas utilizando una nomenclatura definida por el Instituto
Americano de Petrleo. La nomenclatura ha cambiado con el transcurso de los
aos. La nomenclatura actual es encontrada en el boletn API 6B.
Una brida esta definida por:
su tamao nominal
su especificacin de presin
su nmero de anillo.
El API ha abandonado los nmeros de serie de la descripcin, pero este es
todava comnmente utilizado. El nmero de serie de una brida fue un cdigo
relacionado a su especificacin de presin de trabajo. El boletn API 6B
clasifica las bridas como del tipo 6B (normal) o bridas del tipo 6BX (de alta
presin)..
14.2
BRIDAS DEL TIPO 6B
Las bridas comunes son descritas en el boletn del API 6B y estas son
oficialmente clasificadas como bridas del tipo 6B (normal) o 6BX (alta presin).
Enero de 1998 Revisin: 1
Seccin 7 Pgina 75
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
BOP
UNION RAPIDA
ADAPTADOR
TIPO BRIDA
TUERCAS
PERNOS
ANILLO DE
SELLO
BRIDA DEL
CABEZL DEL
POZO
FIGURA 7-37
Enero de 1998 Revisin: 1
Seccin 7 Pgina 76
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Adaptador con Roscas
Vlvula del Medidor
Conexin Superior
Vlvula de Suabeo
Estrangulador
Estrangulador
Vlvula Lateral
(Vlvula de Lnea de Flujo)
Vlvula Lateral
(Vlvula de Lnea de Flujo)
Vlvula Maestra
Adaptador del Cabezal de
Tubera de Produccin
Adaptador del WHE para conexin al rbol del pozo
FIGURA 7-38
Los siguientes son los nmeros de serie y la especificacin de presin
correspondiente para las bridas tipo 6B:
Serie
300
400
600
900
1500
2900
Especificacin de Presin de Trabajo (psi)
720
960
2,000
3,000
5,000
10,000
Enero de 1998 Revisin: 1
Seccin 7 Pgina 77
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Las descripciones equivalentes de la misma brida pueden ser 6 pulgadas serie
1500, 6 pulgadas 5,000 psi o 6 pulgadas 5,000 psi R-46. Refirindose a las
tablas anexadas de las bridas (vea las Tablas desde 7-14.1 hasta 7-14.8),
nosotros encontramos debajo de las bridas 6B, una tabla para las bridas serie
1,500 descritas arriba. Note que el nmero del anillo API para esta brida es un
R-46 (o RX-46). Entonces el R-46 en la ltima parte de la descripcin arriba
es de alguna manera redundante, pero esto puede ser beneficioso para evitar
confusin y es lo recomendado para confirmar el nmero del anillo siempre que
sea posible, para asegurarnos que tenemos la brida adecuada. Note que el
nmero del anillo y el tamao nominal no son suficientes para describir una
brida en particular. Usted puede encontrar muchos ejemplos donde el mismo
anillo es utilizado en ms de una brida. Note que las tablas dan suficientes
dimensiones para que podamos identificar una brida desconocida comparando
las diversas dimensiones en las Tablas. La columna de dimetro de paso del
anillo o ranura da el dimetro de la lnea central de la ranura del anillo en la
brida.
14.3
BRIDA TIPO 6BX
Refirase a la tabla de las bridas tipo 6BX. La descripcin comn de una de
estas bridas seria 7-1/16 10,000 o 7-1/16 10,000 BX156 (el nmero de anillo
es BX156) o 7- 1/16 BX156. Note que la ltima descripcin es ambigua debido
a que no sabemos si el cliente quiere una brida de 7-1/16 10,000 psi o una de
7-1/16 15,000 psi, y aunque ambos utilizan el mismo anillo, estos no son de
ninguna manera intercambiables (ni siquiera tiene el mismo nmero de pernos).
Si nosotros describimos una brida con los siguientes tres objetos: tamao
nominal, especificacin de presin (o serie) y el nmero del anillo, nosotros
tendremos muy poca oportunidad para un mal entendido.
14.4
ANILLOS API
El sello de presin entre dos bridas juntas es obtenido con un anillo de metal
suave el cual es apretado en la ranura de empalme de las dos bridas. Llamado
anillo de sello o empaque de sello o anillo de empaque, este anillo de metal
suave deforma para encajar en la horma exacta de las ranuras creando un sello
de metal a metal. Como los anillos son suaves, estos debe ser manejados con
cuidado, a menudo un anillo de sello fuga si utilizado ms de una vez
Los anillos R en las bridas tipo 6B tienen una seccin transversal ovalada.
Los anillos RX tienen un octgono alto en la seccin transversal y son
intercambiables con los anillos tipo R en las bridas del tipo 6B.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 78
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Los anillos del tipo BX utilizados en las bridas tipo 6 BX son casi cuadrados en
las seccin transversal.
Normalmente, todos los anillos de sello tienen el tamao del anillo estampado
en un lado (excepto para los anillos especificados para H2S).
Todo esto puede ser confuso para un ingeniero nuevo. Sin embargo, es vital
que conozca lo que el cliente significa cuando describe el adaptador necesario
para el cabezal del pozo. El ingeniero debe estar consciente de las limitaciones
de presin impuestas por la configuracin del cabezal del pozo, por ejemplo las
bridas de la antigua serie 900 tienen especificacin de 3,000 psi nicamente.
Se debe estar consciente de las posibles restricciones que puedan ocasionar
problemas cuando se entra o sale del pozo, por ejemplo, el calibre interno de la
brida, la tubera con hombrillo interno, etc. Desafortunadamente, los tamaos
nominales a menudo mencionados dan poca informacin del tamao real de la
brida o de la conexin de la tubera. Las siguientes hojas de datos dan
ejemplos de los datos de la brida y la tubera. Como puede verse, por ejemplo,
una brida de 6 serie 900 tiene cualquier dimensin que eventualmente mida 6
pulgadas y una tubera de produccin EUE de tamao nominal 2- puede ser
una tubera con dimetro externo de 2.875 y un dimetro interno de 2.259 y
tiene una rosca de tornillo en pendiente hacia abajo hasta un mximo de 3.093.
Diversos libros de datos han sido producidos presentando las propiedades de
actuacin y dimensiones fsicas de las tuberas y de las bridas. El pequeo
manual compacto producido por Joy Petroleum Que Mantiene Su Sarta Junta
vale la pena obtenerlo para este tipo de informacin esencial. Otros libros como
Hechos Tcnicos de Baker abundan y varias compaas tales como Cameron
producen una regla deslizable que dan las especificaciones de la brida.
Desafortunadamente no existe una manera fcil de aprender las miles posibles
configuraciones del cabezales. La nica manera de aprender esta informacin
es hablando con el personal de la localizacin del pozo y por experiencia.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 79
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
14.5
PROCEDIMIENTOS PARA LAS CONEXIONES DE LA BRIDA
1.
Limpie e inspeccione las ranuras del anillo.
2.
Ligeramente engrase la ranura del anillo. No llene la ranura con grasa.
3.
Inspeccione el anillo de sello por protuberancias o ranuras.
4.
Instale juntas las bridas de interconexin con el anillo en la ranura.
5.
Asegrese que el espacio entre las bridas es uniforme alrededor a medida
que usted aprieta los pernos. Alternativamente, apriete los pernos de
lados opuestos de la brida para juntar las bridas uniformemente.
6.
Utilice todos los pernos.
Enero de 1998 Revisin: 1
Seccin 7 Pgina 80
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
D = Mnimo Espesor de Brida
TABLA 7-14.1 BRIDAS CON RANURAS PARA ANILLO SERIE OBSOLETA 300-720 PRESION DE TRABAJO
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
1-1/4
1-1/2
2
2-1/2
3
3-1/2
4
5
6
8
10
12
16
20
1.660
1.900
2-3/8
2-7/8
3-1/2
4
4-3/4
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
11-3/4 13-3/8
16
18-5/8
20
"C"
BRIDA
D.E.
5-1/4
6-1/8
6-1/2
7-1/2
8-1/4
9
10
11
12-1/2
15
17-1/2
20-1/2
25-1/2
30-1/2
MINIMO
ESPESOR DE
BRIDA
"B"
DIA. DE
CIRCULO DE
PERNOS
No
TAMAO
1
1-1/16
1-3/16
1-5/16
1-7/16
1-1/2
1-9/16
1-11/16
1-3/4
1-15/16
2-3/16
2-5/16
2-9/16
2-7/8
3-7/8
4-1/2
5
5-7/8
6-5/8
7-1/4
7-7/8
9-1/4
10-5/8
13
15-1/4
17-3/4
22-1/2
27
4
4
8
8
8
8
8
8
12
12
16
16
20
24
5/8
3/4
5/8
3/4
3/4
3/4
3/4
3/4
3/4
7/8
1
1-1/8
1-1/4
1-1/4
PERNO
LONGITUD
3-3/4
4-1/4
4-1/2
5
5-1/4
5-1/2
5-3/4
5-3/4
6
6-1/2
7-5/8
7-7/8
9
9-3/4
"A"
DIA. PASO DE
ANILLO Y
RANURA
ANILLO
API
2-3/8
2-11/16
3-1/4
4
4-7/8
5-3/16
5-7/8
7-1/8
8-5/16
10-5/8
12-3/4
15
18-1/2
23
R-18
R-20
R-23
R-26
R-31
R-34
R-37
R-41
R-45
R-49
R-53
R-57
R-65
R-73
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 81
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
D = Mnimo Espesor de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
TABLA 7-14.2: BRIDAS CON RANURAS PARA ANILLO SERIE OBSOLETA 400-960 PSI PRESION DE TRABAJO
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
1-1/4
1-1/2
2
2-1/2
3
3-1/2
4
5
6
8
10
12
16
20
1.660
1.900
2-3/8
2-7/8
3-1/2
4
4-3/4
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
11-3/4 13-3/8
16
18-5/8
20
"C"
BRIDA
D.E.
5-1/4
6-1/8
6-1/2
7-1/2
8-1/4
9
10
11
12-1/2
15
17-1/2
20-1/2
25-1/2
30-1/2
MINIMO
ESPESOR DE
BRIDA
"B"
DIA. DE
CIRCULO DE
PERNOS
No
TAMAO
1-1/16
1-1/8
1-5/16
1-7/16
1-9/16
1-11/16
1-11/16
1-13/16
1-15/16
2-3/16
2-7/16
2-9/16
2-13/16
3-1/8
3-7/8
4-1/2
5
5-7/8
6-5/8
7-1/4
7-7/8
9-1/4
10-5/8
13
15-1/4
17-3/4
22-1/2
27
4
4
8
8
8
8
8
8
12
12
16
16
20
24
5/8
3/4
5/8
3/4
3/4
7/8
7/8
7/8
7/8
1
1-1/8
1-1/4
1-3/8
1-1/2
PERNO
LONGITUD
3-3/4
4-1/2
4-3/4
5-1/4
5-1/2
5-3/4
6-1/4
7-1/8
7-3/8
8-3/8
9-1/4
8-1/2
9-1/4
10-1/4
"A"
DIA. PASO DE
ANILLO Y
RANURA
ANILLO
API
2-3/8
2-11/16
3-1/4
4
4-7/8
5-3/16
5-7/8
7-1/8
8-5/16
10-5/8
12-3/4
15
18-1/2
23
R-18
R-20
R-23
R-26
R-31
R-34
R-37
R-41
R-45
R-49
R-53
R-57
R-65
R-73
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 82
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
D = Mnimo Espesor de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
TABLA 7-14.3: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 2,000 PSI PRESION DE TRABAJO (VIEJA SERIE 600)
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
BRIDA D.E.
*
1-13/16
2-1/16
2-9/16
3-1/8
*
4-1/16
6-1/8
7-1/16
9
11
13-5/8
16-3/4
17-3/4
21-1/4
1-1/4
1-1/2
2
2-1/2
3
3-1/2
4
5
6
8
10
12
16
18
20
1.660
1.900
2-3/8
2-7/8
3-1/2
4
4-1/2
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
11-3/4 13-3/8
16
18-5/8 20
"C"
MINIMO
ESPESOR
BRIDA
5-1/4
6-1/8
6-1/2
7-1/2
8-1/4
9
10-3/4
13
14
16-1/2
20
22
27
29-1/4
32
DIA. DE
CIRCULO
DE
PERNOS
1-1/16
1-1/8
1-5/16
1-7/16
1-9/16
1-11/16
1-13/16
2-1/16
2-3/16
2-1/2
2-13/16
2-15/16
3-5/16
3-9/16
3-7/8
"B"
DIA. DE
CIRCULO
DE PERNOS
No
TAMAO
3-7/8
4-1/2
5
5-7/8
6-5/8
7-1/4
8-1/2
10-1/2
11-1/2
13-3/4
17
19-1/4
23-3/4
25-3/4
28-1/2
4
4
8
8
8
8
8
8
12
12
16
20
20
20
24
5/8
3/4
5/8
3/4
3/4
7/8
7/8
1
1
1-1/8
1-1/4
1-1/4
1-1/2
1-5/8
1-5/8
3-3/4
4-1/4
4-1/2
5
5-1/4
5-3/4
6
6-3/4
7
8
8-3/4
9
10-1/4
11
11-3/4
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
Enero de 1998 Revisin: 1
PERNO
LONGITUD
"A"
DIA. PASO
DE ANILLO
Y RANURA
ANILLO
API
2-3/8
2-11/16
3-1/4
4
4-7/8
5-3/16
5-7/8
7-1/8
8-5/16
10-5/8
12-3/4
15
18-1/2
21
23
R-18
R-20
R-23
R-26
R-31
R-34
R-37
R-41
R-45
R-49
R-53
R-57
R-65
R-69
R-73
* ABSOLETO POR EL API.
Seccin 7 - Pgina 83
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
C = Dimetro Externo de Brida
D = Mnimo Espesor de Brida
TABLA 7-14.4: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 3,000 PSI PRESION DE TRABAJO (VIEJA SERIE 900)
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
BRIDA D.E.
*
1-13/16
2-1/16
2-9/16
3-1/8
*
4-1/16
6-1/8
7-1/16
9
11
13-5/8
16-3/4
17-3/4
20-3/4
1-1/4
1-1/2
2
2-1/2
3
3-1/2
4
5
6
8
10
12
16
18
20
1.660
1.900
2-3/8
2-7/8
3-1/2
4
4-1/2
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-1/2
11-3/4 13-3/8
16
18-5/8 20
"C"
MINIMO
ESPESOR
BRIDA
6-1/4
7
8-1/2
9-5/8
9-1/2
10-3/4
11-1/2
13-3/4
15
18-1/2
21-1/2
24
27-3/4
31
33-3/4
DIA. DE
CIRCULO DE
PERNOS
"B"
DIA. DE
CIRCULO
PERNOS
No
TAMAO
1-3/8
1-1/2
1-13/16
1-15/16
1-13/16
1-15/16
2-1/16
2-5/16
2-1/2
2-13/16
3-1/16
3-7/16
3-15/16
4-1/2
4-3/4
4-3/8
4-7/8
6-1/2
7-1/2
7-1/2
8-1/2
9-1/4
11
12-1/2
15-1/2
18-1/2
21
24-1/4
27
29-1/2
4
4
8
8
8
8
8
8
12
12
16
20
20
20
20
7/8
1
7/8
1
7/8
1
1-1/8
1-1/4
1-1/8
1-3/8
1-3/8
1-3/8
1-5/8
1-7/8
2
5
5-1/2
6
6-1/2
6
6-1/2
7
7-3/4
8
9
9-1/2
10-1/4
11-3/4
13-3/4
14-1/2
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
PERNO
LONGITUD
"A"
DIA. PASO
DE ANILLO
Y RANURA
ANILLO
API
2-3/8
2-11/16
3-3/4
4-1/4
4-7/8
5-1/16
5-7/8
7-1/8
8-5/16
10-5/8
12-3/4
15
18-1/2
21
23
R-18
R-20
R-24
R-27
R-31
R-34
R-37
R-41
R-45
R-49
R-53
R-57
R-66
R-70
R-74
* ABSOLETO POR EL API
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 84
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
D = Mnimo Espesor de Brida
TABLA 7-14.5: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 5,000 PSI PRESION DE TRABAJO (VIEJA SERIE 1500)
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
BRIDA D.E.
*
*
1-3/16
2-1/16
2-9/16
3-1/8
*
4-1/16
6-1/8
7-1/16
9
11
13-5/8
16-3/4
18-3/4
21-1/4
1
1-1/4
1-1/2
2
2-1/2
3
3-1/2
4
5
6
8
10
12
16
1.315
1.660
1.900
2-3/8
2-7/8
3-1/2
4
4-1/2
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
11-3/4 13-3/8
16
20
20
"C"
MINIMO
ESPESOR
BRIDA
DIA. DE
CIRCULO DE
PERNOS
"B"
DIA. DE
CIRCULO
PERNOS
5-7/8
6-1/4
7
8-1/2
9-5/8
10-1/2
11
12-1/4
14-3/4
15-1/2
19
23
26-1/2
30-3/8
35-5/8
39
1-3/8
1-3/8
1-1/2
1-13/16
1-15/16
2-3/16
2-5/16
2-7/16
3-3/16
3-5/8
4-1/16
4-11/16
4-7/16
5-1/8
6-17/32
7-1/8
4
4-3/8
4-7/8
6-1/2
7-1/2
8
8-1/2
9-1/2
11-1/2
12-1/2
15-1/2
19
23-1/4
26-5/8
31-5/8
34-7/8
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
Enero de 1998 Revisin: 1
PERNO
No
TAMAO
LONGITUD
o
4
4
4
8
8
8
8
8
8
12
12
12
16
16
20
24
7/8
7/8
1
7/8
1
1-1/8
1-1/8
1-1/4
1-1/2
1-3/8
1-5/8
1-7/8
1-5/8
1-7/8
2
2
5
5
5-1/2
6
6-1/2
7-1/4
7-1/2
8
10
10-3/4
12
13-3/4
12-1/2
14-1/2
17-1/2
18-3/4
"A"
DIA. PASO
DE ANILLO
Y RANURA
ANILLO
API
2
2-3/8
2-11/16
3-3/4
4-1/4
5-3/8
5-7/8
6-3/8
7-5/8
8-5/16
10-5/8
12-3/4
15.270
18.127
21.179
23.833
R-16
R-18
R-20
R-24
R-27
R-35
R-37
R-39
R-44
R-46
R-50
R-54
BX-160
BX-162
BX-163
BX-165
* ABSOLETO POR EL API.
Seccin 7 - Pgina 85
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
D = Mnimo Espesor de Brida
TABLA 7-14.6: BRIDAS CON RANURAS PARA ANILLO - TIPO API 6BX - PARA 10,000 PSI PRESION DE TRABAJO
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
BRIDA D.E.
1-11/16
1-13/16
2-1/16
2-9/16
3-1/16
4-1/16
5-1/8
7-1/16
9
11
13-5/8
16-3/4
18-3/4
21-1/4
1-1/4
1-1/2
2
2-1/2
3
4
5
6
8
10
12
26
1.660
1.900
2-3/8
2-7/8
3-1/2
4-1/2
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
11-3/4 13-3/8
16
"C"
MINIMO
ESPESOR DE
BRIDA
DIA. DE
CIRCULO
DE PERNOS
"B"
DIA. DE
CIRCULO
DE PERNOS
No
TAMAO
7-3/16
7-3/8
7-7/8
9-1/8
10-5/8
12-7/16
14-1/16
18-7/8
21-3/4
25-3/4
30-1/4
34-5/16
40-15/16
45
1-21/32
1-21/32
1-47/64
2-1/64
2-19/64
2-49/64
3-1/8
4-1/16
4-7/8
5-9/16
6-5/8
6-5/8
8-25/32
9-1/2
5-9/16
5-3/4
6-1/4
7-1/4
8-1/2
10-3/16
11-13/16
15-7/8
18-3/4
22-1/4
26-1/2
30-9/16
36-7/16
40-1/4
8
8
8
8
8
8
12
12
16
16
20
24
24
24
3/4
3/4
3/4
7/8
1
1-1/8
1-1/8
1-1/2
1-1/2
1-3/4
1-7/8
1-7/8
2-1/4
2-1/2
5
5
5-1/4
6
6-3/4
8
8-3/4
11-1/4
13
15
17-1/4
17-1/2
22-1/2
24-1/2
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
PERNO
LONGITUD
"A"
DIA. PASO
DE ANILLO
Y RANURA
ANILLO
API
2.443
2.596
2.897
3.492
4.079
5.232
6.289
8.600
10.735
12.915
15.754
18.127
21.462
24.134
BX-150
BX-151
BX-152
BX-153
BX-154
BX-155
BX-169
BX-156
BX-157
BX-158
BX-159
BX-162
BX-164
BX-166
* ABSOLETO POR EL API.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 86
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
D = Mnimo Espesor de Brida
TABLA 7-14.7: BRIDAS CON RANURAS PARA ANILLO - SERIE OBSOLETA 2900 - 10,000 PSI PRESION DE TRABAJO
BRIDA
TAMAO
NOMINAL
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
2
2-1/2
3
3-1/2
4
5
6
8
10
11
2-3/8
2-7/8
3-1/2
4
4-3/4
5-1/2
6 6-5/8 7
7-5/8
9
9-5/8 10-3/4
9-5/8 10-3/4
"C"
BRIDA
D.E.
MINIMO
ESPESOR DE
BRIDA
"B"
DIA. DE
CIRCULO DE
PERNOS
BOLT
No
TAMAO
LONGITUDo
7-3/4
8-7/8
10
11-1/2
12-1/2
14-1/8
2-3/8
2-3/4
3-1/16
3-3/8
3-5/8
4-3/16
5-3/4
8
7/8
7
6-5/8
8
1
8
7-1/2
8
1-1/8
9
8-1/2
8
1-1/4
9-3/4
9-1/2
8
1-3/8
10-1/2
11
8
1-5/8
12-1/2
NO INFORMATION AVAILABLE
20-3/4
25-3/4
5-11/16
5-9/16
16-3/4
22-1/4
12
16
2
1-3/4
16-1/2
15-1/8
"A"
DIA. PASO DE
ANILLO Y
RANURA
ANILLO
API
3-1/8
3-9/16
3-15/16
4-1/2
4-7/8
6-1/8
R-85
R-86
R-87
R-89
R-88
R-90
10-1/4
12.915
R-91
BX-158
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 87
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
A = Dimetro Paso de Anillo y Ranura
B = Dimetro de Circulo de Pernos
C = Dimetro Externo de Brida
Tipo R
Tipo RX
Tipo BX
Seccin Transversal de Anillo de Sello API
D = Mnimo Espesor de Brida
TABLA 7-14.8: BRIDAS CON RANURAS PARA ANILLO - TIPO API 6BX PARA 15,000 PSI PRESION DE TRABAJO
BRIDA
TAMAO
NOMINAL
1-11/16
1-13/16
2-1/16
2-9/16
3-1/16
4-1/16
7-1/16
9
11
TUBERIA DE
REVESTIMIENTO
TAMAO D.E.
1-1/4
1-1/2
2
2-1/2
3
4
6
BRIDA D.E.
1.660
1.900
2-3/8
2-7/8
3-1/2
4-1/2
6 6-5/8 7
7-5/8 8-5/8
8-5/8 9-5/8
"C"
MINIMO
ESPESOR
DE
BRIDA
DIA. DE
CIRCULO DE
PERNOS
7-5/8
8-3/16
8-3/4
10
11-5/16
14-3/16
19-7/8
25-1/2
32
1-3/4
1-25/32
2
2-1/4
2-17/32
3-3/32
4-11/16
5-3/4
7-3/8
"B"
DIA. DE
CIRCULO
DE
PERNOS
6
6-5/16
6-7/8
7-7/8
9-1/16
11-7/16
16-7/8
21-3/4
28
BOLT
No
TAMAO
LONGITUD
"A"
DIA. PASO
DE ANILLO
Y RANURA
ANILLO
API
2-443
2.596
2.897
3.492
4.079
5.232
8.600
10.735
12.915
BX-150
BX-151
BX-152
BX-153
BX-154
BX-155
BX-156
BX-157
BX-158
8
8
8
8
8
8
16
16
20
3/4
7/8
7/8
1
1-1/8
1-3/8
1-1/2
1-7/8
2
5-1/4
5-1/2
6
6-3/4
7-1/2
9-1/4
12-3/4
15-3/4
19-1/4
TODAS LAS DIMENSIONES ENSEADAS ARRIBA SON DADAS EN PULGADAS
o
LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
Enero de 1998 Revisin: 1
Seccin 7 - Pgina 88
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
MODULO PARA CONTROL DEL HIDRAULICO Y
GRASA DE ELMAR SERIE 10
Ejemplo tpico de un mdulo para el control del sistema hidrulico y
de la grasa dentro del rango de la serie 10 de Elmar
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 8 - MODULO SERIE 10 DE ELMAR PARA EL
CONTROL DEL HIDRAULICO Y LA GRASA
1.0
GENERAL
Los Mdulos para el Control del Hidrulico y Grasa Serie 10 de Elmar estn
diseados con un amplio rango de funciones disponibles para operar el equipo
de control de presin hasta la presin de trabajo de 10,000 psi. Estos pueden
operar los BOP, el sujetador de herramientas, el atrapador de herramientas, la
caja de empaque y el limpiador de lnea. Una bomba hidrulica impulsada con
aire es utilizada para dar potencia a todos las funciones hidrulicas. Bombas
manuales secundarias son proporcionadas para la eventualidad de una falla de
la bomba hidrulica / aire. La bomba secundaria manual tiene una mxima
presin de trabajo de 3,000 psi mientras que la bomba para la caja de empaque
tiene una especificacin de 10,000 psi. Las unidades tambin tienen dos
circuitos independientes de inyeccin de grasa para suministrar grasa a los
BOP y a la cabeza de grasa. Estas tienen una presin de trabajo de hasta
15,000 psi (dependiendo de la opcin de la bomba) y tienen una vlvula de
cruce que permite que una bomba conduzca cualquiera de las lneas de
inyeccin de grasa. Unidades auxiliares opcionales construidas opcionalmente
se encuentran disponibles, por ejemplo unidad para inyeccin de glicol, unidad
para prueba de presin con agua / glicol, unidad para control de vlvulas.
Todas las mangueras estn montadas en carretes con centros hmedos de
Elmar. Todas las tuberas y muchos componentes son de acero inoxidable.
Todos los controles estn ubicados de forma ergonmica en paneles de control
de acero inoxidable.
Un panel de simulacro est diseado para ensear los controles en forma de
diagrama para que el operador pueda visualizar ms fcilmente el estado del
equipo.
El mdulo es generalmente suministrado ya sea con una bomba de aire /
hidrulica Haskel AW-25 o un SC 500-1 para la operacin del BOP, el atrapador
de herramientas, el sujetador de herramientas, el limpiador del cable y la caja de
empaque. Estas bombas pueden producir una presin de fluido de hasta 2,500
psi con una presin de aire de 100 psi.
Dependiendo del modelo, los acumuladores con una capacidad total de 10, 20 o
40 litros (o mltiples de estos), estn acoplados a una bomba secundaria
activada por aire. Estos son normalmente pre-cargados con nitrgeno por
Elmar hasta 900 psi.
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Dos bombas manuales hidrulicas son proporcionadas. La bomba manual
secundaria tiene una presin de trabajo de 3,000 psi mientras que la bomba
para la caja de empaque tiene una especificacin de 10,000 psi.
2.0
SEGURIDAD DEL MODULO PARA EL CONTROL HIDRAULICO Y
DE GRASA
LA SEGURIDAD ES RESPONSABILIDAD DE TODOS
PRECAUCION
Lea el manual de servicio antes de operar
Observe todas las precauciones de seguridad y asegrese que todos los
otros miembros de la cuadrilla estn conscientes de ellas
Este sistema es capaz de producir alta presin
Para evitar ruptura de componentes y posibles heridas, regule la entrada de
presin de aire para que la salida de presin no exceda la mxima presin de
trabajo de cualquier componente ensamblado
Chequee la especificacin de presin y compatibilidad de todas las
conexiones
Desaloje del rea cualquier personal innecesario
Asegrese que las vlvulas y los reguladores estn en su posicin adecuada
durante la operacin
No trate de apretar o soltar conexiones cuando estn bajo presin
No suelde, lime o utilice estampas de metal sobre el equipo de presin - esto
puede comenzar fisuras
No apriete demasiado ninguna vlvula de control (apriete a mano
nicamente)
No anexe cualquier cosa a este equipo a no ser que usted est seguro de su
especificacin de presin
Vigile por presin atrapada. Desahogue completamente la presin antes de
romper las uniones, etc.
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
\
Peligro: Alta Presin
Nunca permita que cualquier parte del cuerpo humano quede en frente de
o en contacto directo con la salida del material. Una operacin accidental
de una bomba podra ocasionar una inyeccin en el cuerpo. Si ocurre una
inyeccin, auxilio debe ser obtenido inmediatamente de un mdico.
Ruptura de Componentes: El mdulo de control serie 10 es capaz de producir
alta presin en los fluidos como es especificado en la placa del modelo de la
bomba. Para evitar ruptura de los componentes y posibles heridas no exceda
75 ciclos por minuto u opere en cualquier entrada de aire con una presin
mayor de 150 psi (10 bar).
Servicio: Antes de prestar servicio, limpie y remueva cualquier componente,
siempre desconecte o apague la fuente de potencia y cuidadosamente
desahogue toda presin de fluido del sistema.
3.0
CHEQUEO GENERAL DEL MODULO DE CONTROL ANTES DE LA
OPERACION
Camine alrededor del mdulo y chequee:
El nivel del aceite hidrulico
Precaucin:
Siempre chequee el nivel del aceite hidrulico con el
acumulador descargado de otra manera ocurrir un sobrellenado
El nivel del glicol (solamente en los mdulos equipados con la unidad de
inyeccin de glicol)
El drenaje del filtro de la lnea de aire
La lnea de aire de los lubricadores llenado con un lubricante adecuado.
(existe disponible Kilfrost- No. Parte Elmar L-880000). Vea la Seccin 8-17
por las precauciones especiales para climas fros / clidos.
Todas las vlvulas y reguladores de aire apagados (los reguladores
totalmente en sentido opuesto a las manecillas del reloj)
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.1
OPERACION DE LA UNIDAD
Los mdulos hidrulicos - de grasa serie 10 de Elmar pueden ser adaptados con
una unidad auxiliar opcional, por ejemplo unidad de inyeccin de glicol o unidad
para prueba de presin de agua / glicol. Para las instrucciones de operacin
refirase a la seccin adecuada del manual.
Todos los controles para la inyeccin de grasa estn ubicados en el lado
izquierdo del panel de control.
Todos los controles para la hidrulica estn ubicados en el lado derecho del
panel de control.
PARA OPERAR EL CIRCUITO HIDRAULICO (Refirase a la Figura 8-1)
Gire el regulador de aire de la bomba hidrulica (1) totalmente en sentido
opuesto a las manecillas del reloj
Cierre la vlvula de desahogo (2) ubicada a la derecha del medidor de
presin de la bomba hidrulica
Abra la vlvula de abastecimiento de aire (4)
Abra la vlvula de aislamiento del acumulador (3) y bombee presin al
acumulador hasta 2,000 psi
Cierre la vlvula de aislamiento del acumulador (3)
Ajuste el regulador (1) de la bomba hidrulica en sentido de las manecillas
del reloj hasta que el medidor de presin del sistema hidrulico indique la
presin operacional deseada, normalmente 1,200 psi
Las lneas del BOP y del sujetador de herramientas ya pueden ser operadas
moviendo la vlvula apropiada a la posicin deseada
La presin hidrulica principal puede ser desahogada si es requerido
abriendo la vlvula de desahogo (2) ubicada a la derecha del medidor de
presin de la bomba hidrulica
El limpiador de lnea es operado girando la vlvula de seleccin (5), ubicada
en la parte superior derecha del panel de control, al limpiador de lnea.
Ahora abra ligeramente la vlvula de medicin del ajuste de presin (6),
ubicada justamente encima de las dos bombas manuales. Observe el
medidor de presin del limpiador de lnea hasta que la presin operacional
deseada para el limpiador de lnea sea alcanzada, entonces cierre la vlvula
de medicin. Para desahogar la presin del limpiador de lnea, abra la
vlvula de desahogo (7) ubicada a la derecha del medidor de presin del
limpiador de lnea
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La caja de empaque es operada girando la vlvula selectora (5), ubicada en
la parte superior derecha del panel de control, a la caja de empaque. Ahora
abra ligeramente la vlvula de medicin para ajuste de la presin (6), ubicada
justamente encima de las dos bombas manuales. Observe el medidor de
presin de la caja de empaque hasta que la presin operacional deseada
para la caja de empaque haya sido alcanzada, despus cierre la vlvula de
medicin. Si la caja de empaque requiere una presin de operacin mayor
de 1,200 psi, puede ser utilizada la bomba manual de alta presin. La
presin de la caja de empaque puede ser desahogada abriendo la vlvula de
desahogo (8) ubicada a la derecha del medidor de presin para la caja de
empaque.
(Vea 5.0 para las instrucciones operacionales del acumulador).
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Panel de control serie 10 de Elmar
FIGURA 8-1
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.2
PROCEDIMIENTO PARA PRUEBA DE PRESION DEL CIRCUITO
HIDRAULICO
Nota: Desenrolle totalmente las mangueras. No gire los carretes con presin
en las mangueras pues esto reduce la vida del O-Ring de sello.
CHEQUEO DEL SISTEMA HIDRAULICO (Refirase al esquema del panel de
control, Figura 8-1)
Gire el regulador de aire (1) de la bomba hidrulica totalmente en sentido
opuesto a las manecillas del reloj.
Cierre la vlvula de desahogo hidrulico (2), ubicado a la derecha del
medidor de presin de la bomba hidrulica.
Cierre la vlvula de aislamiento del acumulador (3), ubicado al lado del
medidor de presin del acumulador.
Ajuste la vlvula de seleccin (5), ubicada en la parte superior derecha del
panel de control, al limpiador de lnea.
Chequee que todas las dems vlvulas estn en la posicin apagado.
Abra la vlvula de medicin para ajuste de la presin (6), ubicada justamente
encima de las dos bombas manuales.
Prenda la vlvula de abastecimiento de aire (4) a la bomba hidrulica.
Gire el regulador de aire (1) de la bomba hidrulica en sentido de las
manecillas del reloj hasta que la bomba hidrulica se detenga
(aproximadamente 2,500 psi dependiendo de la presin del aire). Utilice la
bomba secundaria manual para incrementar la presin hasta 3,000 psi.
Ajuste la vlvula del sujetador de herramientas a release (suelte), la vlvula
del atrapador de herramientas a close (cierre) y todos los controles del
BOP a close (cerrado).
Chequee por fugas detrs del panel, en los carretes y en los extremos de las
mangueras.
Ajuste la vlvula del sujetador de herramientas a catch (sujete), la vlvula
del atrapador de herramientas a open (abra) y todos los controles del BOP
a open (abierto). Chequee por fugas.
Apague la vlvula de abastecimiento de aire (4) a la bomba hidrulica.
Abra la vlvula de desahogo (2), ubicada a la derecha del medidor de
presin de la bomba hidrulica.
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Mueva las vlvulas del BOP, atrapador de herramientas y sujetador de
herramientas de abra a cierre y de agarre a suelte, para retirar cualquier
presin atrapada en las mangueras.
Cierre la vlvula de desahogo (2), ubicada a la derecha del medidor de
presin de la bomba hidrulica.
(vea 5.1 para el chequeo del acumulador).
3.3
MANTENIMIENTO Y SERVICIO DE LA BOMBAS HIDRAULICAS
Un mantenimiento mnimo es requerido si:
1.
El aire del motor de aire es mantenido limpio. Asegrese que el filtro de
aire es mantenido adecuadamente.
2.
El fluido bombeado es limpio y libre de agua. Los filtros de la entrada de la
bomba deben ser removidos y limpiados cada ao.
Cada ao las bombas deben ser desensambladas y chequeadas por corrosin y
desgaste. El ensamblaje debe ser efectuado en una mesa de trabajo limpia y
debe tenerse cuidado de mantener limpios los componentes de la bomba. Las
partes de reemplazo y los conjuntos para reparacin de las bombas se
encuentran disponibles.
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Tapa de Terminal de
Conduccin de Aire
Vlvula Piloto
Barril de Aire
Tapa de Terminal de
de Hidrulico
Vlvula Ciclo de Aire
Pistn de Aire
Pistn Hidrulico
Orificio Entrada Aire
Salida de Aire de
Conduccin a Escape
Salida de Lquido
Entrada de Lquido
Vlvula de Chequeo
de la Entrada
Vlvula de Chequeo
de la Salida
Aire de Alta Presin
Aceite de Baja Presin
Aceite de Alta Presin
Bomba Hidrulica Haskel AW
FIGURA 8-2
Enero de 1998 Revisin: 1
Seccin 8 Pgina
Derechos de Autor 1998 Elmar
10
ESCUELA DE PRESION
BOMBAS HASKEL AW PARA LIQUIDOS IMPULSADAS CON AIRE
Estas consisten de un pistn reductor de inercia, livianas, completas con un
sello de O-Ring dentro de un contenedor de fibra de vidrio llenado con epoxy o
un barril de aluminio con un recubrimiento duro.
El dimetro del pistn de aire es constante para cualquier serie de bombas
impulsadas por aire.
Cuando el aire comprimido es llevado al impulsor de aire, este fuerza el pistn
hacia abajo en el viaje de compresin. El aire entonces impulsa el pistn de
regreso al viaje de succin (excepto en el caso de bombas Serie M las cuales
tienen un resorte de retorno).
Al contrario de muchas bombas de la competencia, los lubricadores para las
lneas impulsadoras de aire no son requeridos ni deseados debido a las
caractersticas inherentes de baja presin del diseo Haskel y la lubricacin
durante el ensamblaje.
Esto consiste de un carrete no balanceado, operado en piloto de peso ligero
que canaliza el aire contenido a cualquier lado del pistn, dependiendo de la
posicin de la vlvula.
El pistn de aire acta las vlvulas piloto en la parte superior e inferior del viaje
del pistn, alternativamente presurizando o desahogando el rea grande en el
extremo de la vlvula del carrete, haciendo que este reciproque y controle el
flujo de aire al pistn de aire para mantener el ciclo automtico. El aire es
desahogado de la bomba a travs de un silenciador para escape para del aire.
A diferencia de muchas bombas de la competencia, Haskel no utiliza encajes
cerrados de metal en su diseo. Esto elimina las fugas costosas de aire que
podran de otra manera resultar en la condicin de atascamiento en el carrete.
El pistn/eje hidrulico est directamente conectado al pistn de aire y su
porcin ms baja est en la envoltura dentro del cuerpo hidrulico. Su dimetro
determina la especificacin de la bomba (para cualquier serie en particular) el
cual a su vez determina el flujo de salida y la mxima capacidad de presin. Su
funcin es inducir lquido en el cuerpo hidrulico a travs de la vlvula de
chequeo de entrada y forzar el lquido fuera a travs de la vlvula de chequeo
de salida a una presin ms alta.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Las vlvulas de chequeo estn cargadas con resortes como vlvulas de no
retorno las cuales controlan el paso del lquido dentro y fuera de la bomba.
Cuando el pistn / eje hidrulico est en el viaje de succin, la entrada de la
vlvula de chequeo abre al mximo, el lquido es introducido dentro de la
bomba, mientras que la vlvula de chequeo de salida es mantenida cerrada por
su resorte.
En el viaje de presin la vlvula de chequeo de entrada es cerrada cuando el
pistn / eje hidrulico fuerza el lquido afuera a travs de la vlvula de chequeo
de salida.
Un sello dinmico se circunda el pistn / eje hidrulico, y es una de las pocas
partes que se desgastan. Su funcin es contener el lquido bajo presin durante
el ciclo y prevenir fugas externas o fugas dentro del conducto de aire.
Diferentes materiales de sello y configuraciones son utilizados, basados en la
compatibilidad de los lquidos a ser bombeados, la temperatura de operacin y
la especificacin de presin.
NOTA: Con la mayora de las bombas Haskel una parte para crear distancia
puede ser incorporada entre la seccin de impulsin de aire y la seccin
hidrulica, para una separacin completa y una operacin libre de
contaminacin.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 12
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.4
ESPECIFICACIONES DE LA BOMBA HIDRAULICA SC10-500-1
Consumo de Aire: cuando operada de cero a 1,000 psi, el consumo de aire es
aproximadamente 28 CFM de aire libre a una entrada de 100 psi. A presiones
bajas de aire y presiones hidrulicas ms altas (vea la tabla 2) el consumo de
aire ser reducido proporcionalmente a los promedios de flujo indicados.
Dimetro del pistn hidrulico:
1.1875 pulgadas
Area del pistn hidrulico:
1.107 pulgadas cuadradas
Volumen por viaje:
1.384 pulgadas cubicas
Presin de Aire - PSI
Presin Hidrulica
10
145
20
330
30
525
40
700
50
925
60
1,100
70
1,300
80
1,500
90
1,700
100
1,900
Tabla 1: Promedios aproximados de aire a presin hidrulica bajo condiciones
estticas.
Presin
Hidrulica
Presin de Aire
60
80
100
250
500
750
1000
1250
1500
1750
2000
561
659
708
403
488
549
336
409
476
278
357
403
180
270
354
0
223
305
63
256
0
153
Tabla 2: promedio aproximado de descarga en pulgadas cubicas por minuto.
MANTENIMIENTO
No exceda 150 psi como presin mxima para la entrada de aire.
La lubricacin del aire es requerida en la entrada de aire. Chequee que la
unidad contenga ya sea un Kilfrost L-880000, o un Gargoyle Turbine DTE #
9 de aceite de peso ligero o equivalente. Vea la Seccin 8-17 para las
precauciones especiales en climas fros / clidos
Chequee que el filtro de salida de aire no est bloqueado si la bomba rehusa
a comenzar al desenroscarla. Cambie el filtro cada ao.
El pre-llenar la bomba inicialmente solamente puede efectuado si la presin
de salida de la bomba es cero. La vlvula de la bomba debe estar abierta
cuando se pre-llena la bomba inicialmente.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 13
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Filtro de entrada. Este est ubicado en el tanque hidrulico y debe ser
removido y limpiado cada ao. El acceso al filtro es removiendo la lmina
superior del tanque hidrulico.
Torque del perno del cilindro de aire (10-12 libras-pie). Si la cabeza de aire
es abierta debe tenerse un gran cuidado cuando se vuelva a ensamblar. Los
ocho pernos deben estar apretados de forma pareja - no los apriete
demasiado inicialmente. Los pernos deben ser asegurados ligeramente
primero y despus apretados en secuencia hasta que un torque uniforme
haya sido aplicado a todos los ocho pernos alrededor de la cabeza de aire.
No haga funcionar la bomba con un tanque hidrulico vaco.
3.5
INSTRUCCIONES PARA EL SERVICIO DE LA BOMBA HIDRAULICA SC MODELO # 10-500-1
1.
Para Desensamblar el Motor
Refirase a la seccin transversal de la bomba (Figura 8-3).
a)
Retire los ocho pernos de 5/16 que sujetan el cilindro de aire, entre
la cabeza forjada y el extremo del cilindro de aire. Retire la cabeza
golpeando levemente en el adaptador enroscado ya sea en los
orificios de aire adentro o aire fuera con un martillo suave.
b)
Retire el anillo de retencin, objeto 7, del extremo inferior del pistn
de aire, objeto 26, y retire el pistn hidrulico. El ensamblaje de la
vlvula piloto, L-834610 puede entonces ser empujado a travs de la
parte inferior del pistn de aire.
c)
Retire el anillo de retencin, objeto 10, del ensamblaje de la cabeza.
Retire el ensamblaje de las rolineras, objeto 23, levantando o
presionando fuera con la manilla de un martillo o herramienta similar.
La vlvula de actuacin del pistn de aire (parte del objeto 20,
ensamblaje de la vlvula), tambin puede ser retirado en este
momento. El ensamblaje de las rolineras tiene un asiento moldeado
de caucho y debe ser reemplazado si est desgastado o daado. El
O-Ring, objeto 4 en el ensamblaje de las rolineras, el O-Ring, objeto
14 en la parte superior de la vlvula de actuacin del pistn de aire, y
el O-Ring en la cabeza del ensamblaje de la vlvula piloto deben ser
reemplazados de una forma rutinaria mientras que la bomba es
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 14
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
desensamblada pues estos son especialmente importantes para un
rendimiento ptimo.
* (Este O-Ring es parte L-834216, vea el ensamblaje de la vlvula
piloto L-834610).
d)
La cabeza tiene un protector de caucho, objeto 19, introducido en la
porcin superior del cuerpo. Este acta como un sello de aire y
tambin como un resguardo para la vlvula de actuacin del pistn de
aire. Si desgastado o daado, este debe ser reemplazado.
Nota: Cuando desgastada o daada la vlvula de actuacin del
pistn de aire y la camisa en la cual este opera son suministrados
como un ensamblaje de vlvula, parte L-834340 (vea la lista de
partes). La camisa puede ser retirada de la cabeza preformada por
medio de un tensionador interno agarrando las ranuras en la camisa,
instale un nuevo conjunto de O-Ring, parte L-834090, objeto 12, (4
son requeridos e incluidos con el ensamblaje de la vlvula cuando se
ordena como una parte de reemplazo). Tambin cubra los O-Ring y
el dimetro externo de la camisa con vaselina u otro lubricante
adecuado para evitar posible dao a los O-Ring cuando se instala la
nueva camisa.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 15
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2
5
16
8
13
22
2
19
32
1
14
1
18
28
20
31
25
29
30
Ensamblaje de la bomba SC 10-500-1
FIGURA 8-3
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 16
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
NUMERO DE PARTES DEL ENSAMBLAJE DE LA BOMBA SC10-500-1
OBJ
PARTE NUMERO DESCRIPCION
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
L-834340
L-834140
L-834280
10-450-48
L-834410
L-834007
L-834500
L-834610
L-834440
L-834010
L-834020
L-834030
L-834040
L-834000
L-834300
10-450-112
L-834290
L-813200
L-813510
L-834090
L-834170
L-834220
L-834240
L-834150
L-835209
L-834130
L-834200
L-834012
L-834310
10-450-28
Ensamblaje de Vlvula
Protector
Terminal
Pistn
Resorte
Cilindro
Ensamblaje de Rolinera
Vlvula Piloto de Aire
O Ring
O Ring 6230-1
O Ring 6230-9
O Ring 6230-30
O Ring 6227-19
O Ring 6227-56
Vlvula de Proteccin
Cabeza
Anillo de Retencin
Tuerca 5/16"-24
Perno 5/16"-24x3-3/4
Tornillo Hex Plano -20
O Ring
Entrada de Aire " Rosca de Tubo
Salida de Aire 3/4" Rosca de Tubo
Ensamblaje de Entrada de Vlvula
Ensamblaje de Salida de Vlvula
Protector - Pistn
Retenedor - Protector
Arandela
O Ring
Anillo de Retencin
Ensamblaje de Pistn y Cilindro
Anillo de Retencin
Sello
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 17
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.
Reparacin del Ensamblaje de Vlvula Piloto (Figura 8-4)
El ensamblaje de la vlvula piloto, L-834610, tiene un ensamblaje de
chequeo de aire, parte L-834250, ubicado en el extremo inferior. Retire el
anillo de retencin, parte L-834420, el cual asegura el asiento de la
vlvula, parte L-834550, en su lugar y retire el asiento de la vlvula con
una llave de expansin. El ensamblaje de chequeo de aire y el resorte,
parte L-834620, entonces caern fuera y pueden ser inspeccionados por
desgaste o dao. Reemplace los resorte y las partes desgastadas cuando
sea requerido.
Cuando instale el resorte, parte L-834600, en el
ensamblaje de chequeo de aire, el ensamblaje debe ser enroscado junto
hasta que las partes componentes sean encerradas justamente apretadas
sin viaje en el ensamblaje de los pernos y entonces la tuerca debe ser
regresada una vuelta completa para un ajuste adecuado. Cuando el ajuste
del ensamblaje haya sido efectuado adecuadamente, la vlvula abrir
aproximadamente 1/36 cuando el ensamblaje del perno es oprimido para
abrir la vlvula. Dae las roscas en un extremo del perno despus de
completar el ensamblaje para asegurar que la tuerca auto asegurada sea
mantenida en su posicin adecuada.
Nota: El dimetro externo e interno del eje del pistn de aire, objeto 4, no
debe tener desgastes, fisuras, golpes, daos pues este debe efectuar un
sello perfecto al contacto de los O-Ring. Aunque la bomba corra en otras
condiciones, no ser obtenido rendimiento satisfactorio cuando una fuga
de aire ocurra entre el eje del pistn y los O-Ring. El O-Ring, objeto 14,
puede tambin inspeccionarse en este momento. Reemplcelo si es
necesario.
3.
Para Reemplazar el Empaque del Cilindro Hidrulico
No es necesario desmantelar el motor de aire. Proceda como sigue:
desconecte las lneas de abastecimiento de aire, retire el escape si es
necesario y suelte el tornillo hexagonal en el extremo del cilindro de aire,
objeto 20. Desenrosque el motor de aire del cilindro hidrulico. El pistn
hidrulico es removido con el motor de aire, permitiendo un reemplazo
conveniente del empaque del cilindro hidrulico. Reemplace los anillos de
retencin y los O-Ring. La lista de partes le da el tamao y tipo de
empaque requerido y cuando instale los nuevos empaques, asegrese que
los anillos de retencin son puestos adecuadamente en su lugar. Si estos
son daados, o no instalados adecuadamente, los O-Rings funcionan mal,
resultando en prdida de presin y falla del empaque. Cuando reemplace
el motor de aire, instale un nuevo empaque de sello, # 10-450-28, objeto
33, y asegrese que el pistn hidrulico est bien alineado antes de
enroscar el motor de aire en posicin. Apriete el motor del aire seguro y
tambin el tornillo hexagonal, objeto 20, en el extremo del cilindro de aire.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 18
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Cuerpo de Vlvula
L-834008
Anillo de Retencin
L-834420
Asiento
L-834550
O-Ring
L-834216
O-Ring
L-834214
Ensamblaje
Chequeo de Aire
L-834250
Resorte
L-834620
Ensamblaje de la vlvula piloto L-834610
FIGURA 8-4
Perno
L-834510
Arandela
L-834259
Arandela
O-Ring
L-873400
Resorte
L-834600
Vlvula
L-834540
Retenedor
L-873400
Tuerca Auto
Sellante
Ensamblaje de Vlvula de Chequeo de Aire L-834250
FIGURA 8-4A
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 19
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4. El pistn Hidrulico
El pistn hidrulico tiene un protector de caucho, parte L-834240, en su
cabeza. Si es requerido su reemplazo retire el retenedor, parte L-834150,
con una llave de expansin e instale un nuevo protector de caucho y
arandela, parte L-835209. Aplique sellante tipo Loctite a las roscas del
retenedor cuando las reemplace y apritelo con seguridad, pero no exceda
un torque de 4 libras por pie.
Nota: El eje del pistn es niquelado con cromo y pulido a una tolerancia
muy exacta con el cilindro hidrulico. Si este demuestra indicaciones de
desgaste o fisuras (generalmente debido a objetos extraos presentes en
el fluido hidrulico), el pistn hidrulico completo y el cilindro, parte L834012, debe ser regresado a Elmar para reparaciones o reemplazo como
sea requerido.
5.
Reparacin o Reemplazo de las Vlvulas de Chequeo Hidrulico
(Objetos 24 y 25)
Estas vlvulas no deben dar ningn problema a no ser que objetos
extraos tales como suciedad o basura se encuentren presentes en el
abastecimiento de fluido. Si se presenta una fuga, retire las vlvulas de
chequeo del cilindro hidrulico. Retire el O-Ring y reemplcelo con uno
nuevo. Inspeccione el asiento de la bola en la vlvula mientras es retirado
el O-Ring. Si este ensea cualquier indicacin de desgaste o dao, el
ensamblaje completo de la vlvula debe ser reemplazado. Refirase a la
lista de partes por los nmeros de partes y las referencias de las vlvulas.
Nota: Existen diversos modelos de bombas. Cuando ordene las partes,
especifique el nmero de parte, el modelo de la bomba y el nmero de
serie.
6.
Cuando las operaciones descritas en los prrafos 1 a 5 inclusive han sido
terminadas, la unidad entera ha sido desmantelada y todas las partes
inspeccionadas por desgaste o daos. Es especialmente importante que
todas las partes que operan con O-Ring o empaques estn libres de
fisuras, protuberancias o cualquier otro defecto que pueda ocasionar un
desgaste rpido excesivo de los O-Rings y de los empaques, debido a que
las fugas se presentaran casi inmediatamente bajo estas condiciones y no
ser obtenido un rendimiento satisfactorio.
7.
Volviendo a Ensamblar la Bomba
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 20
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Invierta el procedimiento utilizado para desmantelarla, asegurndose que
todos los anillos de retencin son ubicados adecuadamente y que ningn
O-Ring sea daado durante el ensamblaje.
Importante: cuando vuelva a ensamblar el motor de aire asegrese que el
cilindro de aire, parte L-834007, queda en su posicin adecuada contra las
bridas de la cabeza de la bomba y el extremo del cilindro de aire antes de
apretar los pernos que sujetan el motor de aire junto. Utilice un martillo
suave para ubicar las bridas apretadas contra los extremos del cilindro de
aire antes de apretar los pernos. Fallas en efectuar esto resulta en una
sobretensin en los pernos inicialmente y cuando los pernos del lado
opuesto sean apretados esto puede ocasionar que se rompan los pernos o
sean daados cuando el ensamblaje es llevado hacia abajo a su posicin.
Los pernos deben estar levemente asegurados primero, despus llevados
a su posicin en secuencia hasta que haya sido aplicado un torque
uniforme a todos los pernos alrededor del permetro de la bomba (10-12
libras-pie).
8.
La Bomba No Est Trabajando Adecuadamente
Si por cualquier razn la bomba no trabaja adecuadamente, observe por
alguna de las siguientes causas:
a)
Si la bomba aparenta tener un viaje corto o funciona demasiado
rpido sin bombear adecuadamente, esto generalmente indica que el
ensamblaje de chequeo de aire no est trabajando como debera (vea
el prrafo 2 para el procedimiento correctivo).
b)
La prdida de presin puede ser ocasionada por una o dos razones,
las vlvulas de chequeo hidrulico han desarrollado una condicin de
fuga o el fluido hidrulico est escapando a travs del empaque del
cilindro hidrulico (vea los prrafos 3, 4 y 5 para las instrucciones de
reparacin). Tambin chequee la presin del aire en la entrada de la
bomba si la presin hidrulica oscila.
c)
Si la bomba comienza a funcionar errticamente y de con golpeteos
despus de un periodo de tiempo, esto es generalmente una
indicacin de atascamiento en el pistn hidrulico y en el ensamblaje
del cilindro (vea los prrafos 1 y 3 para las instrucciones de
desensamblaje). Esto es generalmente ocasionado por objetos
extraos en el abastecimiento de fluido tales como alcalinos, sucio,
mugre o qumicas que no tienen suficientes caractersticas de
lubricacin. Si el pistn hidrulico y el cilindro no han sido daados,
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 21
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
una limpieza completa normalmente regresa la bomba a su operacin
normal.
d)
Para un mximo volumen de flujo, asegrese que suficiente flujo de
aire es suministrado a la bomba. Conectando una tubera de un
tamao ms pequeo que el orificio de entrada de aire de la bomba
(1/2) no permitir que la bomba trabaje a su capacidad especificada
completa. Las largas longitudes o tamaos relativamente pequeos
de las tuberas de aire a la bomba ocasionan el mismo efecto.
e)
Si una cantidad excesiva de aceite o agua est pasando a travs de
la salida de la bomba de aire, chequee lo siguiente:
1. La unidad de lubricacin en el abastecimiento de aire est
entregando demasiado aceite. Ajuste a cerca de una gota de
aceite por cada 20 viajes de la bomba.
2. La unidad de filtracin en el abastecimiento de aire no est
funcionando adecuadamente.
La tasa debe ser limpiada
peridicamente para asegurarse una entrega de aire limpio a la
bomba.
3. El fluido hidrulico que es bombeado (aceite o agua) puede estar
fugando a travs de los empaques del cilindro hidrulico dentro
del motor de aire (vea el prrafo 3 para los procedimientos
correctivos).
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 22
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4.0
CHEQUEO DE LA BOMBA MANUAL SECUNDARIA
Ubique las vlvulas del BOP y atrapador de herramientas en off (apagado)
y la vlvula del sujetador de herramientas a catch (agarre).
Cierre las tres vlvulas de desahogo del sistema hidrulico.
Apague (off) la vlvula de aislamiento del acumulador, ubicada al lado del
medidor de presin del acumulador.
Introduzca la manilla de la bomba dentro de la bomba manual secundaria y
aplique presin hasta 3,000 psi. Chequee por fugas.
Abra la vlvula de desahogo, ubicada al lado derecho del medidor de
presin de la bomba hidrulica, para desahogar la presin.
Cierre la vlvula de desahogo.
Vea la Figura 8-5 para los detalles de la bomba.
4.1
CHEQUEO DE LA BOMBA MANUAL DE ALTA PRESION
Cierre la vlvula de desahogo de la caja de empaque, ubicada a la derecha
del medidor de presin de la caja de empaque.
Ubique la vlvula selectora, ubicada en la parte superior derecha del panel
de control, en stuffing box (caja de empaque).
Introduzca la manilla de la bomba dentro de la bomba manual de alta presin
y presurice hasta 10,000 psi. Chequee por fugas.
Desahogue la presin abriendo la vlvula de desahogo de la caja de
empaque, ubicada a la derecha del medidor de presin de la caja de
empaque.
Cierre la vlvula de desahogo.
Vea la Figura 8-6 para los detalles de la bomba.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 23
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ensamblaje de Bomba Manual para 3,000 PSI WP FIGURA 8-5
Detalle de la
Vlvula de Chequeo
OBJ
Parte No.
1
2
3
4
5
6
7
8
9
10
11
L-792100
L-812030
L-792300
L-792400
L-790004
L-875250
L-792900
L-793100
L-680267
L-813000
L-813290
QT
Y
1
3
2
1
1
1
1
1
1
1
1
Descripcin
Manilla Forjada
Tuerca de Nyloc
Nivelador de Enlace
Punto de Giro
Cobertor vlvula de chequeo
Cuerpo vlvula de chequeo
Cilindro
Pistn
Bloque de Mltiple
Arandela plana M8 Stain
Tornillo SH
OBJ
Parte No.
12
13
14
15
16
17
18
19
20
21
L-870800
L-870890
L-872100
L-872340
L-871070
L-874600
L-875210
L-813310
L-875250
L-875260
Enero de 1998 Revisin: 1
QT
Y
1
1
1
1
1
1
1
3
1
1
Descripcin
O-Ring
O-Ring
O-Ring
O-Ring
O-Ring
Resorte
Sello Polypak
Perno Hex
Bola de, 1/4"
Bola de, 3/16"
Seccin 8 - Pgina 24
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ensamblaje de Bomba Manual par 10,000 PSI WP
FIGURA 8-6
OBJ
Parte No.
1
2
3
4
5
6
7
8
9
10
11
L-792100
L-812030
L-792300
L-792400
L-790004
L-680266
L-792800
L-793000
L-680267
L-810200
L-870890
QT
Y
1
3
2
1
1
1
1
1
1
1
1
Descripcin
Nivel de Manilla
Tuerca
Enlace de Nivel
Bloque de Giro
Recubridor de Vlvula
Cuerpo Vlvula Cheq.
Cilindro
Pistn
Bloque de Mltiple
Tornillo PH
O-Ring
OBJ
Parte No.
QTY
12
13
14
15
16
17
18
19
20
21
L-871800
L-872100
L-872340
L-871070
L-874600
L-875200
L-813310
L-875250
L-875260
L-875270
1
1
1
1
1
1
3
1
1
1
Enero de 1998 Revisin: 1
Descripcin
O-Ring
O-Ring
O-Ring
O-Ring
Resorte
Sello Polypak
Perno Hex
Bola 1/4 Dia.
Bola 3/16 Dia.
Sujetador
Seccin 8 - Pgina 25
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
5.0
ACUMULADOR HIDRAULICO (Vea la Figura 8-7 y 8-7a).
El acumulador hidroneumtico utilizado en los mdulos hidrulicos de Elmar es
una cmara para el almacenamiento de fluido a presin, conectado dentro de un
circuito hidrulico por un orificio sencillo de entrada - salida.
La funcin principal del acumulador es almacenar bajo presin el fluido del
circuito. La energa potencial del fluido es convertida en trabajo utilizando la
fuerza dinmica proporcionada desde el acumulador por medio de la vejiga
presurizada de gas.
Un acumulador hidroneumtico entrega la potencia del fluido almacenado al
circuito como una potencia secundaria a la salida de la bomba.
Las caractersticas principales de construccin del acumulador utilizado por
Elmar son:
Tapa de proteccin - Protege el ensamblaje de la vlvula de gas de alta
presin.
Vlvula de precarga de no retorno - el ensamblaje de la vlvula para el gas de
alta presin est protegido con un O-Ring en la tapa de sello.
Placa de notificacin la mxima presin de trabajo (generalmente 3,000 psi),
la capacidad (generalmente 2-1/2 a 5 galones) y el fabricante.
Vlvula tipo aleta - vlvula de hierro forjado, cargada con resorte. Previene la
extrusin de la bolsa del separador a travs del orificio de fluido.
Vlvula de desahogo - para controlar el escape del fluido o gas.
Orificio de entrada / salida - proporciona la mxima rea para no restringir el
flujo.
Anillo contra extrusin - proporciona un contorno suave para prevenir daos a
la vejiga.
Vejiga - totalmente encerrada para una separacin positiva.
Envoltura de acero - sin soldaduras, empalmes o uniones, tratadas para
prevenir la corrosin.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 26
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
CARACTERISTICAS DE SEGURIDAD
1.
Si la presin de prueba de la envoltura va a ser excedida, la boca de la
envoltura se expande, permitiendo que el sello del O-Ring salga hacia
afuera con una prdida inmediata de presin. La extrusin ocurre mucho
antes que explote la presin.
2.
La vlvula aleta asegura que el acumulador no pueda ser desensamblado
sin primero desahogar la presin del gas.
Los acumuladores suministrados en las unidades de Elmar son normalmente
precargados de 900 a 1,000 psi. La presin de precarga nunca debe estar por
debajo del 20% de la mxima presin de trabajo. Para saber la presin de
precarga siga estos dos pasos:
5.1
1.
Apague el regulador de agua.
2.
Cierre la bomba hidrulica.
3.
Abra la vlvula ON/OFF (prender/apagar) del acumulador.
4.
Prenda el aire y aumente el regulador. (El sistema hidrulico y la presin
del regulador incrementan pero la bomba no tendr un recorrido (viaje)
continuo - ningn fluido es bombeado dentro del acumulador).
5.
Contine incrementando el regulador hasta que la bomba tenga un
recorrido continuo. Esta es la presin de precarga. La presin de
precarga ahora ha sido sobrepasada y el fluido es bombeado dentro del
acumulador.
OPERACION DEL ACUMULADOR
Para cargar el acumulador (refirase a la Figura 8-1):
Gire el regulador de aire de la bomba hidrulica (1) totalmente en sentido
opuesto a las manecillas del reloj.
Cierre la vlvula de desahogo (2), ubicado a la derecha del medidor de
presin de la bomba hidrulica.
Prenda la vlvula ON/OFF (PRENDIDA/APAGADA) de aire de la bomba
hidrulica (4).
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 27
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ajuste el regulador de la bomba hidrulica en sentido de las manecillas del
reloj hasta que el medidor de presin del sistema hidrulico indique 2,000
psi.
Prenda la vlvula de aislamiento del acumulador (3), ubicada al lado del
medidor de presin del acumulador. La bomba har recorridos por varios
minutos hasta que el medidor de presin del acumulador indique 2,000 psi.
Apague la vlvula de aislamiento del acumulador, ubicada al lado del
medidor de presin del acumulador.
Apague la vlvula ON/OFF (PRENDIDA/APAGADA) de aire de la bomba
hidrulica.
Abra la vlvula de desahogo, ubicada a la derecha del medidor de presin
de la bomba hidrulica.
Para operar las funciones hidrulicas utilizando el acumulador:
5.2
Cierre la vlvula de desahogo (2), ubicada a la derecha del medidor de
presin de la bomba hidrulica.
Prenda la vlvula de aislamiento del acumulador (3) ubicada al lado del
medidor de presin del acumulador. Todas las funciones hidrulicas ahora
pueden ser operadas colocando las vlvulas respectivas en las posiciones
requeridas.
La presin del acumulador puede ahora ser desahogada girando la vlvula
de aislamiento del acumulador, ubicada al lado del medidor de presin del
acumulador y abriendo la vlvula de desahogo, ubicada a la derecha del
medidor de presin de la bomba hidrulica. El acumulador debe ser
desahogado despus de cada trabajo.
CHEQUEO DEL ACUMULADOR (Refirase a la Figura 8-1)
Prenda la vlvula de aislamiento del acumulador (3), ubicada al lado del
medidor de presin del acumulador.
Prenda la vlvula de suministro de aire (4) a la bomba hidrulica. Ajuste el
regulador (1) para un bombeo hidrulico mximo de 3,000 psi.
Chequee por fugas.
Desahogue la presin del acumulador, utilizando la vlvula de desahogo (2)
ubicada a la derecha del medidor de presin de la bomba hidrulica.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 28
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Tapa de Proteccin
Vlvula Pre-Cargada
de No Retorno
Lmina de Nombre
NITROGENO
Cpsula
de Acero
FLUIDO
Vlvula de Aleta
Contra Extrusin
Vejiga
Vlvula de Desahogo
Orificio de Entrada / Salida
Acumulador hidrulico
FIGURA 8-7
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 29
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ensamblaje del acumulador, 10L, vertical, tubo de
FIGURA 8-7a
OBJ
Parte No.
1
2
3
4
5
6
7
8
9
10
L-830000
L-874000
L-681000
L-120600
L-830300
L-830030
L-816000
L-816100
L-816300
L-830200
QTY
1
1
1
1
1
1
2
2
2
1
Descripcin
Acumulador
Sello Dowty
Adaptador Rojo
Codo Macho
Asiento
Asiento caucho
Tuerca
Arandela
Arandela
Grapa
OBJ
Parte No.
11
12
13
14
15
16
17
18
19
L-830020
L-814400
L-814200
L-814100
L-671610
L-830010
L-816990
L-816970
L-816980
Enero de 1998 Revisin: 1
QT
Y
1
2
2
2
1
1
4
4
4
Descripcin
Grapa caucho
SHCS
Arandela
Arandela
Soporte
Amortiguador
Tuerca
Arandela
Arandela
Seccin 8 - Pgina 30
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 31
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
6.0
OPERACION DEL CIRCUITO DE GRASA
El siguiente procedimiento es para el circuito nmero uno. Para operar el
circuito nmero 2, siga el mismo procedimiento utilizando las vlvulas
correspondientes para el circuito nmero 2 (refirase a la Figura 8-1).
Prenda el regulador para la bomba # 1 totalmente en sentido opuesto a las
manecillas del reloj.
Prenda la bomba # 1.
Gire el regulador de la bomba # 1 en sentido de las manecillas del reloj
hasta que el medidor de presin de la bomba # 1 indique la presin de
inyeccin de grasa deseada.
Abra la vlvula de suministro de grasa, ubicada directamente por encima del
medidor de presin de la bomba # 1.
Para detener la inyeccin de grasa, apague la vlvula de suministro de aire
de la bomba # 1.
Desahogue la presin de grasa abriendo la vlvula de cruce y la vlvula de
desahogo, ambas estn ubicadas encima de la bomba del medidor de
presin de la bomba # 2.
Precaucin: No desahogue la presin del lubricador utilizando la vlvula de
desahogo de la grasa. Siempre utilice la vlvula proporcionada para el drenaje.
Para operar la lnea de inyeccin # 2 utilizando la bomba # 1
Ajuste la bomba # 1 a la presin de inyeccin deseada.
Cierre la vlvula de suministro de grasa # 1, ubicada directamente encima
del medidor de presin de la bomba # 1.
Abra la vlvula de cruce
Abra la vlvula de suministro de grasa # 2, ubicada directamente encima del
medidor de presin de la bomba # 2.
Para operar la lnea de inyeccin # 1 utilizando la bomba # 2
Ajuste la bomba # 2 a la presin de inyeccin deseada.
Cierre la vlvula de suministro de grasa # 2, ubicada directamente encima
del medidor de presin de la bomba # 2.
Abra la vlvula de cruce
Abra la vlvula de suministro de grasa # 1, ubicada directamente encima del
medidor de presin de la bomba # 1.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 32
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
6.1
PROCEDIMIENTO PARA PRUEBA DE PRESION DEL CIRCUITO DE GRASA
NOTA: Desenrolle completamente todas las mangueras. No gire los carretes
mientras exista presin en las mangueras. Esto disminuir la vida til del ORing.
6.2
CHEQUEO DEL SISTEMA DE INYECCION DE GRASA
Desenrolle totalmente las mangueras de grasa y ponga los tapones ciegos.
Gire los reguladores de aire de la bomba de grasa totalmente en sentido
opuesto a las manecillas del reloj.
Cierre todas las vlvulas de grasa.
Prenda la vlvula de abastecimiento de aire de la bomba # 1.
Abra la vlvula de abastecimiento de grasa, ubicada directamente encima
del medidor de presin de la bomba # 1.
Gire el regulador de aire de la bomba # 1 en sentido de las manecillas del
reloj. La bomba comenzar su recorrido a medida que presuriza la lnea de
inyeccin de grasa. Siga ajustando hasta que lea 10,000 psi en el medidor.
Chequee por fugas detrs del panel, en el centro de los carretes de las
mangueras y en el extremo de las mangueras.
Si la vlvula de suministro de aire est apagada, la presin caer lentamente
hasta que la vlvula de chequeo cierre.
Abra la vlvula de cruce, ubicada encima de los dos medidores de presin;
la presin ahora debe ser registrada en el medidor de presin de la bomba #
2.
Abra la vlvula de suministro de grasa ubicada directamente encima del
medidor de presin de la bomba # 2. Chequee por fugas.
Cierre la vlvula de suministro de aire de la bomba # 1.
Abra la vlvula de suministro de aire de la bomba # 2.
Gire el regulador de aire de la bomba # 2 en sentido de las manecillas del
reloj. Mantenga ajustando hasta que la presin en el medidor alcance
10,000 psi. Chequee por fugas.
Cierre la vlvula de abastecimiento de aire de la bomba # 2
Abra la vlvula de desahogo de grasa para desahogar la presin.
El flujo y presin de la bomba pueden ser chequeados con un probador para
el flujo de la bomba de grasa de Elmar. Parte No. L-690207.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 33
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
6.3
CHEQUEO DE LA LINEA DE DRENAJE
Desconecte la manguera de drenaje y una manguera de inyeccin de grasa
Conecte la manguera de drenaje a la manguera de inyeccin.
Abra la vlvula de drenaje de grasa, ubicada en el lado izquierdo del panel
de control.
Bombee grasa a travs de la manguera de drenaje hasta que la grasa salga
en el punto de drenaje. Utilice una manguera para dirigir los fluidos
desechados a un punto conveniente de desecho.
Cierre la vlvula del drenaje de grasa, bombee hasta 10,000 psi y chequee
por fugas.
Cierre la vlvula de suministro de aire y abra la vlvula de desahogo de la
grasa.
Si es posible pruebe la lnea de drenaje con agua para evitar llenarla con
aceite pesado.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 34
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
7.0
MANTENIMIENTO Y SERVICIO DE LAS BOMBAS WIWA 175:1
EL SISTEMA
La bomba de alta presin (Figura 8-8), la cual consiste de un conductor de aire
recproco (motor de aire, Figura 8-9) y una bomba de fluido (terminal de fluido,
figuras 8-10, 8-11) conforman el punto central del sistema. Un control variable
infinito del motor de aire y en consecuencia una velocidad de desplazamiento
(ciclo) de la bomba de fluido es obtenido utilizando una vlvula reductora de
presin (regulador de aire), que gobierna la salida del fluido y la presin de
cada.
La especificacin de presin (promedio de la bomba) de una bomba de alta
presin es igual a la relacin del rea del pistn del motor de aire contra el rea
del pistn de desplazamiento en el extremo del fluido. (Note que la relacin de
las reas es igual al cuadrado de la relacin del dimetro externo). La presin
de la salida del fluido es igual a la presin del aire comprimido suministrado,
multiplicado por la relacin de la bomba.
Ejemplo:
Especificacin de la bomba
175:1
Lectura de presin del aire comprimido 5 barras (73 psi)
en el control del motor de aire
Mximo alcance de presin de fluido
7.1
875 barras (12690 psi)
EL MOTOR DE AIRE
Los motores recprocos WIWA estn diseados especficamente para utilizar
con las bombas de alta presin y bombas para roco de pinturas. Estas estn
diseadas para un servicio fcil y bajo ruido (Figura 8-9).
7.2
MANTENIMIENTO EN GENERAL
1.
Diariamente - si el aire comprimido est hmedo, por lo menos dos veces
al da - drene el separador de aceite y agua con la lnea de presin
prendida y libere el agua.
2.
Chequee el aceitador de niebla por un ajuste adecuado (medidor de gotas)
y el nivel de aceite, vuelva a llenar si es requerido.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 35
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
NOTA: En condiciones severas de operacin puede ocurrir congelamiento
en el motor de aire. Para prevenirlo, llene el aceitador de niebla con
Killfrost, (Elmar Parte No. L-880000) una mezcla especialmente formulada
de lubricante / anticongelante que absorve la humedad. Si el Killfrost no
se encuentra disponible, usted puede utilizar una mezcla de glicol (buen
anti congelante) y Aceite SAE10, u otro aceite lubricante ligero.
3.
Con un lubricante especialmente formulado, chequee o llene hasta el tope
de la cmara de lubricacin de la bomba o la tasa hmeda del empaque de
la tuerca de toma.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 36
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Bomba de inyeccin de grasa WIWA 175:1
FIGURA 8-8
OBJ
1
2
3
4
5
Parte No.
L-840750
L-861400
L-812590
L-201900
L-851120
QTY
1
1
8
1
1
6
7
L-301700
L-460610
1
1
Descripcin
Bomba Wiwa 175:1
Sello F
SHC Tornillo
niple
Lubricador Lnea de
Aire
Codo Macho
Terminal de Manguera
OBJ
8
Parte No.
L-100080
Enero de 1998 Revisin: 1
QTY
1
Descripcin
Conector Macho
Seccin 8 - Pgina 37
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ordene el lubricante especialmente formulado para el empaque de la WIWA
bajo el nmero de parte 163333.
NOTA: Cambie el lubricante del empaque especialmente formulado cada
50 horas de operacin, ms temprano en las bombas de tasa hmeda. La
decoloracin del lubricante indica desgaste del empaque o que fallas
afectan el rendimiento de la bomba.
4.
7.3
No retuerza o doble las mangueras de fluido de alta presin en un radio
menor de 4 pulgadas.
EL TERMINAL DE FLUIDO
Las bombas de alta presin de WIWA instaladas en el mdulo serie 10 son de
un diseo cerrado. El diseo cerrado tiene la caracterstica de una cmara de
lubricacin integrada que tiene nicamente un orificio de desahogo. Esta
cmara de lubricacin conecta entre el motor de aire y el extremo del fluido y el
viaje del pistn de desplazamiento no puede ser visto.
Un lubricante
especialmente formulado que llena la cmara de lubricacin permite la
humidificacin del pistn de desplazamiento en cada viaje hacia arriba
previniendo que se sequen o endurezcan los depsitos sobre el pistn del
fluido.
Las bombas de fluido del diseo cerrado, tienen como caracterstica el pistn
guiado entre dos conjuntos de empaques fijos reajustados constantemente por
un resorte de presin lo cual resulta en una vida ms larga del empaque.
Al pistn de desplazamiento se le ha provisto con una capa de cromado de
aproximadamente 0.3 mm (0.012) para protegerlo contra desgaste; las vlvulas
tipo bola superior e inferior tiene asientos de carburo de tungsteno, reversible
por desgaste, dependiendo del modelo de la bomba seleccionada.
Los empaques en V de cuero y tefln son instalados como conjuntos de
empaque. Estos deben ser ubicados en secuencia, cuero - tefln nicamente,
por ejemplo mezclados. Los empaques en V de tefln en WIWA son
llenados con grafito y los empaques de cuero impregnados con Thiokol.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 38
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Motor de Aire WIWA D 200/120 HD 42.175
FIGURA 8-9
Partes con Desgaste
Partes del Conjunto de Sellos
Conjunto de Sellos L-660770
Conjunto de Reparacin L-660340
Partes del Conjunto de Reparacion
Adesivo de Ingeniera 50 ml
Grasa de Lubricacin (libre de Acidos)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 39
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
MOTOR DE AIRE 175:1
OBJ
PIEZAS
PARTE N
DESCRIPCION
(1)
2
3
4
5
6
7
8
9
10
11
12
13
14
15
(16)
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
1
1
1
1
4
4
1
1
4
4
2
1
1
1
1
1
8
8
8
2
2
2
2
2
1
1
1
1
2
2
2
1
1
1
1
1
1
2
1
L-838080
L-838090
L-838110
Ensamblaje del Circulo de Tornillos
Cobertor
Ensamblaje de Tubo de Escape
Envoltura Mecnica Agujereada
Tuerca de Retencin
Arandela
Tapa
Cilindro de Control
O Ring
Perno con Roscas
Tuerca
Ensamblaje del Cilindro de Control
Envoltura de Control
Sello
Ensamblaje de Cabeza de Cilindro
Vlvula de Seguridad
Tuerca de Cubierta
Anillo de Resorte
Arandela
Tornillo de Retencin
Resorte
Cojinete de Rolinera
Soporte de Interruptor
Interruptor
Pasador Cilndrico
Cojinete Recogido
Anillo de Retencin
Ensamblaje de Cobertor
Tornillo
Tornillo
Arandela
Eje de Control
Espaciador de Amortiguacin
Portador
Espaciador de Amortiguacin
Anillo de Retencin
Cojinete Recogido
O Ring
Lamina
L-838120
L-838130
L-838140
L-838150
L-838160
L-838170
L-838180
L-838190
L-838200
L-838210
L-838220
L-838230
L-838240
L-838250
L-838260
L-838270
L-838280
L-838290
L-838300
L-838310
L-838360
L-838370
L-838320
L-838330
L-838340
L-838350
L-838380
L-838390
L-838400
L-838410
L-838420
L-838430
L-838440
L-838450
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 40
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
OBJ
PIEZAS
PARTE N
DESCRIPCION
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
(64)
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
4
2
8
8
8
8
1
1
1
1
1
1
L-838460
L-838420
L-838470
L-838480
L-838490
L-838500
L-838510
L-838520
L-838530
L-838540
L-838550
L-838560
L-838470
L-838570
L-837001
L-838610
L-838620
L-838600
L-838250
L-838240
L-838230
L-838630
L-838540
L-838640
L-838650
L-660770
L-660340
Sello en U
Anillo de Retencin
O Ring
O Ring
Lamina de Pistn
Anillo Gua
O Ring
Espaciador
Gua de Pare
Resorte
Ensamblaje de Eje de Gua
Cilindro
O Ring
Anillo de Retencin
Ensamblaje de Cojinete Gua
O Ring
Tubo de Entrada de Aire
Perno con Rosca
Arandela
Anillo de Resorte
Tuerca de Cobertor
Ensamblaje Inferior
Resorte
Eje del Motor
Acople
Conjunto de Sello
Conjunto de Reparacin
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 41
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Seccin de una WIWA 175:1, terminal de fluido (Rev A)
FIGURA 8-10
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 42
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
BOMBA 85:1 DE WIWA
La bomba 85:1 (Figura 8-12) es construida igual que la bomba 175:1. La nica
diferencia es el tamao del motor de aire (vea la Figura 8-13). Los extremos de fluido
son exactamente iguales.
Bomba de inyeccin de grasa WIWA 85:1
FIGURA 8-12
OBJ
Parte No.
1
2
3
4
L-840880
L-861400
L-812590
L-201900
QT
Y
1
1
8
1
Descripcin
OBJ
Parte No.
Bomba
Sello
SHCS
Niple M-Hex
5
6
7
8
L-851120
L-301700
L-460610
L-120160
Enero de 1998 Revisin: 1
QT
Y
1
1
1
1
Descripcin
Lubricador
Codo Macho
Terminal Manguera
Codo Macho
Seccin 8 - Pgina 43
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Motor de aire WIWA D 140/120 HDP 42.85
FIGURA 8-13
Conjunto de Sellos L-661430
Conjunto de Reparacin L-661440
Partes con Desgaste
Partes del Conjunto de Sellos
Partes del Conjunto de Reparacion
Adesivo de Ingeniera 50 ml
Grasa de Lubricacin (libre de Acidos)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 44
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
MOTOR DE AIRE 85:1
OBJ
PIECES
PART N
DESCRIPCION
(1)
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
(27)
(28)
(28)
29
30
31
32
33
34
35
36
37
38
1
3
3
1
1
1
2
2
4
1
1
1
1
2
1
1
1
1
2
1
1
1
1
3
4
4
1
1
1
1
1
1
2
2
2
2
2
2
1
L-837002
L-837003
L-837053
L-837004
L-837005
L-837006
L-837007
L-837053
L-837008
L-837007
L-837009
L-837010
L-837011
L-837012
L-837013
L-837014
L-837015
L-837016
L-837017
L-837018
L-837016
L-837019
L-837020
L-837021
Ensamblaje del Circulo de Tornillos
Tuerca de Cobertor
Arandela
Ensamblaje de Cobertor
Ensamblaje de Tubo de Escape de Aire
Espaciador
Ensamblaje de Perno con Roscas
Arandela
O Ring
Ensamblaje de Perno con Roscas
Lmina de Seguridad
Cilindro de Seguridad
Ensamblaje de Envoltura de Control
Tuerca
Ensamblaje de Pistn de Control
Eje de Control
Alineacin, Inserto
Espaciador de Amortiguacin
Espaciador
Ensamblaje del Portador
Espaciador de Amortiguacin
Anillo de Retencin
Espaciador
O Ring
Tuerca de Cobertor
Arandela
Vlvula de Seguridad
Niple Reductor para Regulador de Aire
Tubo de Unin para Mantenimiento de Aire
Ensamblaje de Cabeza de Cilindro
Sello en U
Anillo de Retencin
Interruptor
Rolinera de Interruptor
Resorte
Cojinete de Rolinera
Pasador con Roscas
Tuerca
O Ring
L-837022
L-837023
L-837024
L-837025
L-837103
L-837026
L-837027
L-837028
L-837029
L-837030
L-837031
L-837032
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 45
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
OBJ
PIECES
PART N
DESCRIPCION
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
(55)
(56)
(57)
58
59
60
1
1
1
1
1
1
1
1
4
1
1
2
1
1
1
1
1
1
1
1
4
4
L-837033
L-837034
L-837035
L-837036
L-837037
L-837038
L-837039
L-837040
L-837041
L-837042
L-837043
L-837044
L-837045
L-837046
L-837047
L-837048
L-837049
L-837050
L-837051
L-837052
L-837053
L-837054
Lmina del Pistn
Anillo Gua
O Ring
Espaciador
Ensamblaje de Eje Gua
Eje del Motor
O Ring
Cilindro
Perno con Roscas
O Ring
O Ring
O Ring
Ensamblaje Inferior
Ensamblaje de Cojinete
Espaciador
Anillo de Retencin
Acoplador
Pasador Dividido
Pasador de Tensin
Ensamblaje Inferior
Arandela
Tornillo
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 46
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
PROBLEMA
PROBABLE CAUSA
REMEDIO
La bomba no opera.
1. Abastecimiento de aire cerrado.
1.
2. Vlvulas de bloqueo tipo bola en el 2.
extremo del fluido bloqueadas.
3.
3. Motor de aire bloqueado.
Las bombas tiene un ciclaje regular, pero 1. Vlvula tipo bola en el extremo de 1.
no aceptan el primer fluido.
fluido pegada.
2.
2. Tubo o manguera de succin no
instalada adecuadamente (la bomba
succiona aire).
3. Material muy viscoso.
La bomba trabaja errticamente, el flujo 1. Presin de bomba muy baja.
del fluido es pulsado
2. Material muy viscoso.
3.
Abra.
Desensamble, limpie.
Llame a servicio.
Suelte, limpie.
Chequee por fugas de aire en las
mangueras y en las conexiones de
los
tubos
en
el
lado
de
abastecimiento de fluido, obtenga el
sello y apriete.
Reduzca la velocidad (siga
instrucciones del fabricante).
las
1. Incremente ajuste de presin de aire.
2. Reduzca la velocidad (siga
instrucciones del fabricante)
las
3. Vlvulas tipo bola del extremo de 3. Suelte, limpie. Introduzca el extremo
fluido pegadas.
de fluido en un agente de limpieza
compatible para disolver y lvelo
despus.
4. Vlvulas tipo bola, empaques o pistn
desgastadas.
4. Reemplace.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 47
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
PROBLEMA
PROBABLE CAUSA
REMEDIO
El flujo del fluido se detiene y se torna 1. El abastecimiento de fluido vaco.
1.
pesado.
2. Materiales extraos atrapados en la 2.
vlvula de pie.
El motor de aire se detiene
Vuelva a llenar.
Desensamble y limpie.
3. Empaques desgastados.
3.
Reemplace.
4. Frecuencia de bombeo muy alta.
4.
Reduzca la presin de aire y la
velocidad de la bomba.
5. Fugas en el motor de aire.
5.
Reemplace los O-Ring.
1. Muy alto la frecuencia de ciclaje de la 1.
bomba.
Reduzca la presin de aire.
2. Muy alto el contenido de humedad en 2.
el aire comprimido.
Instale el separador de agua y aceite
y drene a intervalos ms cortos.
3. Condiciones
operacionales
no 3.
favorables, humedad alta, tubera
inadecuada,
bruma,
temperatura
cercano al punto de congelamiento.
Llene el goteador de bruma con
Killfrost o mezcla de anticongelante /
aceite y ajuste el dispensador de
gotas. (Vea la Seccin 8-17)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 48
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
8.0
BOMBAS ARO
La bomba de grasa ARO 100:1 est equipada con un motor de aire de 6,
nmero de parte L-884-0000 (Figura 8-15). El tubo correspondiente de la
bomba es L-832430 (Figura 8-16). La mxima presin de salida obtenible es de
15,000 psi con una presin de entrada de aire de 150 psi.
8.1
OPERACION DE LA BOMBA CON ESPECIFICACION DE 100:1 (Refirase a la
Figura 8-14 y 8-14a)
Las bombas ARO estn equipadas con uniones de conexin rpida para el
abastecimiento de aire.
Una o ambas bombas pueden ser utilizadas
conectando el abastecimiento de aire a la bomba. La bomba entonces debe ser
operada desde el panel de control utilizando la vlvula de abastecimiento de
aire y el regulador.
8.2
MANTENIMIENTO DE LA BOMBA CON ESPECIFICACION DE 100:1
Despus de utilizar la presin de la grasa debe ser desahogada y el
abastecimiento de aire apagado. Si es necesario desensamblar, consulte los
diagramas para la identificacin de las partes. Durante el reensamblaje,
lubrique todas las partes, teniendo cuidado de los O-Ring y las superficies de
los O-Rings. Las secciones con roscas del tubo inferior de la bomba deben ser
desengrasadas y ensambladas utilizando Loctite Studlock 270.
Enero de 1998 Revisin: 1
Seccin 8 Pgina 49
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Entrada de Aire
Salida de Aire
Pistn
Taza de
Solvente
Salida de
Material
Vlvula
Superior de
Corte
Tubo
Vlvula Inferior
de Corte
Entrada de Material
Botn de
Pre-Inicio
ARO: Bomba de extrusin de doble golpe, viaje hacia arriba
FIGURA 8-14
Enero de 1998 Revisin: 1
Seccin 8 Pgina 50
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Entrada de Aire
Escape de
Aire
Pistn
Copa de
Solvente
Material
Afuera
Vlvula
Superior de
Corte
Tubo
Vlvula Inferior
de Corte
Entrada de
Material
Botn de
Pre-Inicio
ARO: Bomba de extrusin de doble accin, viaje hacia abajo
FIGURA 8-14a
Enero de 1998 Revisin: 1
Seccin 8 Pgina 51
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Motor de aire de la ARO de 6
FIGURA 8-15
Enero de 1998 Revisin: 1
Seccin 8 Pgina 52
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
LISTA DE PARTES DEL MOTOR DE AIRE
REF.
PARTE N
DESCRIPCION
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
L-810230
L-832590
L-810260
L-810240
L-832800
L-833490
L-833590
L-832510
L-833450
L-832260
L-833250
L-832270
L-832630
L-832830
L-871760
L-832280
L-870800
L-832880
L-833060
L-871750
L-817360
L-832910
L-832120
L-832210
L-833440
L-832900
L-832680
L-833460
L-832200
L-832890
L-833120
L-832290
L-832440
L-832640
L-833010
L-832300
L-833470
L-832090
L-832150
Tornillo
Deflector
Tornillo
Tornillo
Arandela
Tornillo
Arandela
Tapa de Motor de Aire
Gua de Vlvula
Sello
Ensamblaje de Pasador y Lamina de Vlvula
Ensamblaje de Inserto de Resorte
Inserto de Vlvula
Sello de Sello de Vlvula
O Ring
Arandela
O Ring
Ensamblaje de Cabeza de Motor de Aire
Empaque de Taza en U
O Ring
Tornillo Torneado
Adaptador
Ensamblaje del Pistn
O Ring
Tuerca
Ensamblaje de Varilla
Cilindro de Aire
Tubo
O Ring
Ensamblaje de Rolinera y Base de Motor de Aire
Pistn de Vlvula
Sello para Sellante de Vlvula
Lamina de Vlvula
Inserto
Gua de Vlvula
Arandela
Glndula
Sello
O Ring
Enero de 1998 Revisin: 1
Seccin 8 Pgina 53
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
REF.
PARTE N
DESCRIPCION
40
41
42
43
44
45
46
47
48
49
50
51
52
L-833000
L-832460
L-833130
L-832110
L-832840
L-871740
L-688020
Varilla Externa
Tuerca
Adaptador de Pistn
Glndula
Arandela
O Ring
Varilla de Conexin
Anillo de Tensin
Arandela Gua
Empaque de Taza en U
Tuerca
Arandela
Ensamblaje de Bola y Varilla
L-832240
L-832450
L-833020
Enero de 1998 Revisin: 1
Seccin 8 Pgina 54
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
DESENSAMBLAJE
Nota: Todas las roscas son de mano derecha.
1. Fuerce
el pistn 23 hacia arriba
empujando la varilla y el ensamblaje de la
bomba 52 hacia la parte superior del
motor de aire.
2. Retire los tornillos 1 (4) del deflector 2
3. Retire el deflector 2
9. Retire el resorte 12 de los pasadores en la
parte superior de la lmina de la vlvula y
el ensamblaje de pasador 11.
10. Retire la lmina de la vlvula 11 y el
ensamblaje del pasador y la lmina de la
vlvula 33 tensionando hacia arriba. Si
estn pegados, golpee levemente el borde
superior con un martillo plstico o la
manilla de un destornillador. (No golpee
con ningn objeto metlico).
4. Retire los tornillos 3 (6) de la tapa 8.
11. Retire el inserto 13 y el inserto 34.
5. Retire la tapa 8 y el empaque 10.
12. Retire el empaque 32 y 14.
6. Suelte los tornillos 4 (8) (que sujetan la
13. Retire el ensamblaje del resorte 12
lmina de la vlvula y el ensamblaje del
pasador 11, la gua 9, la gua de la
vlvula 35 (2), y la lmina de la vlvula
33) hasta que el 9 y el 35 (2) puedan ser
retirados tensionando hacia arriba. (Vea
la Figura 7).
7. Retire los tornillos 4 (8) y las arandelas 5
(8) del motor de aire de 6 empujando
hacia afuera con una pequea llave Allen
(Vea Figuras 2 y 7).
Llave Allen
14. Retire los tornillos 6 (2) y las arandelas 7
(2) de la glndula superior 37. (Vea la
Figura 7).
15. Tensione el pistn 31 hacia arriba hasta
que la glndula superior 37 haya salido de
su cmara.
16. Retire la glndula superior 37
17. Retire el sello 38, el O-Ring 39 y el ORing 15 de la glndula superior 37. (Vea
la Figura 5).
18. Desensamble el pistn 31 del adaptador
42 como es enseado en la Figura 3.
19. Retire el pistn 31.
4 Tornillo (8)
5 Arandela (8)
20. Tensione el adaptador 42 hacia arriba y
sujete la varilla de extensin 40 por
debajo de 42. Empuje 42 hacia abajo del
40. Retire la arandela 38 y el adaptador
42.
(Saque los tornillos y las arandelas con una
llave Allen como se ensea).
Las cuatro arandelas y tornillos remanentes
estn en el lado opuesto.
FIGURA 2
8. Con
un
destornillador,
suelte
el
ensamblaje del resorte 12 de la parte
inferior de la lmina de la vlvula y el
ensamblaje de pasador 11.
FIGURA 3
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 54
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
21. Retire la arandela 16 y la copa en U 19
del adaptador 42.
22. Retire las tuercas 50 (4) de las varillas de
conexin 46 (4).
NOTA:
necesario retirar las tuercas 41.
No
es
23. Retire las varillas de conexin 46 (4)
Despus retire el ensamblaje de la varilla
26 de la varilla 52.
Precaucin: No dae el terminado de la
varilla y del ensamblaje de la bola.
36. Desde el adaptador 22, retire la tuerca 25,
el pistn 23 y el O-Ring 24.
24. Retire el ensamblaje de la cabeza 18 y
ubquelo en una mesa de trabajo con el
extremo que encaja dentro del tubo 28,
hacia arriba.
25. Retire el O-Ring 20 del ensamblaje de la
cabeza 18.
26. Retire los tornillos 21 (4) de la glndula
inferior 43.
27. Retire la glndula inferior 43.
28. Retire la arandela 44, el O-Ring 15 y el ORing 45 de la glndula inferior 43.
29. Retire el tubo 28.
ENSAMBLAJE
Nota: Todas las roscas son de mano derecha.
Aplique grasa a todos los O-Rings, copas en U y
otros materiales de caucho cuando sean
instalados.
1. Deslice el O-Ring 24 y el adaptador 22,
limpie con un absorbente y aplquelo a las
roscas externas del adaptador 22.
Despus ensamble 22 y la tuerca 25 al
ensamblaje del pistn 23 y apriete a 160180 libras pies.
2. Ponga
30. Retire el O-Ring 17 de la base del motor
30, del ensamblaje de rolineras y del
ensamblaje de la cabeza 18.
31. Tensione hacia arriba el cilindro 27 hasta
el extremo con roscas del
ensamblaje de varilla 26 a travs del
hueco en el adaptador 22 con la camisa
abrasiva del ensamblaje de varilla 26 en
el lado con roscas del adaptador 22.
que la varilla 52 y el ensamblaje de la bola
sea separado de la base del motor 30 y
del ensamblaje de rolineras. Si la varilla
52 y el ensamblaje de la bola no se
separan de la base del motor 30 y del
ensamblaje de rolineras, retire la varilla 52
y el ensamblaje de la bola despus de
remover el cilindro 27.
3. Mientras sujeta el ensamblaje de la varilla
32. Retire el O-Ring 20 de la base del motor y
de la varilla 26 dentro del hueco en el
extremo de la varilla 52 y el ensamblaje
de bola y tornillo y enrosque la varilla 52 y
el ensamblaje de bola en el adaptador 22
utilizando la parte plana de las llaves
proporcionadas.
del ensamblaje de la rolinera 30.
33. Ahora retire el anillo de tensin 47, la
arandela 48, la copa en U 49, y la
arandela 51 de la base del motor y del
ensamblaje de la rolinera 30.
34. Desenrosque la varilla de extensin 40 del
ensamblaje de varilla 26, sujetando el
ensamblaje de varilla 26 con una llave
tipo ajustable y ubique una llave en la
parte plana proporcionada en la parte
superior de la varilla de extensin 40.
35. Desenrosque la varilla y el ensamblaje de
la bola 52 del adaptador 22 utilizando la
parte plana de la llave sobre la varilla 52.
26 por debajo de las roscas con una
tenaza del tipo asegurado, limpie con un
solvente y aplique Loctite a las roscas y
anexe la varilla de extensin 40 utilizando
la
parte
plana
de
las
llaves
proporcionadas.
4. Ubique la camisa abrasiva, el ensamblaje
5. Engrase copiosamente e instale el O-Ring
20 en la base del motor 30 y el
ensamblaje de rolineras.
6. Engrase y ubique la arandela 51, la copa
en U 49 en la base del motor 30 y el
ensamblaje de rolineras.
Ubique la
arandela 48 y el anillo de tensin 47 en la
base del motor 30 y el ensamblaje de
rolineras.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 55
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
7.
Engrase e instale el O-Ring 15 en la
glndula inferior 43.
8. Engrase el calibre del ensamblaje de
15. Engrase completamente e instale los ORing 45 y 20 en el ensamblaje de la
cabeza 18.
cabeza 18 e introduzca la glndula inferior
43 dentro del calibre del ensamblaje de
cabeza 18 con un movimiento de
enrosque.
16. Engrase completamente los O-Ring 7 (2)
9. Alinee los huecos de los tornillos en la
17. Presione el tubo 28 en el hueco ampliado
glndula inferior 43 y el ensamblaje de la
cabeza 18.
en la base del motor 30 y el ensamblaje
de la rolinera.
e instale uno en la base del motor 30 y el
ensamblaje de las rolineras, el otro en el
ensamblaje de la cabeza 18.
la glndula inferior 43 al
ensamblaje de la cabeza 18 con los
tornillos 21 (4).
18. Empuje la varilla de extensin 40 a travs
11. Ponga la varilla 52 y el ensamblaje de la
19. Presione el ensamblaje de la cabeza 18
bomba a travs de la copa en U 49 en la
base del motor y el ensamblaje de
rolineras teniendo cuidado de no daar la
copa en U.
27 Cilindro
hacia abajo hasta que el cilindro 27 y el
tubo 28 estn asentados en el ensamblaje
de la cabeza 18.
10. Asegure
(Aplique grasa
adentro
completamente
23 Pistn
(Aplique grasa
en los bordes
del O-Ring 45 en la base del ensamblaje
de la cabeza 18.
20. Introduzca las varillas de conexin 46 (4)
hacia abajo a travs de los huecos en la
brida del ensamblaje de la cabeza 18 y la
base del motor 30 y el ensamblaje de las
rolineras.
21. Enrosque las tuercas 51 (4) en las varillas
de conexin 46 (4) alternativamente y
apriete las tuercas de forma pareja.
22. Engrase completamente e instale la copa
52 Ensamblaje
de Varilla
y Bola
en U 19 en el adaptador 42 con los
bordes del 19 hacia abajo hacia la brida
gruesa del 42.
23. Engrase copiosamente e instale los ORing 39 y 15 en la glndula superior 37.
24. Doble el sello 38 en una figura de un
corazn e instale la glndula superior 37
dentro del O-Ring 39 como es enseado
en la Figura 4.
Sello con Forma Libre
Sello Colapsado
FIGURA 3
12. Engrase completamente la parte interna
del cilindro 27.
13. Llene el rea entre los bordes del
ensamblaje del pistn 23 con grasa,
despus introdzcalo dentro de la parte
inferior del cilindro 27 como es enseado
en la Figura 3.
14. Empuje el ensamblaje del pistn 23 hasta
la parte superior del cilindro 27.
FIGURA 4
25. Engrase y empuje cuidadosamente el
pistn 31 en la glndula superior 37 para
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 56
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
adaptar al tamao del sello 38 y retrelo.
Vea la Figura 5.
15 O-Ring
39 O-Ring
31. Introduzca la arandela 36 dentro de la
ranura en la parte superior de la varilla de
extensin 40.
32. Tensione el adaptador 42 hacia arriba
alrededor de la arandela 36.
33. Coloque la arandela 16 sobre la varilla de
38 Sello
Direccin para Medir
extensin 40 y dentro del adaptador 42.
31 Pistn de Vlvula
34. Limpie con solvente y ponga Loctite en las
37 Glndula Superior
roscas del pistn 31. Enrosque el 31 en el
adaptador 42 y apritelo como se ense
en la Figura 3.
35. Empuje el adaptador ensamblado 42 y el
FIGURA 5
26. Coloque la arandela 44 sobre la varilla de
extensin 40.
36. Retire la herramienta de instalacin
27. Tensione la varilla de extensin 40 hacia
arriba y sujtela con dos dedos como es
enseado en la Figura 6.
36
Ranura de
Arandela
pistn 31 hacia abajo con la herramienta
de instalacin 90350 hasta que lleguen al
fondo.
90350.
37. Instale la glndula superior 37 sobre el
pistn 31 y empuje hacia abajo teniendo
cuidado de retener el sello 38 en la ranura
del O-Ring.
38. Alinee los dos huecos para los tornillos y
40
Varilla de
Extensin
asegure la glndula superior 37 al
ensamblaje de la cabeza 18 con los
tornillos 6 (2) y las arandelas de seguro 7
(2). Vea la Figura 7.
39. Introduzca el resorte 12 en el ensamblaje
18
Ensamblaje
de Cabeza
de la cabeza 18 con los enganches hacia
abajo y el rodillo de nylon hacia el pistn
31. Vea la Figura 7 y la Figura 8-15.
40. Engrase copiosamente e introduzca el
FIGURA 6
28. Ubique la herramienta de instalacin
90350 sobre la varilla de extensin 40 con
el dimetro pulido hacia abajo y el
sujetador hacia arriba.
29. Encaje el dimetro torneado de la
herramienta de instalacin 90350 dentro
del calibre en la parte inferior en el fondo
del ensamblaje de la cabeza 18.
30. Ubique el adaptador 42 hacia abajo sobre
la varilla de extensin 40 con las roscas
hacia arriba.
inserto 34, las guas de la vlvula 35 (2), y
la lmina de la vlvula 33, el empaque 32
dentro del ensamblaje de la cabeza 18.
Vea la Figura 7.
41. Engrase copiosamente e introduzca el
inserto 13 dentro del ensamblaje de la
cabeza 18. Vea la Figura 1.
42. Engrase copiosamente e introduzca el
empaque 14 y la lmina de la vlvula 11 y
el ensamblaje de pasador entre el inserto
y el ensamblaje de la cabeza 18 con los
dos pasadores en 11 hacia arriba. Vea la
Figura 7 y la Figura 1.
43. Enganche las bobinas redondas en el
resorte 12 sobre los pasadores de la
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 57
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
lmina de la vlvula 11 y el ensamblaje
del pasador. Vea la Figura 7.
con la apertura hacia abajo, y asegure con
el tornillo 4 (4). Vea la Figura 1.
44. Enganche las partes inferiores del resorte
* Las partes para la reparacin estn incluidas
en el conjunto para servicios de reparacin
61355.
12 en los huecos del lateral de la lmina
de la vlvula 11 y el ensamblaje del
pasador.
45. Introduzca la gua 9 contra la cara de la
lmina de la vlvula 11 y el ensamblaje
del pasador. Los brazos del 9 deben estar
hacia abajo con los brazos que tienen el
hueco con roscas ms alejado de la parte
inferior hacia la entrada de aire en el
ensamblaje de la cabeza 11.
Nota: Es muy recomendado que sea utilizada
una herramienta para instalacin 90350. Esto
ayuda grandemente a la instalacin del adaptador
42 y la vlvula del pistn reduciendo las
posibilidades de daos en la parte superior de la
tasa en U 19. Una tasa en U 19 daada puede
generalmente conducir a fallas en el motor de
46. Introduzca y apriete los tornillos 4 (8) y las
arandelas 5 (8) a travs de las esquinas.
Vea la Figura 7 y la Figura 2.
47. Engrase
copiosamente
empaque 10 en la tapa 8.
instale
el
48. Coloque la tapa 8 en el ensamblaje de la
cabeza 18 y asegrelo con los tornillos 3
(6). Vea la Figura 1.
aire.
49. Coloque el deflector 2 en el orificio de
Herramienta para la Instalacin
Nmero de Parte 90350
escape del ensamblaje de la cabeza 18
5 (8) Arandela
4 (8) Tornillo
32 Sello
33 Lmina de Vlvula
35 (2) Gua de Vlvula
37 Glndula Superior
8 (2) Tornillos.
7 (2) Arandelas de Seguro
12 Ensamblaje de Resorte
9 Gua de Vlvula
11 Lmina de Vlvula
14 Sello
18 Ensamblaje de Cabeza
FIGURA 7
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 58
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
ARO: Bomba 100:1, Terminal de Fluido
FIGURA 8-16
TUBO
VARILLA DE
EXTENSION
Adaptador L-832410
Pasador L-832760
Gua de Bola L-832770
Bola L-832230
Pistn y Cilindro
L-832390
Sello L-832140
Tubo L-832570
Varilla de Llenado para
Inicio L-832040
Arandela L-832310
Camisa de Pie de
Vlvula L-832070
Pie de Vlvula L-832080
Arandela L-832320
Arandela L-832370
Asiento de Pie de
Vlvula L-832060
Arandela L-832060
Tuerca Elstica de pare L-832050
Enero de 1998 Revisin: 1
Tubo de Llenado para
Inicio L-832580
Seccin 8 - Pgina 59
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
8.3
BUSQUEDA DE PROBLEMAS EN LA BOMBA CON ESPECIFICACION 100:1
Precaucin: Siempre desconecte el abastecimiento de aire y desahogue la
presin del material antes de intentar cualquier servicio.
No hay grasa en la salida
(la bomba tiene un ciclaje
continuo)
Causa
Solucin
Tanque de grasa vaco.
Desconecte el aire, vuelva a llenar el
abastecimiento de grasa.
Causa
Material extrao atascando los asientos
del pie de vlvula, manteniendo
abiertos los asientos de la vlvula en el
ensamblaje del tubo inferior de la
vlvula.
Retire el ensamblaje del tubo inferior de
la bomba y limpie los asientos de la
vlvula.
Solucin
La bomba opera
pesadamente, tiende a
atascarse cuando el aire
es aplicado o el control
es abierto
Causa
Solucin
Causa
Solucin
El aire es desviado a
travs del orificio de
escape
Causa
Solucin
El motor se detiene
Causa
Solucin
Causa
Solucin
El motor de aire est sucio o le falta
lubricacin.
Limpie el motor de aire.
Insuficiente abastecimiento de aire o
volumen de aire.
Chequee el abastecimiento de aire.
Material extrao est atascando la
vlvula de aire abierta o falta
lubricacin.
Consulte con la fbrica por el centro de
servicio ms cercano.
Material extrao obstruyendo el flujo de
la grasa en la bomba, las mangueras,
la vlvula de control o la punta de
roco.
Chequee
la
manguera
de
abastecimiento de grasa y la vlvula de
control o punta.
El aire no llega a la bomba.
Chequee el abastecimiento de aire.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 60
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
9.0
BOMBA DE TRANSFERENCIA DE BAJA PRESION WIWA
1.
DESCRIPCION DEL SISTEMA
La bomba de baja presin de WIWA est compuesta por un motor de aire
comprimido y una bomba de fluido.
La presin de fluido es variada continuamente con el regulador (reductor
de presin) anexado al motor de aire.
La relacin de transmisin de las bombas de baja presin es determinada
por el cuadrado de la relacin del dimetro del pistn del motor de aire y el
dimetro de la varilla de los pistones del extremo de fluido.
La presin es derivada del promedio de transmisin (especificado en la
placa) multiplicado por la presin del abastecimiento de aire. Por ejemplo:
Relacin de presin de la bomba 5:1 x Presin de abastecimiento de aire 5
bar = Presin del material 25 bar.
El Motor de Aire (Figura 8-18)
Los motores de aire WIWA estn especficamente diseados para impulsar
bombas de alta y baja presin.
El Terminal de Fluido (Figura 8-19)
El diseo abierto de las bombas de baja presin de WIWA es el
entregado como estndar.
El motor de aire y bomba son conectadas solamente por tornillos de
espaciamiento con esta configuracin, para que la operacin de la bomba
pueda ser observada y vigilada.
La bomba est equipada con empaque de tefln como estndar. Los
empaques de cuero impregnados se encuentran especialmente
disponibles para propsitos especiales, por ejemplo la utilizacin de
materiales de pigmentos abrasivos y granulares.
El empaque superior puede ser ajustado manualmente por medio de una
tuerca de empaque con la forma de una tasa de aceite mientras que la
bomba est funcionando (Precaucin: la mxima presin de
abastecimiento de aire es un bar = 14 psi).
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 61
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Para poder utilizar las ventajas del lubricante del empaque, el empaque
superior de la bomba toma la forma de una taza de agente de limpieza.
La varilla del pistn es humedecida con el lubricante en cada viaje hacia
arriba, previniendo entonces el medio de entrega de quedar atrapado en la
varilla del pistn. Esto protege los empaques y disminuye el desgaste.
Una capa dura de cromo con un espesor por encima del promedio
garantiza una larga vida til de servicio de la varilla del pistn.
Ambas vlvulas tipo bola tienen asientos de carburo. La bomba tambin
se encuentra disponible con asientos de vlvula de nylon por requisicin
especial. Con la configuracin de abierto, la presin del empaque
ejercida sobre el pistn debe ser reajustado manualmente girando la tuerca
del empaque superior, la cual toma la forma de una taza de aceite,
mientras que la bomba est corriendo.
3.
4.
ARRANQUE
1.
Una vez instalado, chequee que la bomba opera completamente a
travs de todo su ciclo (medio de la prueba: emulsin de aceite).
Para evitar daos al medio de entrega, limpie completamente la
bomba con un solvente antes de utilizarla por la primera vez.
2.
Aada lubricante para empaque casi hasta el borde superior de la
taza de limpieza de la tuerca de empaque. Asegrese que la varilla
del pistn de la bomba del material est mirando hacia abajo e inserte
completamente en la taza de limpieza.
MANTENIMIENTO
1.
Abra la trampa de agua bajo presin todos los das (varias veces al
da si el aire comprimido tiene humedad) y desaloje el condensado.
2.
Chequee el ajuste adecuado (de la mezcla) y el llenado del aceitador
de roco. Nosotros recomendamos una gota cada 5 a 10 viajes
dobles.
3.
Chequee la cantidad de lubricante en el empaque de la taza de
limpieza.
Nota: El lubricante de empaque debe ser renovado despus de
aproximadamente 50 horas de operacin.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 62
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Precaucin: Cambios en el color del lubricante indican un empaque
defectuoso acompaado por una actuacin dudosa del sistema. En esta
eventualidad, ajuste el empaque. El empaque debe ser renovado si
todava falla para alcanzar un sello apretado (desgaste).
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 63
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Motor de Aire WIWA D 70-42-02
FIGURA 8-17
Partes con Desgaste
Conjunto de Sello L-837174
Conjunto de Reparacin L-662050
Partes del Conjunto de Sellos
Partes del Conjunto de Reparacin
Adhesivo de Ingeniera 50 ml
Grasa de Lubricacin (libre de Acidos)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 64
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
MOTOR DE AIRE
OBJ
PIEZAS
PARTE N
DESCRIPCION
1
2
2
2
1
1
1
1
1
1
1
1
1
1
1
4
2
4
1
1
2
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
2
2
2
L-837216
L-837215
L-837214
L-837213
L-837212
L-837211
L-837210
L-837209
L-837208
L-837207
L-837206
L-837205
L-837204
L-837203
L-837202
L-837201
L-837200
L-837199
L-837031
L-837198
L-837197
L-837196
L-688010
L-837195
L-837194
Tornillo
Tornillo
Ensamblaje de Cobertor
Cobertor no enseado
Cojinete
Espaciador de Amortiguacin
Arandela con Muescas
Espaciador de Amortiguacin
Perno
Espaciador
Ensamblaje del Portador
Espaciador de Amortiguacin
Ensamblaje de Pistn de Control
Tornillo
Pasador Cilndrico
Arandela
Lamina de amortiguacin
Manilla
Tuerca
Pasador con Roscas
Ensamblaje de Cabeza de Cilindro
Adaptador macho solo para bomba de agua
Adaptador Macho
Tubo de Entrada de Aire
O Ring
Vlvula de Seguridad
Cojinete de Hombrillo
Anillo de Retencin
Espaciador
Sello en U
O Ring
Lmina del Pistn
O Ring
Anillo Gua
Espaciador
Interruptor
Rolinera de Interruptor
Resorte
3
4
5
6
7
8
9
10
11
12
13
14
15
(16)
17
18
19
20
(20)
21
22
(23)
24
25
26
27
28
29
30
31
32
33
34
35
L-837193
L-837192
L-837191
L-837190
L-837189
L-837188
L-837187
L-837186
L-837185
L-837026
L-837027
L-837184
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 65
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
OBJ
PIEZAS
PARTE N
DESCRIPCION
36
37
38
39
40
41
42
43
44
2
1
1
1
1
1
1
1
1
1
1
L-837183
L-837182
L-837181
L-837180
L-837179
L-837178
L-837177
L-837176
L-837175
L-837174
L-662050
Cojinete de Rolinera
Ensamblaje de Eje Gua
Eje del Motor
O Ring
Cilindro
O Ring
Anillo de Retencin
Ensamblaje de Cojinete Gua
Ensamblaje Inferior
Conjunto de Sellos
Conjunto de Reparacin
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 66
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Motor de aire WIWA ND 40/42
FIGURA 8-18
Partes con Desgaste
Partes del Conjunto de Sellos
Partes del Conjunto de Reparacin
Conjunto de Sello L-837217
Conjunto de Reparacin L-662060
Adhesivo de Ingeniera 50 ml
Grasa de Lubricacin (libre de Acidos)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 67
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
TERMINAL DE FLUIDO
OBJ
PIEZAS
PARTE N
DESCRIPCION
1
(2)
3
4
5
6
7
8
9
(10)
11
12
13
14
15
16
17
18
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
L-837238
L-837237
L-837236
L-837235
L-837234
L-837233
L-837232
L-837231
L-837103
L-837230
L-837229
L-837071
L-837228
L-837227
L-837226
L-837225
L-837224
L-837223
L-837222
L-837221
L-837220
L-837219
L-837218
L-837217
L-662060
Anillo de Retencin
Tornillo
Anillo de Conexin
Cabeza de Bomba
Sello
Adaptador Macho
Espaciador
Sello en U
Anillo de Retencin
Pasador de Tensin
Varilla de Pistn
Tuerca
Cabeza de Cilindro
Pasador con Roscas
Sello en U
Bola
Envoltura de Vlvula
Tubo
Ensamblaje de Vlvula Inferior
O Ring
Pare de Bola
Bola
Envoltura de Vlvula
Conjunto de Sellos
Conjunto de Reparacin
19
20
21
22
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 68
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
10.0
BOMBA DE TRANSFERENCIA DE ARO ESPECIFICACION 4:1
Una bomba de transferencia ARO puede formar parte del patn (skid) de grasa
(GIT). Esta es modelo L-840600 con una especificacin de 4:1 (Vea la Figura
8-19).
OPERACION / MANTENIMIENTO
Si la bomba opera pero entrega poca o ninguna grasa chequee por:
1.
Abastecimiento inadecuado de grasa o un posible mal funcionamiento de
la vlvula de pie la cual podra prevenir que la grasa pase al tubo de
succin.
2.
Suciedad o material extrao en la vlvula de pie u otra causa que pueda
prevenir que esta cierre durante el viaje hacia abajo del pistn.
Si la unidad falla en operar, el siguiente procedimiento debe ayudar para
determinar la causa:
1.
Chequee la presin de aire en la bomba para asegurarse que la lnea de
aire no est obstruida y que aire es abastecido a la bomba.
2.
Si el problema no es insuficiencia de aire, desconecte el acoplador rpido
en la bomba y despus retire la vlvula de chequeo soltando la tuerca
girable. Retire lentamente pues puede haber atrapada presin en la
bomba. Sujete un trapo en este punto y aplique aire a la bomba; si la
bomba opera ahora, existe una obstruccin en la lnea de material, el
carrete, o la manilla de control. Sin embargo, si la bomba todava no
opera, chequee la bomba. Consulte a Elmar si el problema no puede ser
ubicado.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 69
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
FALLAS Y REMEDIOS POTENCIALES DE OPERACION
Falla Potencial Operacional
Posible Causa
Remedio
La bomba no funciona
Lnea de material bloqueada
Cuidadosamente limpie la lnea de material.
Vlvulas tipo bola bloqueadas
Desensamble y limpie la bomba.
Filtro bloqueado
Cuidadosamente limpie el filtro.
Control atascado
La bola pegndose en la vlvula
de pie (material seco)
Pngase en contacto con Elmar Services.
Levante la bola en la vlvula de pie a travs
del dimetro de entrada para soltarla.
La manguera o tubera de succin
en la unin est fugando
Apriete la manguera o tubo de succin y
vuelva a sellar las uniones con roscas si es
necesario.
Filtro de succin contaminado
Limpie el filtro de succin.
Muy alta la viscosidad del medio
de entrega
Aligere el medio de entrega o seleccione una
bomba ms potente.
Vlvulas contaminadas
Limpie el sistema y permita que descanse en
un lquido aligerador si es necesario.
Vlvulas, empaques o varilla de
pistn desgastados
Reemplace las partes desgastadas.
Presin de entrega muy baja
Aumente presin de abastecimiento de aire.
Viscosidad del medio de entrega
muy alto
Aligere el medio de entrega o seleccione una
bomba ms potente.
Filtro de succin y/o de pintura
bloqueado
Limpie el filtro.
Control del
defectuoso
Pngase en contacto con Elmar Services.
La bomba funciona con
regularidad pero no toma
material
Operacin irregular de la
bomba y disminucin del
promedio de entrega
motor
de
aire
El sistema est sobrecargado
Una bomba ms potente debe ser utilizada.
La bomba opera aunque las
estaciones de descarga estn
cerradas
La vlvula, empaque o varilla del
pistn desgastados
Reemplace las partes desgastadas.
El aire del motor se congela
Muy alto el nmero de viajes
Disminuya la presin del abastecimiento de
aire. Puede ser necesario utilizar una bomba
ms potente.
El aire de abastecimiento contiene
demasiado condensado.
Instale una unidad de mantenimiento sino
existe una. Vace la trampa de agua ms
frecuentemente.
Condiciones operacionales
altamente no favorables (alta
humedad o temperaturas cerca del
congelamiento)
Aada Killfrost o anticongelante al aceitador
de la unidad de mantenimiento y ajuste a una
gota cada 5 a 10 doble viajes. (Vea la
Seccin 8-17)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 70
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Bomba de transferencia especificacin 4:1, L-840600
FIGURA 8-19
Motor de Aire
Salida de Grasa
Terminal de Fluido
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 71
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
11.0
REGULADORES DE AIRE
Los reguladores de aire utilizados en los patines de Elmar tienen todos los
mismos principios de operacin y una construccin similar. Debe tenerse
cuidado cuando se efecta el mantenimiento pues algunas partes son
fabricadas de plstico moldeado y en consecuencia son expuestas a romperse
con una fuerza excesiva y a daos en las roscas fcilmente.
En la mayora de las aplicaciones nosotros tenemos una presin de
abastecimiento de aire de aproximadamente 100 psi y deseamos abastecer una
bomba con un regulador de presin de aire.
Girando el botn del control comprime el resorte grande de la bobina el cual a
su vez empuja el diafragma, cierra la vlvula tipo aguja y desasienta la vlvula
de apague. Cuando la vlvula de apague est fuera de su asiento, el aire es
permitido que fluya e incrementa la presin del aire regulado.
La presin del aire regulado incrementa y la fuerza resultante sobre el
diafragma, debido a la presin del aire, alcanza y eventualmente sobrepasa la
fuerza del resorte. El diafragma entonces se mover e incrementar an ms la
compresin del resorte. La vlvula de apague seguir el viaje del diafragma y
eventualmente sellar, previniendo que ms aire fluya a travs del regulador.
A medida que la presin del aire regulado disminuye, el resorte se extiende y
mueve la vlvula de apague. Este movimiento desasienta la vlvula de apague
permitiendo que el aire fluya libremente.
Una vez ms, la presin de aire regulado incrementar a aquella determinada
por la compresin del resorte grande.
Existen dos tipos de reguladores utilizados en los mdulos de control de Elmar y
ambos trabajan de la misma manera (Refirase a la Figura 8-20).
1.
REGULADOR No. L-851710 DE WILKERSON
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 72
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Este regulador es reconocido fcilmente por el color verde en el cuerpo y
por los botones transparentes con dgitos detrs de ellos.
Las especificaciones del regulador Wilkerson son:
Presin Primaria:
Presin Ajustada:
Rango de Temperatura:
Kit de Sello Parte N:
2.
300 psi mximo
160 psi mximo
0 170oF (-18 79oC
L-660390
REGULADOR No. L-680224 DE ARO
Fcilmente reconocido por su apariencia toda negra.
Las especificaciones del regulador ARO son:
Presin Primaria:
Presin Ajustada:
Rango de Temperatura:
Kit de Sello Parte N:
250 psi mximo
250 psi mximo
0 180oF (-18 82oC
L-660300
Para una operacin libre de problemas es esencial una lubricacin adecuada
del regulador. Cuando ocurra cualquiera de los siguientes sntomas, lubrique
con un lubricante recomendado de acuerdo al manual.
1.
Desahogo excesivo.
2.
Inhabilidad de obtener una presin alta secundaria.
3.
Presin secundaria errtica.
Limpie todas las partes en el ensamblaje de la vlvula y el asiento de la vlvula
y lubrique con Dow Corning 55M. Si no existe disponible utilice una grasa
pesada, tales como O-Ring Lube de Parker, Lubriplate o Molykote.
Nota: No utilice aceite como lubricante.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 73
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Vlvula reguladora
FIGURA 8-20
Botn de Control
Resorte Bobina
Diafragma
Vlvula Tipo Aguja
AIRE REGULADO
ENTRADA DE AIRE
Vlvula de Cierre
Resorte Bobina
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 74
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
12.0
CARRETES DE MANGUERAS
Los patines (skids) de grasa integrados de WHE diseados por Elmar incluyen
mangueras montadas en carretes. Los carretes con centros hmedos tienen
ventajas debido a que las mangueras permanecen permanentemente
conectadas a las bombas y a los sistemas de control y estn menos propensas
a daos.
1.
GENERAL
Todos los carretes emplean un sistema de glndula para mantener la
comunicacin hidrulica con los controles. Esto permite que cualquier
longitud de manguera sea desenrollado. Un engranaje conductor manual
con especificacin de 3:1 es utilizado en todos los carretes (Vea la Figura
8-21 y 8-21a).
Nota: Los carretes no deben ser girados cuando las mangueras tienen
presin. Esto reducir la vida til del O-Ring.
2.
MANTENIMIENTO
Los carretes estn diseados para un fcil mantenimiento. El O-Ring y los
anillos de retencin deben ser cambiados peridicamente (se recomienda
cada 12 meses, dependiendo de la severidad del uso).
3.
ENGRASADO
Cada ensamblaje de carrete tiene dos niples accesibles para grasa cuando
la manguera est desenrollada.
Peligro: Solamente un viaje lento de la pistola de grasa es necesario; de
otra manera, los bujes y el sello del O-Ring para el polvo puede ser
bombeado afuera.
4.
BUJES DE BRONCE
Estas estn diseadas para centralizar el pistn dentro del eje y tambin
para actuar como una superficie de soporte. Estas pueden desgastarse
levemente con el tiempo.
5.
ANILLOS DE RETENCION
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 75
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Los O-Rings, tamao 224 y los pistones tienen un anillo de retencin para
incrementar la vida til de los O-Ring y asegurar la especificacin de alta
presin.
Siempre instale el anillo de retencin en el lado del O-Ring alejado de la
presin con el lado encorvado mirando hacia el O-Ring.
6.
DESENSAMBLAJE
El ensamblaje completo puede ser retirado de la estructura despus de
retirar los pernos del mltiple y los bloques de soporte. Si es deseado, el
bloque del mltiple puede ser dejado en la estructura removiendo los
tornillos hexagonales en el lado del bloque - y si esto es efectuado, se
debe tener cuidado con los sellos de los O-Rings entre el pistn y el
mltiple. El pistn puede ahora ser retirado del eje empujndolo en el
extremo del mltiple. En los carretes con orificios dobles, usted debe
marcar la posicin del pistn para poder volver a ubicarlo en la misma
posicin (vea el prrafo 7).
7.
NUEVO ENSAMBLAJE
El re-ensamblaje es el inverso del proceso de desensamblaje. Se debe
tener cuidado de no daar los O-Rings del pistn. Estos deben ser
lubricados con grasa Castrol Espheerol LMM o similar para facilitar el
nuevo ensamblaje del pistn y del eje.
En los carretes con doble orificios es importante que cuando se ponen los
pernos del bloque del mltiple al pistn debe asegurarse que el pistn es
ubicado exactamente como estaba cuando fue desensamblado y no girarlo
180 grados. Esto es para asegurarse que al mover la vlvula del BOP a
abierta, el BOP en realidad abra en vez de cerrar.
Esto aplica
similarmente a los carretes del atrapador de herramientas, sujetador de
herramientas y el limpiador de cable / caja de empaque.
Debido a un desarrollo continuo de la especificacin exacta de los carretes
puede ser necesario cambiarlos de vez en cuando. Los conjuntos de ORings de los carretes pueden en consecuencia contener O-Rings
adicionales.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 76
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Esquema de Carrete Tpico Serie 10
FIGURA 8-21
Carrete para:
Limpiador de Lnea,
Caja de Empaque,
Sujetador de herramientas
Retorno
de Grasa
Atrapador de
Herramientas
Abastecimiento
de Grasa
BOP
Superior
BOP
Intermedio
Abastecimiento
de Grasa a BOP
Enero de 1998 Revisin: 1
BOP
Inferior
Carrete
de Aire
Seccin 8 - Pgina 77
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Carrete Tpico
FIGURA 8-21a
O-Ring con Anillo
de Retencin
Engranaje en
Pendiente
Lnea Hidrulica /
de Grasa
Niples de
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 78
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
13.0
MANGUERAS
1.
MANGUERAS PARA GRASA
Las mangueras para grasa con alta presin son fabricadas de caucho o un
cuerpo sinttico, reforzado con una trenza de acero. Los adaptadores en
los extremos son presionados en ambos extremos y las conexiones son
enroscadas en ellos.
Las mangueras de caucho / acero son adecuadas para una presin de
trabajo de 10,000 psi en lquidos.
Para operaciones con presiones ms altas o gas, las mangueras de
poliflex con recubrimiento de Nylon / Kevlar y entrelaces de acero
inoxidable son las recomendadas. Estas mangueras, con especificacin
de 13,000 o 26,000 psi WP son impermeables al gas, resistentes a la
corrosin y no son afectadas por el H2S o CO2.
Las especificaciones de las mangueras ensambladas estn limitadas por la
especificacin de los conectores en las uniones. Las uniones tipo
autoclave deben ser utilizadas para presiones de trabajo por encima de
10,000 psi. Los extremos de manguera de titanio son recomendados
cuando se encuentran presentes CO2 o H2S.
Para evitar una prdida excesiva de presin en las mangueras, el
dimetro interno debe ser de 1/2 o mayor.
2.
MANGUERAS HIDRAULICAS
Las mangueras utilizadas para los fluidos hidrulicos, agua, glicol o aire,
utilizan la construccin de caucho/acero y tienen una variedad de
adaptadores en el extremo. Estas vienen con dimetros internos desde
hasta 1 y especificaciones de 1,000, 3,000, 5,000 o 10,000 psi.
3.
MANTENIMIENTO
1 - GENERAL
Los extremos de las mangueras estn diseados para ser ms fuertes que
la manguera, de manera tal que la manguera reviente antes que reviente el
extremo. Esto es verificado peridicamente en la fbrica.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 79
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Dependiendo del uso de la manguera pueden ocurrir diversas fallas:
a)
La cobertura externa cortada/daada permite corrosin en los
alambres de hierro de alta tensin.
b)
Dao mecnico a la manguera en un extremo presionado debido a
excesivas tensiones laterales.
c)
Dao mecnico a los insertos de la manguera entre el extremo
prensado y los adaptadores debido a excesivas cargas laterales, por
ejemplo jalando en la manguera hidrulica para mover el equipo de
presin en el taladro.
d)
Torceduras de la manguera.
2 - PROCEDIMIENTO
a)
Para evitar problemas despus de cualquier dao, las mangueras
deben ser probadas por presin hasta un 50% por encima de la
presin del trabajo esperada, antes de cada trabajo, por 5 minutos e
inspeccionada por daos cuando son enrolladas nuevamente en los
carretes, despus del trabajo.
b)
Si corrosin en los adaptadores de los extremos es un problema,
estos deben ser reemplazados anualmente. La corrosin puede
evitarse rociando Control 450 Parte No. L-880710 de Elmar.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 80
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
14.0
ITINERARIO DE MANTENIMIENTO PARA EL MODULO DE CONTROL
Refirase a la seccin relevante en el manual por la indicacin de las partes y
las instrucciones para ensamblaje/desensamblaje.
INTERVALO
OPERACION
Diariamente
Llene el lubricador de la lnea de aire. Chequee que el filtro
de la lnea de aire est limpio y trabajando adecuadamente.
Cada 12 Meses
Desensamble todas las bombas. Chequee por corrosin y
desgaste.
Desensamble los carretes de mangueras. Cambie los
sellos de los O-Ring y los anillos de retencin.
Nota: Si requerido, Elmar Services Ltd. efectuar el servicio de cada 12 meses.
Por favor, pngase en contacto con el Departamento de Servicios para mayores
detalles. Todas las partes de repuesto se encuentran disponibles. Vea la
seccin relevante en el manual para la lista de partes.
Departamento de Servicio nmero de telfono de +(44) 1224 740499.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 81
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
15.0
FACTORES QUE AFECTAN LA ACTUACION DE LA INYECCION DE GRASA
La habilidad del sistema de inyeccin de grasa para mantener un buen sello
depende de diversos factores:
1. Tipo y viscosidad de la grasa en relacin a la temperatura ambiental
2. Espacio entre el cable y el dimetro interno del tubo de flujo
3. Nmero de tubos de flujo
4. Velocidad del cable
5. Caractersticas de rendimiento de la bomba
6. Longitud de la manguera de grasa y dimetro interno
7. Presin de aire disponible en la bomba de grasa.
Los puntos 1 al 4 han sido discutidos en otras partes.
Rendimiento de la bomba:
Para obtener y mantener un sello, es
importante no solamente inyectar grasa a una presin mayor del 20% de la
presin del pozo, pero tambin suministrar suficiente volumen de grasa para
reemplazar el volumen arrastrado por el cable o perdido en el pozo. Las
bombas de grasa tienen una curva caracterstica de entrega: Promedio de
flujo contra presin de salida.
Como es enseado por resultados
experimentales (Figura 8-22), el promedio de flujo decae considerablemente
con el incremento de la presin. La mejor bomba es aquella que entrega el
promedio de flujo ms alto a una presin operacional seleccionada. Si la
bomba es incapaz de entregar el promedio de flujo requerido para mantener
el sello a una velocidad dada del cable, puede ser necesario tener dos
bombas en paralelo y doble punto de inyeccin. Esto es recomendado para
los pozos de gas con alta presin
Longitud de la manguera de grasa y dimetro interno: La longitud y el
dimetro interno de la manguera de grasa gobierna la cada de presin entre
la salida de la bomba y la entrada en la cabeza de grasa. Experimentos
prcticos han enseado (vea la Figura 8-23):
Las mangueras de alta presin actan con un estrangulador.
Cuanto ms larga sea la manguera, mayor la cada de presin, o un flujo
ms pequeo a una presin dada.
Cuanto menor sea el dimetro interno, mayor es la cada de presin
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 82
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
En consecuencia para alcanzar un flujo de 0.2 galones por minuto en un pozo
de 10,000 psi con una manguera de 0.4 dimetro interno y 150 pies de
longitud, usted requiere 15,000 psi en la bomba, muy por encima de las 12,000
psi convencionales.
Presin de aire: La presin de salida de la bomba de grasa es directamente
proporcional a la presin de entrada del aire. Es importante tener suficiente
abastecimiento de aire que pueda mantener constante la presin del aire en
la bomba sin importar el promedio de flujo. Las lneas de abastecimiento de
aire desde el tanque del compresor deben ser mantenidas tan cortas como
sea posible, y tener un dimetro interno grande.
CONCLUSIONES
Seleccione una bomba que pueda entregar un promedio de flujo razonable a
la presin que usted quiere operar
Ajuste la presin de la inyeccin de grasa teniendo en cuenta la cada de
presin en las mangueras de grasa.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 83
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Presin de bomba contra promedio de flujo de grasa
FIGURA 8-23
Manguera
Presin contra Flujo 100 de
manguera Pozo de 5,000 psi
Presin contra Flujo 150 de
manguera Pozo de 5,000 psi
Presin contra Flujo 100 de
manguera Pozo de 10,000 psi
Presin contra Flujo 150 de
manguera Pozo de 10,000 psi
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 84
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
Curvas de Actuacin de la bomba de grasa
FIGURE 8-22
Resultados experimentales utilizando las 3 bombas
grasa ms comunes impulsadas por aire
de
Abastecimiento de Aire: 100 psi (6.9 barras)
Manguera: 120 pies (36.5 m) D.I. (12.7 mm)
Grasa: Polybutane Multigrade (L-88280)
o
Temperatura: 14 C.
P Adentro
P Afuera
Presin en salida de bomba
Presin al final de 120 pies de manguera
PRESION
Promedio de Flujo (Litros por
Minuto)
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 85
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
16.0
OPERACION EN LA LOCALIZACION DEL POZO
1.
ENSAMBLAJE DEL TALADRO
Ubique el patn (skid) con los carretes mirando hacia el taladro
Conecte la manguera al equipo de presin a medida que es ensamblado
el taladro
Cuando abra los brazos del BOP manualmente, ajuste a apagado (off) la
vlvula de on/off (prendido/apagado) en el panel de control, ponga la
manilla de la vlvula BOP en abra (open) y abra la vlvula de desahogo,
ubicada a la derecha del medidor principal de presin de la hidrulica
Precaucin:
Siempre chequee por una operacin adecuada del
atrapador de herramientas y del BOP antes de ensamblarlos en el
taladro, por ejemplo, abren pero no cierran.
Bombee el acumulador (3,000 psi mximo) y gire la vlvula del
acumulador a off (apagado).
Ajuste la presin hidrulica a 1,200 psi
Coloque el BOP, el atrapador de herramientas y el sujetador de
herramientas en la posicin deseada
Una bomba de grasa debe ser suficiente para efectuar el trabajo, pero
recuerde que con 120 pies de manguera la prdida de presin a lo largo
de la lnea de grasa es considerablemente alta. Por ello puede ser
necesario bombear 2,000 a 3,000 psi por encima de la presin del pozo
para poder re-obtener el sello perdido o para poder mantener un
consumo excesivo de grasa si los tubos de flujo estn desgastados.
2.
DESENSAMBLAJE DEL TALADRO
Cuando cierre los BOP manualmente, ajuste la vlvula de
prendido/apagado (on/off) en el panel de control a apagado (off), ponga
la manilla de la vlvula del BOP en cerrado y abra la vlvula de
desahogo, ubicada a la derecha del medidor principal de presin
Asegrese que toda presin es desahogada, incluyendo la presin del
acumulador. Toda presin debe ser removida de las mangueras antes
de enrollarlas, moviendo las vlvulas del BOP, atrapador de
herramientas, y sujetador de herramientas de abierto a cerrado dos
veces.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 86
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
17.0 CONGELAMIENTO DE BOMBAS OPERADAS CON AIRE
En temperaturas bajas, las bombas de grasa y aceite hidrulico operadas con
aire pueden congelarse. Una bomba que corre a un promedio alto tender a
congelarse ms fcilmente, lo cual es otra razn por la cual se deben mantener
los tubos de flujo tan cerca como sea posible al D.E. del cable. Las condiciones
agravantes son la humedad contenida en el abastecimiento de aire, un
ambiente con humedad alta (bruma), una temperatura ambiente cerca al punto
de congelamiento. Bajo tales condiciones es imperativo tener un sistema
separador de agua en el abastecimiento de aire, el cual debe ser purgado con
frecuencia (en intervalos de 3-4 horas). Adems un Lubricador de Lnea de Aire
(Aceitador de Bruma) debe ser utilizado en, o cerca de, la entrada de la bomba.
El lubricador debe utilizar Killfrost, (Elmar Parte No. L-880000), una mezcla
especialmente formulada de lubricante / anti congelante que absorbe humedad.
Si el Killfrost no se encuentra disponible, usted puede utilizar una mezcla de
glicol (buen anti congelante) y Aceite SAE 10, u otro aceite lubricante ligero.
Utilice una mezcla de 50-50. El aceite mineral no absorber agua y por esta
razn ser menos efectivo para prevenir la formacin de hielo.
Note que los motores de la bomba de aire Haskel son lubricados durante el
ensamblaje y no deben utilizar la mezcla de glicol / aceite que tiene tendencia
de remover el lubricante. En circunstancias excepcionales usted puede verse
obligado a utilizar una mezcla anti congelante. En este caso usted debe
continuar utilizando el aceitador de bruma con la bomba Haskel, pues el
lubricante original ya ha sido retirado del sistema.
Con las bombas WIWA, ARO y Lincoln, siempre es recomendado un aceitador
de bruma, y debe ser utilizado Killfrost o una mezcla de glicol y aceite SAE 10
en el aceitador siempre que se encuentre en una temperatura baja y / o en un
ambiente de alta humedad.
Enero de 1998 Revisin: 1
Seccin 8 - Pgina 87
Derecho de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 9 - SELLOS Y ADAPTADORES PARA PRESION
Obviamente nuestro equipo de presin requiere conexiones de sello para la presin.
Una manera de alcanzar esto es utilizando conexiones de roscas con sello de metal a
metal. Otro mtodo es utilizando el sello de un O-Ring. Un tercer mtodo es utilizar
una conexin tipo brida, y un cuarto mtodo es utilizando un sello de grasa como es
efectuado en el GIH. Un resumen rpido de los diversos mtodos es presentado a
continuacin.
SELLO DE METAL ENROSCADO A METAL
La Figura 9 -1 ensea una conexin con hombrillo donde el sello es efectuado en el
hombro del macho de la conexin. Un alto torque es requerido para obtener el sello.
Este mtodo no es muy satisfactorio pues cualquier imperfeccin en la superficie o en
el hombrillo puede fcilmente conducir a una unin con fugas, especialmente si no es
aplicado suficiente torque. Las uniones de herramientas de tubera de perforacin
todava utilizan este tipo de sello.
La Figura 9 - 2 ensea un mtodo alterno. Las roscas de la seccin macho y caja
estn en pendiente. Las roscas mismas efectan el sello cuando son enroscadas
juntas. Este tiene como ventaja sobre el mtodo anterior de tener una mayor rea de
sello y entonces menos probabilidad de fuga - an si una rosca ha sido daada. Como
un procedimiento de emergencia estas pueden ser recubiertas con cinta de Tefln o
una grasa espesa (por ejemplo lubricante de tubera). Este mtodo tambin requiere
bastante torque para efectuar el enrosque.
Las roscas en pendiente son utilizadas en la tuberas de revestimiento, produccin y
tubera tipo liner. Los perfiles estndar de roscas son definidos por el API y estas
conexiones con roscas son generalmente llamadas Roscas API. Las roscas de tipo
tubo en lnea tiene un perfil en pendiente en V, mientras que las roscas de las
tuberas de revestimiento y de produccin tienen crestas redondeadas y canales. (Vea
la Figura 9-3).
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Sello en Hombrillo
Conexin con Hombrillo
FIGURA 9-1
Sello en Roscas
Unin de Rosca en pendiente
FIGURA 9-2
Estos sellos solamente sellan si son enroscados apretados
Forma Rosca en V, Tubo en Lnea
FIGURA 9-3
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La mxima presin de trabajo aceptable para las conexiones con roscas API depende
del tamao de la tubera, como es especificado en la tabla 9-1.
Tabla 9-1: Especificacin de presin para las conexiones API con rosca
Rango de
tamaos
pulgadas
Rosca Tipo API
Tubo en Lnea
Tubera de Prod. con Rosca Redonda
Tubera de Revestimiento con Rosca
Redonda 8 y Buttress
Max. Presin
Trabajo
psi
1/2
10,000
3/4 a 2
5,000
2 1/2 a 6
3,000
1.050 a 4 1/2
5,000
4 1/2 a 10 3/4
5,000
11 3/4 a 13 3/8
3,000
16 a 20
2,000
de
Recuerde que las conexiones de la tubera de produccin API dependen del torque
para sellar adecuadamente. Los valores de torque API son dados en la tabla 9-2.
Tabla 9-2: Torque recomendado para las conexiones de tubera de produccin.
Tamao Tub. de Prod.
Grado
Rosca API
Torque
2 3/8
J-55
8 RD
1200 pie/lbs
2 3/8
N-80
8 RD
1500 pie/lbs
2 7/8
J-55
8 RD
1500 pie/lbs
2 7/8
N-80
8 RD
1800 pie/lbs
Note que las conexiones con roscas Premium han sido desarrolladas para la tuberas
de produccin y revestimiento y son certificadas para sellar cuando en presiones de
gas tan altas como 15,000 psi. (Vallourec VAM, Mannesman, Hydril PH, CFJ, CS,
etc.). Estas conexiones de sello de metal a metal tienen una rosca especial, perfiles
de hombrillos y valores de torque especificados para obtener el sello.
Las roscas en pendiente tambin son utilizadas para unir las piezas que enroscan los
mltiples del BOP del tipo manguera para igualar la presin. En este caso son
utilizadas roscas NPT (Pendiente Normal de Tubera). Las roscas NPT tambin son
utilizadas extensamente en la industria petrolera para niples y adaptadores.
Las roscas de son daadas fcilmente, y consumen tiempo para efectuarlas.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
ROSCAS ACME
Las roscas ACME son fuertes y fciles de enroscar.
Estas son utilizadas
extensamente en equipos del campo petrolero para cualquier tipo de conexin que es
desenroscado y separado rpida y repetitivamente. Las roscas ACME no sellan y
deben estar acopladas con un sello tipo O-Ring. Vea la Figura 9-4.
FIGURA 9-4
SELLOS TIPO O-RING
SELLOS DE O-RING EN LA SUPERFICIE EXTREMO
Este tipo de sello fue utilizado para conectar el tipo de unin ya obsoleto Yale
(mariposa) y es utilizado para las uniones en las mangueras de grasa. El O-Ring es
asentado en la cara de una mitad de la junta. La fuerza necesaria para mantener las
dos mitades en la unin, una contra la otra, es proporcionada por medio de una tuerca
(Figura 9-5). La junta necesita ser efectuada relativamente apretada para mantener el
O-Ring comprimido, y asegurar un sello. Una pequea cantidad de desenrosque
reducir la capacidad del sello. Este no requiere tanto torque como el sello del tipo
metal a metal.
Anillo de Sello
Sello de Rosca
Sello de O Ring Terminal del Sello
FIGURA 9-5
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SELLO DE O-RING INTERNO
Este tipo de sello, enseado en las Figuras 9-6 y 9-7 tiene la ventaja que la conexin
no necesita estar totalmente apretada. Las roscas son utilizadas nicamente para
mantener los dos extremos juntos, y no para comprimir el O-Ring - en consecuencia,
este tipo de conexin necesita ser apretada a mano solamente. Esta es utilizada en
situaciones donde es necesario el movimiento relativo de los dos componentes, por
ejemplo entre los brazos de sello y el cuerpo del BOP. Este tambin es empleado en
conexiones que requieren acoplamiento rpido y fcil tales como las uniones rpidas
utilizadas para unir los componentes principales del WHE (lubricadores, BOP, etc.).
Sello Interno - O Ring en pasador
FIGURA 9-6
Sello Interno - O Ring en caja - Sellar aunque la rosca est floja
FIGURA 9-7
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
PROBLEMAS CON LOS SELLOS DEL TIPO O-RING
El problema inmediato encontrado en el campo es mantener el O-Ring y superficies de
sello libres de sucio. La naturaleza del WHE, y su mecanismo de sello con grasa,
significa que todo es invariablemente recubierto con una capa pegajosa de grasa. Las
partculas de sucio, arena, mugre, etc., son fcilmente atrapadas en la grasa y pueden
prevenir un sello efectivo daando los O-Rings. Todo O-Ring debe ser limpiado antes
de hacer una unin. Una ligera capa de grasa es til para ayudar a mantener el sello.
Un problema a largo plazo es el dao o corrupcin de las superficies de sello. Estas
necesitan ser suaves para efectuar su funcin requerida. Un sello no puede ser
mantenido si estas superficies estn daadas o grandemente corrodas.
En
consecuencia es muy importante retirar todos los O-Rings durante el chequeo de
calidad e inspeccionar los asientos. Los O-Rings expuestos a un ambiente corrosivo,
por ejemplo lodos de perforacin, deben ser removidos con frecuencia para que los
asientos puedan ser limpiados adecuadamente. Una pequea capa de grasa ayudar
a prevenir que los elementos de corrosin entren en contacto con los asientos.
EL SISTEMA DE TRES ANILLOS
Los sellos de O-Ring proporcionan un mtodo para efectuar una conexin apretada
rpida, y a presin. Sin embargo, estos tiene limitaciones de acuerdo a la condiciones
en las cuales el O-Ring puede mantener el sello.
El viejo tipo de lubricadores utilizaban una conexin del tipo enseado en la Figura 96. Estas conexiones pueden ser efectuadas y separadas repetidamente. Adems los
lubricadores a menudo tiene que ser conectados cuando no estn perfectamente
alineados. Para permitir que las juntas enrosquen fcilmente la diferencia entre el
dimetro externo del macho y el dimetro interno de la caja es relativamente grande,
entonces el anillo del sello debe ser elstico y extenderse mucho ms all del asiento.
Cuando se introduce el macho dentro de la caja, los O-Rings son deformados
especialmente si los lubricadores no estn alineados, el O-Ring tambin es deformado
cuando el sistema es presurizado. Una deformacin moderada (Figura 9-8a) ocurre a
bajas presiones (esta es la manera normal como sella el O-Ring) y una deformacin
severa ocurre a altas presiones (Figura 9-8b)..
La tensin mecnica constante impuesta sobre los O-Rings, ya sea durante la
conexin de la junta o de la unin o cuando estn bajo presin, puede debilitar el ORing, particularmente si el anillo est en contacto con un ambiente corrosivo ( lodo de
perforacin, gas, etc.). En casos extremos, el O-Ring no sellar ms y puede
romperse bajo presiones muy altas (Figura 9-8c).
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
a) Presin Baja Deformacin Moderada
O-Ring
Protector de Sello
Anillo contra Extrucin
b) Presin Alta Deformacin Severa
FIGURA 9-9
Sistema de tres Anillos
ruptura
c) O-Ring Bajo Tensin Ocurre Dao
O-Ring Rompiendo Bajo Tensin
FIGURA 9-8
Sistema de tres Anillos Sellando
Contra presin
FIGURA 9-10
O-Ring se Mueve Hacia
Abajo Bajo presin
O-Ring
Anillo Protector del
Sello
Anillo Dividido con
Bordes en Pendiente
Sistema de Tres Anillos
FIGURA 9-11a
Anillo Protector del
Sello Deforma
Ligeramente por
Expansin
Anillo Dividido Abre y
Desliza hacia Asiento
de Borde en Pendiente
Sistema de Tres Anillos
Sellando Contra Presin
FIGURA 9-11B
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Para sobrepasar este problema, un sistema de anillos mltiples ha sido desarrollado y
es utilizado extensamente en el equipo fabricado para presin. Los tres anillos son el
O-Ring, el anillo protector del O-Ring y el anillo contra extrucin como es enseado en
la Figura 9-9.
El anillo contra extrucin es fabricado de acero o de un material
plstico duro y tiene pendiente en un lado. Las superficies en pendiente son puestas
alejadas del O-Ring. Cuando son empujadas hacia atrs, debido a la presin que
acta sobre el O-Ring, el anillo contra extraccin es forzado a expandir deslizando la
parte en pendiente para emparejar el borde en pendiente del asiento. El anillo contra
extrucin es un anillo dividido y los dos extremos encajan como es enseado en la
Figura 9-11a. El anillo protector del O-Ring es fabricado de un elastmero. Este es
utilizado para proteger el O-Ring de posibles daos debido a la expansin y
contraccin del anillo contra extrucin. Finalmente el O-Ring mismo efecta el sello
contra la presin (Figura 9-10 y 9-11b).
Elmar utiliza un sistema de dos anillos para hasta 10,000 psi, y uno de tres anillos
(con un anillo contra extrucin de Tefln) en el equipo de 15,000 psi. El sistema de
Elmar utiliza un anillo de retencin PTFE rellenado con vidrio para mantener en sitio al
pequeo O-Ring (Figura 9-12). Elmar no utiliza el sistema de ranura en pendiente
debido al dao que algunas veces es ocasionado por el anillo metlico contra
extrucin
Anillo de
Retencin
PTFE
FIGURE 9-12
En algunas partes del WHE, donde la conexin nunca es separada, por ejemplo en los
sellos internos del BOP, el sistema de tres anillos puede ser reemplazado por una
pieza de anillo de sello de plstico Buna (Figura -13). Esto fue hecho para tratar de
prevenir el dao al equipo si los anillos de acero fuesen instalados inadecuadamente.
Nota:
En el sistema de tres anillos, el protector de sello y los anillos de proteccin del sello y
de no extrucin siempre son instalados en el lado de baja presin, con el O-Ring en el
lado de alta presin (Figura 9-9). Si se espera alta presin en ambos lados usted
necesita instalar un conjunto doble.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 8
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Sistema de Anillo Integrado
FIGURA 9-13
Anillo de No Extrucin
Anillo de No
Extrucin (2 req.)
Anillo Protector de Sello
Anillo Protector de
Sello (2 req.)
O Ring
O Ring
30o
30o
Anillo Dividido de
Plstico Duro TK
(2 req.)
Anillo N de Buna CP
Sello de Doble
Labio TL de
Buna Suave N
O Ring
30o
30o
Sello de Tapa Extremo del BOP
(Presin en un lado)
Sello del Pistn
(Presin en ambos lados)
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SELLO DE BRIDAS
Las bridas API son selladas por medio de un anillo de acero. El anillo es ubicado
entre las bridas y colocado en ranuras para el anillo de sello formando un sello de
metal a metal (Figura 9-14). La presin requerida para efectuar el sello es
suministrada por medio de una serie de pernos, distribuidos alrededor del permetro
externo de la brida. El nmero y tamao de los pernos y el tamao de la brida vara de
acuerdo a la especificacin de presin del equipo.
Las conexiones tipo brida tienden a consumir mucho tiempo para instalarlas y son
generalmente empleadas para conexiones permanentes o semipermanentes.
DIAMETRO EXTERNO
CALIBRE
INTERNO
RANURA
ANILLO
DE
SELLO
Conexin de Brida
FIGURA 9-14
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
ADAPTADORES
Existen diversos tipos de adaptadores con especificaciones para diversas presiones.
Solamente adaptadores fabricados con acero deben ser utilizados y nunca con hierro
forjado. El tipo ms comn en nuestro equipo de control de presin es el NPT,
Autoclave Engineer, BSP, CPI y JIC. Los adaptadores con rosca NPT pueden ser
utilizados hasta presiones de trabajo de 10,000 psi. Por encima de 5,000 psi presin
de trabajo los adaptadores deben ser de nominal o ms pequeos. Por encima de
10,000 psi presin de trabajo solamente adaptadores adecuados por especificacin de
Autoclave Engineer o similares correspondientes al API 6A, Seccin 100, deben ser
utilizados. Utilice solamente adaptadores aprobados estampados, no lo utilice si no
est estampado o si usted tiene dudas. Nunca utilice adaptadores de hierro forjado en
aplicaciones de petrleo y gas.
1) Adaptadores tipo NPT (Tubera Nacional en Pendiente) (Figura 9-15): Las roscas
deben ser fabricadas de un material en forma cnica, o un hueco perforado con una
broca retorcida. Los adaptadores ms baratos son cortados de material cilndrico y
tienen menos resistencia. Las roscas son cortadas en un ngulo de 60 grados, la
pendiente es de 1o 47. Deben existir perfectamente cortadas por lo menos 7 roscas,
no una sobre otra. Cuando se ensambla, el encaje debe ser efectuado a mano por 4 a
4.5 vueltas. El apretamiento normal con llave es por las otras tres vueltas, necesitando
un mnimo de 7 vueltas para un buen sello. Cinta de Tefln (3 capas mximo) o un
liquido de sello puede ser utilizado en la rosca macho. Para el rango de 1/16 a la
mxima parte plana aceptable es 1/10 mm. Esto puede ser evaluado simplemente
mirndolo con los ojos (Figura 9-16).
Acople NPT Hex
Niple NPT Hex
FIGURA 9-15
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
FIGURA 9-16
HEMBRA
MACHO
ROSCAS
METIDAS + 1
TAPONES
SENCILLO
OK
OK
ROSCAS PERDIDAS
BUENO
MALO
HEMBRA
MACHO
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 12
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Debe ejercitarse mucho cuidado cuando se reemplacen los adaptadores NPT de alta
presin con tapones ciegos. Utilice nicamente tapones slidos torneados, nunca un
tapn hueco. Algunos nmeros tiles son dados en la tabla 9-3.
Tabla 9.3
Ancho de
Plana F
No de
vueltas
a mano
No de
vueltas con
Llave
DE de
Rosca
Macho
No de
Roscas
Adentro
Tamao
Nominal
Nmero
de TPI
1/16
27
0.0014" a
0.3125"
1/8
27
0.0041"
0.405"
1/4
18
0.0021" a
3/8
18
0.0057"
0.675"
1/2
14
0.0027" a
0.840"
3/4
14
0.0064"
1.050"
4 a 4.5
3.5
0.540"
Tenga cuidado de no reemplazar adaptadores de alta presin con adaptadores de baja
presin para tuberas de agua. Una manera de chequear visualmente es midiendo el
dimetro interno del adaptador. Para una especificacin de 5,000 psi, el adaptador:
1/4" tamao nominal, el D.I. debe tener un mximo de 7/32
1/2" tamao nominal, el D.I. debe tener un mximo de 1/4
1/4" tamao nominal, el D.I. debe tener un mximo de 7/16
2) Adaptadores autoclave son efectuados de hasta tres partes (Figura 9-17):
1) La pieza de tubo o tubera que usted va a enroscar
2) La glndula o tuerca, para permitir que la conexin sea apretada
3) El collar
El extremo de la tubera en un adaptador Autoclave Engineer tiene que ser preparado
con una herramienta especial. La herramienta enrosca la tubera y toma la forma de
un cono en el extremo. El sello es efectuado a travs de un cono el cual ha sido
cortado a 59 grados. Una vez que la tubera es enroscada y cortada, usted desliza
encima la glndula y enrosca el collar hasta que una o dos roscas sean expuestas.
Usted entonces aplica sellante para roscas sobre las roscas de la glndula, enrosca la
conexin a mano y aprieta a un conjunto de torque especificado por los fabricantes.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 13
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3) Los adaptadores JIC (Figura 9-18): Tambin tiene un sello tipo cono. El ngulo del
cono es 37 grados para ambos: los conectores macho y hembra. Sellante para roscas
debe ser utilizado en las roscas durante el ensamblaje. Por ejemplo, utilizado en el
modulo de control.
4) Adaptadores con sello Ultra CPI (Figura 9-19): son un sello de O-Ring de extremo a
extremo que est diseado para un sistema que necesita ser renovado, removido y
reemplazado con regularidad, por ejemplo, las mangueras de inyeccin de grasa.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 14
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Adaptador ensamblado Autoclave de alta presin
Conexin completada AE
de presin media
Conexin completada AE
de presin alta
FIGURA 9-17
Girador hembra JIC 37
Macho JIC 37
FIGURA 9-18
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 15
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ultra Sello CPI
FIGURA 9-19
El sello de adaptador de tubo sencillo ferroso tipo CPI: consiste de tres partes.
Requiere solamente dos puntos de sello de metal a metal para asegura un sello a la
presin. Estos sellos son el cuerpo del adaptador y la tubera. Por ejemplo, la tubera
detrs del panel del modulo de control.
Las roscas en pendientes BSPP y BSP tienen una ngulo de rosca de 55 grados. Los
BSPP Conexin de Tubera Paralela del Estndar Britnico - son utilizadas para
tubos y adaptadores donde las juntas apretadas a presin no son efectuadas sobre las
roscas.
BSP en Pendiente - Roscas de Tubera en pendiente del Estndar Britnico son
utilizadas para tubos y adaptadores donde juntas apretadas a presin son efectuadas
a travs de las roscas.
Casi todos los adaptadores de tubos y vlvulas utilizan roscas de enrosque para los
adaptadores, ejes de vlvulas, tuercas de seguro, roscas de extremo, etc. Estas son
rectas, no roscas en pendiente.
Roscas unificadas de enrosque: Roscas Unificadas de Enrosque Americano (UN,
UNC, UNF).
El ngulo de la rosca 60o.
El paso medido en pulgadas.
La raz de truncacin y la cresta son planas.
El dimetro medido en pulgadas
Las roscas son llamadas Un (constante), UNC (gruesa), UNF (fina) cuando se describe
la relacin de las roscas por pulgada al dimetro de la rosca. Por ejemplo, en UNF la
F define un paso fino.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 16
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Roscas Mtricas de Enrosque (ISO262): Organizacin Internacional de Estndares
(ISO - Mtrico).
El ngulo de la rosca 60o
El paso medido en milmetros
La raz de truncacin y la cresta son planas y de un ancho diferente.
El dimetro es medido en milmetros
Las roscas mtricas de enrosque son rectas y no en pendiente y utilizan ya sea un
sellante u O-Ring para sellar los componentes del sello de enrosque macho al
componente hembra.
VALVULAS
Diversos tipos de vlvula son utilizados en el equipo para el cabezal del pozo. Los
ms comnmente utilizados son la vlvula tipo aguja, la vlvula tipo bola, la vlvula de
chequeo y la vlvula de medicin.
Vlvulas tipo aguja (Figura 9-20 y 9-21): son utilizadas para controlar altas presiones.
Las vlvulas son designadas por su presin de cierre desde una direccin principal.
La direccin es generalmente marcada por una flecha en el cuerpo de la vlvula, o
usted puede verlo mirando dentro de los orificios de entrada de la vlvula. La alta
presin siempre debe entrar la vlvula por debajo del asiento de la vlvula. Las
vlvulas tipo aguja pueden ser encontradas en los extremos de las lneas de alta
presin para retorno de la grasa. Las mangueras de los mltiples para igualar la
presin del BOP, y en el modulo de inyeccin de grasa para el control de la presin.
Diversas especificaciones de presin se encuentran disponibles, desde 0 hasta 15,000
psi. Las vlvulas tipo aguja utilizan con un asiento de cartucho reemplazable son
utilizadas en los mltiples integrales de Elmar, Vea la Figura 9-22.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 17
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Salida
Entrada
Vlvula tipo aguja de regulacin con adaptador CPI
FIGURA 9-20
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 18
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Vlvula tipo aguja Autoclave Engineer
FIGURE 9-21
Dispositivo de seguro
Glndula de
Empaco Ampco
Empaque ajustable
debajo de roscas
Eje No Girable
Salida
Entrada
Anillo de Tefln
Eje de vlvula
Asiento de vlvula
Glndula de vlvula
O-Rings y Anillos
de Retencin
Tornillo de
Retencin de Eje
Bloque de mltiple de cartucho de vlvula
FIGURA 9-22
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 19
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Vlvulas Tipo Bola (Figura 9-23): son utilizadas en los mdulos de control para dirigir
el flujo del fluido hidrulico hacia el limpiador de lnea y la caja de empaque, etc.
Tambin son utilizadas para el apague del suministro de aire en el modulo de control.
Las vlvulas tipo bola se encuentran disponibles en vlvulas de dos o tres vas con
presiones operacionales de hasta 10,000 psi
Vlvula tipo bola de 3 vas
FIGURA 9-23
Eje a prueba de
reventones de
cargado inferior
Manilla
direccional
Montura en panel
Asientos
cargados con
resortes - PEEK
Entrada
Vlvula de chequeo de 10,000 psi
FIGURA 9-24
Vlvula de Chequeo (Figura 9-24): son utilizadas en las lneas de inyeccin de grasa
y en algunos de las lneas hidrulicas. La vlvula de chequeo previene el retorno del
flujo de la sustancia que es bombeada. Es muy importante que la vlvula de chequeo
en la lnea de inyeccin de grasa est operando adecuadamente para prevenir que los
fluidos del pozo retornen al tanque de grasa y contaminen la grasa. Esto tambin
puede ocasionar una explosin si el tanque es llenado con gas de alta presin.
Siempre chequee la direccin del flujo en una vlvula de chequeo cuando la instale.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 20
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Direccin
del Flujo
Vlvulas de Medicin: son utilizadas para controlar la presin del aceite hidrulico
aplicado a los componentes del WHE, por ejemplo, el limpiador de lnea, la caja de
empaque, etc. La especificacin de presin de trabajo es de hasta 6,000 psi.
Enero de 1998 Revisin: 1
Seccin 9 - Pgina 21
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 10 - UTILIZACION DEL EQUIPO DE PRESION EN
POZO ENTUBADO
10.1
ANTES DEL TRABAJO
La planificacin antes del trabajo es un elemento esencial para el xito de
cualquier operacin. Ningn trabajo de presin puede ser considerado rutinario
y la Ley de Murphy siempre aplicar.
Cuando reciba una llamada de un cliente, el supervisor encargado necesita
conocer cierta informacin bsica:
a) Tipo de conexin, tamao y especificacin de presin del cabezal del
pozo.
b)
Mxima presin esperada.
c)
Se encuentra presente H2S ? Cual es su concentracin ? Otros gases
peligrosos o qumicas en el pozo tambin pueden requerir la utilizacin de
equipo especializado.
d)
Tamao de las tuberas de produccin / revestimiento en el pozo y el
mnimo dimetro interno.
e)
Tipo de fluidos en el pozo, por ejemplo gas, petrleo, diesel o agua.
Utilizando esta informacin el supervisor puede seleccionar el tipo adecuado de
WHE.
Nunca exceda la especificacin de presin de trabajo del equipo. Siempre
utilice equipo a prueba de H2S si hay presente H2S
Chequee doblemente que la longitud del cable, la especificacin de
temperatura y la resistencia al H2S sean adecuados para el trabajo
Chequee el equipo auxiliar. Asegrese que hay disponible suficiente peso
para sobrepasar la presin. Calcule el peso terico necesitado para la
presin (Figura 76) y aada 20%. El peso terico es el peso para justamente
balancear el empuje hacia arriba del cable debido a la presin del pozo.
Peso adicional es necesario para sobrepasar el efecto de la friccin y
asegurarse que la herramienta descender fcilmente. Note que si usted
est operando en un pozo produciendo, existir un empuje adicional hacia
arriba debido a los efectos de friccin del fluido del pozo sobre el cable.
La fuerza hacia
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
arriba puede ser muy grande y pesos adicionales son requeridos para
balancearlo. Refirase a las instrucciones de operacin de la compaa de
servicios para estimar la cantidad
Chequee que existen suficientes lubricadores para cubrir la herramienta.
Calcule la longitud total de la sarta de herramientas incluyendo los pesos,
centralizadores, adaptadores, cabeza, etc. y aada 3 pies. Esta ser la
mnima longitud del lubricador a utilizar
Chequee doblemente que se encuentren disponibles los adaptadores
adecuados para el cabezal del pozo
Asegrese que el nmero y el tipo adecuado de BOP est disponible para el
trabajo
Chequee que el sistema de abastecimiento de grasa tiene una bomba con la
especificacin adecuada y suficiente grasa para el correspondiente tipo de
trabajo. Tenga en consideracin las variaciones de la temperatura ambiental
durante el trabajo
Asegrese que tiene disponible glicol y una bomba para la inyeccin de glicol
si est trabajando con gas H.P.
Asegrese que tenga suficientes tubos de flujo en el GIH y se encuentren
disponibles suficientes mangueras de alta presin para la grasa
Chequee que todas las vlvulas y adaptadores estn completos
Chequee que exista un nmero adecuado de mangueras y bombas
hidrulicas
Chequee que se encuentre disponible un abastecimiento adecuado de partes
de repuesto y herramientas manuales para reparar el equipo daado durante
el transporte / ensamblaje del taladro, y para proporcionar objetos que
pueden necesitarse en caso de ocurrir problemas o de existir cambios de las
condiciones del pozo.
Un supervisor novato encargado de las operaciones de WHE debe efectuar
chequeos cuidadosos que el equipo est completo. Muchos ingenieros han
llegado a la localizacin del pozo con insuficientes lubricadores o mangueras de
grasa o con el adaptador equivocado para el cabezal del pozo. Los ingenieros
ms experimentados de produccin han desarrollado un sistema de Caja Lista
para asegurarse que ningn equipo es olvidado. Esto puede ser efectuado de
varias maneras. Por ejemplo, una operacin en tierra puede tener un camin
especial asignado a las operaciones de produccin. El equipo es asignado a
los estantes de herramientas y el material est montado permanentemente en la
unidad. Las operaciones costa afuera utilizan patines (skids) especialmente
diseados para el transporte del equipo y las partes de repuesto. El supervisor
experimentado puede mirar rpidamente en las Cajas Listas y en los patines
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Presin en el Cabezal del Pozo en PSI
(skids) y asegurarse que todo el equipo es el adecuado para el trabajo y que se
encuentra listo para salir. Mucha planificacin es involucrada en el diseo de
un sistema de Caja / Patn Listo pero este ahorra tiempo y posiblemente
trabajos con desastres en el futuro.
Peso de la Herramienta (en lbs.) Requerido
para Contrarrestar la Presin en el Cabezal del Pozo
FIGURA 10-1
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.2
PROCEDIMIENTOS PARA EL ENSAMBLAJE DEL TALADRO
Teniendo en cuenta que suficiente planificacin ha sido centrada en la
planificacin antes del trabajo, el supervisor y la cuadrilla llegarn a la
localizacin seguros que estn cubriendo la mayora de las contingencias y que
el equipo est limpio, se le ha efectuado el servicio y en la mejor preparacin
para su operacin.
La parte ms critica de la operacin es el ensamblaje del taladro. El supervisor
debe supervisar cuidadosamente su cuadrilla para asegurarse que el equipo del
cabezal del pozo, el ensamblaje y la prueba del sistema sean efectuados con
seguridad y eficiencia. La localizacin del pozo debe ser inspeccionada por
posibles peligros a la seguridad y planificadas las rutas de escape si es
necesario. Un punto de reunin de seguridad debe ser especificado con la
cuadrilla y con el cliente.
Antes de retirar la tapa del pozo es necesario efectuar primero un trabajo de
preparacin. El siguiente procedimiento aplica principalmente a los trabajos de
presin en un taladro de perforacin.
Pruebe el BOP por presin y funcionamiento (presin de trabajo nicamente)
(Figura 10-2)
Chequee por funcionamiento las trampas de herramientas, los sujetadores de
herramientas, la caja de empaque y el limpiador de cable
Chequee por funcionamiento el modulo de control
Desenrolle suficiente cable de registros formando una Figura ocho frente al
carrete y corte el extremo de una manera limpia para permitir la introduccin
fcil a travs del GIH. Pase el cable a travs de las poleas si es requerido
pues algunas son del tipo slido
Limpie el cable de registros con un trapo humedecido en diesel para remover
cualquier sucio y pasarlo a travs del limpiador de cable y la caja de
empaque (puede ser necesario retirar los componentes internos de la caja de
empaque para permitir que el cable pase a travs), despus a travs de un
nmero adecuado de tubos de flujo, de la vlvula bola y del sujetador de
herramientas
Una vez que el cable haya sido pasado a travs del GIH, usted necesita
hacer la cabeza de nuevo y ensamblar la cabeza del cable con el punto dbil
adecuado
Conecte juntos dos longitudes de lubricador y pase la cabeza de cable con
una barra de peso a travs de ellos
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Conecte el GIH a las dos longitudes de lubricador teniendo cuidado de no
daar el cable y de tensionar la cabeza contra el sujetador
Adapte un conjunto de estantes con ruedas en la parte inferior del lubricador
para ayudar durante el ensamblaje. De no existir disponibles estantes con
ruedas, entonces utilice un protector de roscas como una barrera de
seguridad para prevenir que el peso salga fuera por el extremo a medida que
usted levanta el lubricador. Ajuste la grapa para levantar el lubricador en la
parte superior del lubricador
El siguiente paso de la operacin es en el piso del taladro o en el cabezal del
pozo. Ubique el modulo de control donde usted tenga un fcil acceso al
panel y con el carrete de mangueras mirando hacia el pozo en el cual usted
va a ensamblar el equipo. Escoja una posicin viento arriba del cabezal del
pozo siempre que le sea posible.
Mueva todo el WHE que usted requiere para el trabajo al piso del taladro con
una gra y ubquelo donde pueda ser levantado con un elevador para su
ensamblaje en el taladro
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Chequeo de la presin y funcionamiento antes del trabajo
FIGURA 10-2
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La preparacin del cabezal del pozo es crtica. Recuerde que el cabezal del
pozo pertenece al cliente. Los cabezales de pozo de alta presin son
costosos y una secuencia equivocada en la operacin de las vlvulas puede
ocasionar la prdida del control del pozo y daar las vlvulas ms all de una
posible reparacin. Si es posible, el cliente debe ser animado a operar sus
propias vlvulas de control del cabezal del pozo. Sin embargo, nosotros
debemos conocer los procedimientos adecuados para su operacin.
1)
Cierre la vlvula maestra superior si existen instaladas dos vlvulas
(Figura 10-3). No toque la vlvula maestra inferior.
2)
Cierre las dos vlvulas laterales ms internas. (Note que los puntos 1 y
2 pueden no aplicar si usted opera en un pozo fluyendo. Precauciones
adicionales son necesarias en este caso).
3)
Asegrese que la vlvula de suabeo (sondeo) est cerrada.
Vlvula del Medidor
Conexin Superior
Vlvula de Suabeo
Estrangulador
Estrangulador
Vlvula Lateral
(Lnea de Flujo)
Vlvula Lateral
(Lnea de Flujo)
Vlvula Maestra
Adaptador de Cabezal de
Tubera de Produccin
FIGURA 10-3: Un cabezal de pozo de alta presin enseando las diversas vlvulas
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
4)
Si existe un medidor en el cabezal del pozo, asegrese que la vlvula
lee cero presin, cierre la vlvula del medidor, retire el medidor y abra la
vlvula del medidor para desahogar cualquier residuo de presin.
Precaucin: Si despus que las vlvulas del cabezal han sido cerradas
la vlvula todava lee presin, pare. El representante de la compaa
debe ser informado.
5)
Retire la tapa del cabezal del pozo y est consciente de posible presin
atrapada.
6)
Anexe el adaptador del cabezal del pozo. Las roscas deben estar
limpias y recubiertas con compuesto para tuberas. La bridas deben
estar limpias y ligeramente aceitadas. Los pernos de las bridas deben
ser apretados con martillo. Para obtener la especificacin total de
presin de las uniones con rosca API, estas deben ser apretadas
adecuadamente. Las especificaciones API para roscas lubricadas,
limpias, especifican que la conexin debe ser efectuada apretndola a
mano y despus cierto nmero x de vueltas como es enseado abajo en
x vueltas.
Tipo de Tubera
Nmero X
de Vueltas
Tubera de Revestimiento de 4-1/2" - 7" API 8 redonda
Tubera de Revestimiento de 7-5/8" - 20" API 8 redonda
Toda tubera de produccin API de forma redonda
Tubo en lnea de 1/8" - 2" API (rosca en V)
Tubo en lnea de 2-1/2" - 20" API (rosca en V)
3
3-1/2
2
3
2
Esta tabla no aplica cuando es utilizada cinta de Tefln. El tanteo de la
posicin apretada a mano es difcil. Una junta no enroscada lo suficiente
tendr juego y la roscas pueden romperse cuando la presin es
aplicada. El apretar las uniones fuertemente requiere un torque
considerable especialmente en las roscas de gran tamao.
Ubique el BOP en el adaptador despus de chequear que los brazos pueden
ser abiertos y cerrados. Si la altura del ensamblaje en el taladro lo permite,
utilice lubricadores como espaciadores para que el BOP quede en una
posicin fcil de alcanzar desde el piso del taladro (Figura 10-4).
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 8
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Enroscando los lubricadores - dependiendo de la cantidad de lubricadores
requeridos puede no ser aconsejable levantar la sarta completa en un solo
viaje. En este caso 3 4 lubricadores pueden ser conectados juntos,
levantados y ubicados en el hueco ratn (si disponible) listos para ser
conectados al GIH verticalmente o para enroscarlos de a uno a la vez
Levante el GIH con la cabeza y el peso dentro del lubricador hacia el piso del
taladro utilizando una gra. Tenga cuidado que no sea daado el cable.
Conecte una lnea del elevador a la grapa de levantamiento del GIH y
lentamente levante la lnea del elevador con el carrete de aire a medida que
baja la gra dejando que el GIH descanse en la Puerta en V. Descanse la
parte inferior del lubricador anexado al GIH en la parte inferior de la puerta en
V. Todo el peso del GIH debe estar ahora soportado por la lnea del elevador.
Retire la gra (Figura 10-5)
Conecte todas las mangueras hidrulicas y de grasa al GIH. Precaucin:
Tenga cuidado que las mangueras adecuadas sean conectadas en los sitios
adecuados. Anexe dos cuerdas en la parte inferior del GIH para ayudar
durante el ensamblaje del taladro
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
FIGURA 10-4: Primera etapa del ensamblaje del taladro
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Pase el cable de registros por la polea superior y levante la polea a la altura
necesitada para efectuar la operacin. La polea superior es normalmente
mantenida en los elevadores de la torre del taladro o fijada en un ojal que
tenga la especificacin adecuada en la parte superior de un mstil para cable
de registros. Si utiliza un mstil, conecte la polea superior con el cable a
travs del ojal superior antes de levantar el mstil. Esto ahorra problemas al
tratar de efectuarlo una vez que el mstil ha sido levantado
Levante el GIH e introduzca los lubricadores en el hueco ratn. Enrosque la
unin de conexin rpida. (Las uniones de conexin rpida solamente
necesitan ser apretadas a mano)
Levante el GIH completo y el lubricador y sbalos a una altura justamente por
encima del BOP. Tenga cuidado de no doblar los lubricadores, utilice cuerdas
como ayuda adicional
Asegure la polea inferior con un amarre de cadena y un dispositivo para
medicin de la tensin en el punto adecuado de sujecin. Pase el cable de
registros por la polea
Recoja utilizando el carrete el exceso de cable de registros. Tenga cuidado
de no tensionar y zafar el punto dbil. Deje una pequea cantidad de
aflojamiento en el cable de registros y ponga algo de presin manual mientras
abre el sujetador de herramientas
Una vez que la cabeza y el peso ha sido soltado del sujetador, baje la cabeza
y el peso a una altura en la cual pueda conectar las herramientas para cable
de registros. Dependiendo del conjunto de ensamblaje del taladro en el cual
usted trabaja, le puede ser ms fcil ensamblar las herramientas en el pozo
en el cual usted va a trabajar. Esto depende de la distancia entre su BOP y la
vlvula de suabeo
Ahora que las herramientas han sido enroscadas, usted est listo para bajar
su lubricador y enroscar la unin rpida. Siempre asegrese que existe
suficiente distancia entre la cabeza y el sujetador de herramientas para
permitir esta operacin, de otra manera la cabeza del cable puede ser zafada
Despus de la conexin, los lubricadores deben estar derechos y verticales,
de otra manera puede ser necesario disminuir la especificacin de presin del
equipo
Por razones de seguridad, las lneas del retorno de grasa deben estar
equipadas con vlvulas tipo aguja y una T de alta presin, despus ser
aseguradas con cadenas a una parte fija de la estructura. Esto previene que
las mangueras fustiguen debido a los fluidos del pozo que escapan si es
perdido el sello de grasa
Seccin 10 - Pgina 11
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ahora es mejor el tensionar la herramienta de registros dentro del sujetador
antes de la prueba de presin. Esto previene que la herramienta sea lanzada
hacia arriba y elimina la posibilidad que el cable pueda ser retorcido cuando
se efecta la prueba de presin
Usted ya est listo para efectuar la prueba de presin.
Seccin 10 - Pgina 12
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Ensamblaje etapa 2
FIGURA 10-5
Seccin 10 - Pgina 13
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.3
PRUEBA DE PRESION ANTES DE LA CORRIDA EN EL POZO
Para efectuar la prueba de presin, llene el ensamblaje WHE con el lquido
apropiado para la prueba, por ejemplo una mezcla de glicol / agua,
asegurndose que todo el aire es desahogado del sistema. Despus que el
agua / fluido aparezca en la parte superior de la cabeza de grasa, la prueba de
presin puede comenzar. Es recomendado que se efecte la prueba con la caja
de empaque cerrada y sin grasa en los tubos de flujo para que sean probadas
la lnea de retorno de grasa, la vlvula tipo aguja y la vlvula de chequeo en la
lnea de inyeccin de grasa. La prueba debe ser mantenida por un mnimo de 3
minutos, despus desahogue la presin por otros 15 minutos.
Es aconsejable tambin chequear que el sistema de inyeccin de grasa es
totalmente operacional, por ejemplo no existen fugas o taponamientos en la
lnea de inyeccin y que la vlvula de chequeo de una sola direccin no pasa
grasa. Esto puede ser chequeado al final de la prueba bombeando grasa dentro
de los tubos de flujo, abriendo la vlvula de la lnea de retorno y la caja de
empaque y observando que no existe prdida de la presin de prueba en el
WHE.
La prueba de presin chequea que el equipo es capaz de mantener las
presiones anticipadas. Si ocurre una fuga la presin debe ser desahogada,
rectificada la falla y probado el equipo de nuevo.
Siempre que equipo WHE es utilizado en la localizacin del pozo para una
operacin de control de presin, este debe ser probado despus que ha sido
ensamblado en el cabezal del pozo, antes de abrir el pozo para el primer viaje.
En los trabajos de proyectos de larga duracin el equipo debe ser probado
normalmente una vez cada perodo de 24 horas o a un itinerario acordado.
Para el trabajo de presin que dura ms de 24 horas, pruebe el equipo siempre
que la cabeza del cable es regresada a la superficie
Seccin 10 - Pgina 14
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.4
REGLAS BASICAS PARA LA PRUEBA DE PRESION EN LA LOCALIZACION
DEL POZO
Todos los componentes del equipo WHE deben tener una especificacin WP
y TP. La especificacin general WP (Presin de Trabajo) del equipo
ensamblado ser igual a la especificacin del componente ms dbil. Todos
los componentes utilizados deben tener un servicio validado nivel 1,
incluyendo una prueba hidrosttica del cuerpo a la presin de prueba TP
(Presin de Prueba). El equipo que no tenga un registro actualizado de
prueba no debe ser utilizado
La especificacin de la presin de trabajo en la localizacin del pozo o
MAWP (Mxima Presin de Trabajo Permisible) debe ser igual a la presin
de prueba de la localizacin del pozo. La presin de prueba de la
localizacin del pozo nunca debe exceder la especificacin WP del equipo, o
la especificacin WP del cabezal del pozo del cliente, cualquiera que sea
ms baja
La presin de prueba en la localizacin del pozo debe ser 1.2 veces la
mxima presin en el cabezal del pozo esperada con el pozo cerrado. Si el
cliente no quiere que su cabezal del pozo sea sometido a esta presin, la
presin de prueba debe ser igual a la mxima presin en el cabezal del pozo
o el mximo especificado por el cliente, cualquiera que sea mayor. Si no se
espera presin en el cabezal del pozo, el equipo debe ser probado al 25% de
su especificacin de WP
El equipo WHE nunca debe ser presurizado con bombas de alto volumen,
como bombas de lodo u bombas del tipo pistn, debido al riesgo de imponer
demasiada presin en el sistema con un solo ciclo de bomba. Bombas de
prueba y equipo dedicados especficamente para bajo volumen - alta presin
deben ser utilizadas para crear la presin de prueba despus de llenar el
equipo con bombas de alto volumen mientras se desahoga todo el aire
Cuando se est probando por presin, las lneas de baja presin deben ser
mantenidas abiertas en su extremo para prevenir un exceso de presin en
las lneas de baja presin en el caso de existir una fuga
La prueba de presin debe ser efectuada con un lquido no voltil, no
compresible, como glicol, etileno o agua. Use un lquido o gas no inflamable.
Es totalmente prohibido el uso de un lquido o gas inflamable o fluido del
pozo. La prueba con diesel por ejemplo no es permitida debido al riesgo de
explosin (efecto de motor diesel)
La operacin de la prueba de presin y el valor de la prueba de presin en la
localizacin del pozo deben ser anotados en el reporte de servicio. Es
recomendado que se utilice un registrador de presiones (una tabla o
pelcula) durante la prueba de presin en la localizacin del pozo
Seccin 10 - Pgina 15
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Avisos adecuados de notificacin deben ser colocados y todo el personal no
necesario debe ser alejado de la proximidad de la prueba.
Unidades especiales de bombas se encuentran disponibles para la prueba de
presin, tales como el patn (skid) de prueba de Elmar (Figura 10-6). Esta
unidad para prueba de presin L-696700 est diseada para probar el WHE en
el taller y eventualmente en la localizacin del pozo. Esta mide 0.95 m x 0.85
m x 1.45 m y est montada sobre ruedas.
Esta incluye:
Una bomba de agua de alto volumen baja presin
Una bomba de agua de bajo volumen alta presin (20,000 psi)
Un registrador en papel
Una bomba hidrulica manual para abrir y cerrar el BOP, etc.
Un depsito de aceite de 12 galones
Un medidor de presin de 20,000 psi.
Note que ambas bombas son bombas de agua. De esta manera ninguna grasa
es bombeada y la prueba no va a ocasionar suciedad. Todo lo requerido es
agua (o una mezcla de agua / glicol) y abastecimiento de aire.
Muchos supervisores prefieren efectuar la prueba de presin con solamente
pesos y un protector en el extremo del lubricador (note que los protectores de
rosca de la herramienta no tienen especificacin para presin), justamente en
caso que algo vaya mal. Sin embargo, el procedimiento estndar requiere el
ensamblaje de la herramienta completa en el lubricador para la prueba, debido
a que la conexin tendr que ser efectuada despus de la prueba para poder
conectar la herramienta y esta unin entonces debe se probada de nuevo antes
de proceder con el trabajo.
Una evaluacin del riesgo debe ser efectuada para decidir las posibles
consecuencias por la ejecucin de cada accin. Cualquier desviacin del
procedimiento estndar debe ser escrito y acordado con el cliente
Seccin 10 - Pgina 16
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Patn (Skid) de prueba de Elmar diseado para probar WHE
en el taller y en la localizacin del pozo
FIGURA 10-6
Seccin 10 - Pgina 17
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.5
10.6
PROCEDIMIENTOS PARA PRUEBAS DE PRESION CON UN CAON
CARGADO EN EL LUBRICADOR SIN UNA VALVULA DE SEGURIDAD PARA
CABLE DE REGISTROS
Primero pruebe por presin el equipo del cabezal del pozo hasta el valor
requerido para la prueba de presin del cabezal del pozo con un can
vaco o sin can.
Desahogue la presin, suelte el lubricador y ensamble el can.
Enrosque y pruebe el lubricador a la presin de prueba con el can armado
hasta el valor de prueba de presin del cabezal del pozo, o a 80% de la
especificacin del can, cualquiera que sea menor.
Iguale la presin a travs del cabezal del pozo, abra la vlvula maestra y la
vlvula de suabeo y proceda con las operaciones.
CORRIDA DEL TRABAJO
Solamente puede abrirse el pozo despus que la prueba hidrosttica en la
localizacin del pozo ha comprobado que el equipo es adecuado para el sello
de la presin. El proceso que comienza con la requisicin inicial del cliente
puede ahora ser efectuado. Solamente queda bajar la sarta de herramientas,
efectuar el servicio y retirar la herramienta. Sin embargo, los problemas
ocasionados por fallas ocasionadas por errores humanos son bastantes, por
esto es importante reiterar algunos puntos operacionales.
a)
Seguridad
Los trabajos de presin son de por si peligrosos. En cuanto sea posible,
los trabajos de presin solamente deben ser efectuados durante la luz del
sol. Si el cliente insiste en operaciones nocturnas, el supervisor debe
estar satisfecho el mismo que existe luz adecuada para que cualquier
pequea fuga pueda ser detectada rpidamente y las rutas de escape
estn visiblemente marcadas en caso de una falla catastrfica. Asegrese
que todas las mangueras del BOP, atrapador de herramientas, sujetador
de herramientas, caja de empaque y limpiador del cable estn conectadas
y que el modulo de control es fcilmente accesible y fcilmente visible.
b)
Corrida en el Pozo
Al terminar la prueba de presin, es desahogada la presin en los
Seccin 10 - Pgina 18
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
lubricadores, igualada la presin con cabezal del pozo y la presin de la
inyeccin de grasa en el GIH ajustada a un 20% por encima de la presin
del pozo. La bomba bombear muy lentamente cuando el cable se
encuentra esttico. La bomba actuar rpidamente si las mangueras de
grasa y los tubos de grasa no estn llenos con grasa. Si existe cero
presin en el pozo, la bomba de grasa debe ser ajustada a una mnima
presin de bombeo. Grasa debe ser siempre inyectada para lubricar el
cable y reducir el desgaste de los tubos de flujo.
Baje la cabeza del cable unas pocas pulgadas antes de abrir la vlvula
maestra. Esto prevendr que la herramienta quede atrapada contra la
parte inferior del adaptador GIH o la vlvula tipo bola (o accidentalmente
sea agarrada por el sujetador de herramientas). Los adaptadores GIH ms
nuevos son suministrados con una ranura excntrica para prevenir el
atrapamiento por diferencial de la cabeza para pesca.
La vlvula maestra debe ser abierta lentamente. Cuente las vueltas
necesarias para abrir la vlvula totalmente. Coloque un aviso sobre la
vlvula indicando que operaciones con cable de registros estn siendo
efectuadas y el nmero de vueltas necesario para abrir la vlvula. Si ms
de una vlvula maestra est cerrada, entonces abra la vlvula maestra
inferior primero.
Nota: El atrapador de herramientas debe permanecer cerrado (listo para
atrapar) hasta que la herramienta est lista para ser corrida en el pozo.
Corra en el pozo lentamente hasta que la herramienta se encuentre por
debajo de las vlvulas del cabezal del pozo u otras obstrucciones. El
movimiento del cable puede ser muy lento por los primeros cientos de pies
dependiendo de la presin del pozo y el nmero de pesos utilizados. Si es
posible utilice pesos grandes de tungsteno para optimizar el peso total del
ensamblaje de la herramienta y para disminuir su longitud (y de esta
manera la longitud de los lubricadores). Trate de no permitir demasiado
aflojamiento para que el cable no entre en contacto con el piso. Limpie el
cable con un trapo saturado con diesel para retirar el sucio, arena, etc. Si
el monocable no ha sido utilizado por un largo perodo de tiempo puede
ser necesario limpiar el cable en la capa superior del carrete antes de
correrlo en el pozo. Vuelva a chequear que el limpiador de cable y la caja
de empaque no han sido activadas.
Mantenga un control positivo de la profundidad. Esto no puede ser
enfatizado suficientemente. Ponga marcas magnticas adicionales en el
cable cuando la herramienta se encuentre a 100 pies de profundidad o por
debajo del BOP. Note la profundidad a la cual el cable deja el carrete en el
Seccin 10 - Pgina 19
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
extremo de cada capa (por ejemplo en cada pared lateral, vea la Figura 107). Note tambin la posicin de la ltima vuelta del cable en el carrete
antes de correr el cable en el pozo. Esto asegura un control adecuado de
la profundidad durante la salida del pozo aunque el cable no tenga marcas
magnticas (el cable multifsico a prueba de H2S no puede ser marcado
magnticamente) o si las marcas han sido borradas debido a una sarta de
tubera de produccin magnetizada.
Sea extremadamente cuidadoso con cualquier restriccin del pozo
especialmente si el pozo est fluyendo. Las velocidades del fluido pueden
ser extremadamente altas a medida que la herramienta pasa a travs de
los niples. Asegrese que el operador del carrete tiene un buen diagrama
del pozo con las profundidades anotadas (Figura 10-8). Chequee que las
seales del CCL aparecen cuando esperadas aproximadamente cada 30
pies en tubera de produccin y cada 40 pies en tubera de revestimiento.
Mida las Distancias A y B
Zapata de
Tubera
Profundidad
Total (PT)
Diagrama de profundidad del cable
Seccin 10 - Pgina 20
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
FIGURA 10-7
Seccin 10 - Pgina 21
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Fondo del Mar
DHSV
Colgador de
Tubo Liner
Deviacin 50
Empacadura
Restriccin
(por, ejemplo: niple)
Zapata de Tubera
de Produccin
Profundidad
Total (PT)
Perforaciones
Diagrama tpico del pozo
FIGURA 10-8
10.7
OPERACIONES
Una vez que se encuentre pozo abajo el problema principal se vuelve el
atrapamiento de la herramienta en los niples / restricciones, o en sucio a
profundidad total, o sacando demasiado rpido por la zapata de la tubera de
produccin. Si usted ha venido correlacionando la profundidad todo el trayecto
en el pozo, no deberan existir sorpresas. Defina al operador del carrete estos
dos puntos lmites, permita un buen margen de seguridad (si es posible),
chequee la tensin de seguridad para zafar el cable y recuerde a todo el mundo
que vigilen el dispositivo de la tensin.
Seccin 10 - Pgina 22
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
POZO ENTUBADO
Manejo con Seguridad del Carrete con Cables pequeos
DIAGRAMA DEL POZO
CARRETE
Marque la ubicacion de la
punta de inicio del cable
Mida la
distancia
del borde
del lateral a
la primera
capa de
cable
______
Colgador del
Liner =
Empacadura =
Empacadura =
Restriccin =
(por Ej. Niple)
Tamao de
Tubera =
Campana a
________
Saliendo del Pozo
PARE
A 200 Pies
Profundidad de las
Perforaciones
1.
2.
3.
4.
5.
Seccin 10 - Pgina 23
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Cable
Empacadura
Niple
Tubera de
Revestimiento
Gua para Entrada de
cable para Registros
Herramienta para
Cable de Registros
Flujo del Fluido
Herramienta atrapada en la tubera de produccin debido a la velocidad del fluido - no
se puede romper el punto dbil de la cabeza del cable
FIGURA 10-9
En pozos inyectores el tensionar dentro de la tubera de produccin tiene un
gran efecto tipo pistn que trata de romper el punto dbil. En pozos
productores, la herramienta puede ser lanzada ms all del cable, atrapando la
herramienta y el cable en la tubera de produccin e impidiendo que pueda
romper el punto dbil debido pues el cable queda entrelazado alrededor de la
herramienta (Figura 10-9). Existen tablas para calcular estos efectos para
pozos de alto volumen.
Si es posible, cierre el pozo antes de entrar en la tubera de produccin. Los
clientes a menudo no quieren cerrar la produccin de los pozos. Si este es un
problema requirales por lo menos el estrangular un poco la produccin.
Asegrese que es cerrada la vlvula adecuada, supervselo usted mismo si esta
es su responsabilidad.
Seccin 10 - Pgina 24
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Cable Daado
FIGURA 10-10
Cable con Nudos
Cable con
Armadura Abierta
Armadura con
Alambre Roto
Seccin 10 - Pgina 25
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Basura en el pozo
La basura y escamas en pozo entubado es muy comn. El
fresamiento, cementacin, perforacin y caoneo pueden ocasionar
basura. La arena entrando por las perforaciones tambin puede
ocasionar que una herramienta quede atrapada.
FIGURA 10-11
Herramienta atrapada
por basura
Herramienta atrapada
por relleno de arena
Seccin 10 - Pgina 26
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.8
SACANDO DEL POZO
Cuando salga del pozo la velocidad del cable es limitada por el volumen de
grasa que la bomba puede entregar y el espacio entre el cable y los tubos de
flujo. Tenga cuidado que no se pierda el sello de grasa debido a una alta
velocidad del cable.
Despus de efectuar el servicio las cosas pueden cambiar. Los caones se
hinchan despus de ser disparados, los brazos de los calibres y de los
medidores de flujo pueden ser doblados o rotos, por ello planifique por lo
inesperado. Dedique toda su atencin y mantenga la velocidad baja mientras
pasa a travs de la zapata y a travs de cualquier restriccin en la tubera de
produccin. Mantenga la velocidad del cable muy lentamente cerca a la
superficie y vigile la tensin y la respuesta del CCL. Asegrese que el
atrapador de herramientas est cerrado y el sujetador de herramientas listo para
agarrar. Si usted queda atrapado, usted necesita ser capaz de determinar
exactamente donde y que parte est atrapada la herramienta. No tensione
inmediatamente hasta el lmite mximo de seguridad por que usted podra
atrapar ms an la herramienta o tensionar el cable ms fuertemente dentro de
los tubos de flujo. Pare, baje y trate de nuevo. Si usted ve aflojamiento del
cable inmediatamente cuando corre dentro del pozo, usted probablemente tiene
el cable atrapado en los tubos de flujo. La tensin de seguridad de la lnea es
ajustada cerca a la tensin normal de registros y este debe ser ajustado durante
todo el trayecto cuando se saca del pozo. Si usted ha estado corriendo
registros en un pozo productor, cierre la produccin cuando vaya a sacar, de
otra manera el cable puede ser lanzado dentro de la vlvula lateral por el flujo
del fluido.
Al sacar del pozo pueden ocurrir nuevos problemas en el hueco (Figura 10-10 y
10-11):
Mal enrollamiento del cable
Atrapamiento de las armaduras del cable
Deslizamiento del medidor de profundidad.
El atrapamiento de las armaduras del cable es el ms repentino, pero tiene
resultados ms dainos si no es detectado. Usted y su operador necesitan
estar vigilando el dispositivo de tensin por cualquier movimiento irregular o
cambio no explicado.
Cada vez que el diferencial de tensin es ajustado manualmente infrmese el
uno al otro del cambio. Si un alambre de la armadura del cable queda atrapado,
el diferencial de tensin comenzar a saltar y a incrementar lentamente.
Dispositivos exactos de tensin son absolutamente necesarios.
Enero de 1998 Revisin: 1
Seccin 10 - Pgina 27
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
El deslizamiento de la polea de profundidad debe ser fcil de detectar con las
marcas magnticas. Si la marca no es constante usted sabe que sucede algo
anormal. A medida que se acerca a la superficie usted chequea su diagrama
del cable en el carrete para asegurarse que todo est correcto. El diagrama del
cable tambin le ayudar si usted ha tenido que cambiar la profundidad debido
a que el taladro de reparacin o el mstil del camin tiene una referencia de
profundidad diferente para la correlacin de los registros.
Asegrese que el operador del carrete enrolla el cable cuidadosamente para
prevenir que el cable se rompa en las armaduras y falle por la aislacin en el
futuro.
Cuando se encuentre a 200 pies de la superficie el supervisor debe tomar el
carrete. Una cuerda es ubicada sobre el cable, la polea inferior empujada hacia
abajo, el POL (tensionado manual sobre la lnea) chequeado y si se estn
efectuando caoneos, todo debe ser apagado.
Proceda a sacar
cuidadosamente pero con confianza. El operador que mantiene la cuerda es la
persona a la cual se debe observar (vea la Figura 10-12).
Si usted est sacando a 1800 pies por hora (30 pies por minuto) y su operador
de cuerda le ha dado un aflojamiento de 15 pies al cable, usted tiene 30
segundos para reaccionar. Bajo las mismas condiciones, si usted empuja la
polea inferior hacia abajo, existen solamente 2 pies de aflojamiento y usted
tendr solamente 4 segundos para reaccionar.
Tenga cuidado. Es posible romper un punto dbil con solo tensionar el cable.
Si su herramienta queda atrapada en cualquier parte cerca de la superficie,
existe muy poco estiramiento en el cable. El punto dbil se romper cuando
ambos extremos del cable estn fijos y un par de operadores empujan
fuertemente en el centro del cable.
Cuando la herramienta alcanza la caja de empaque, el aflojamiento inducido por
la cuerda comienza a ser recogido. TENGA MUCHO CUIDADO. Esto puede
ocurrir si la herramienta queda atrapada en el cabezal del pozo.
El siguiente paso es asentar la herramienta sobre el atrapador de herramientas
cerrado. Esto confirma que usted est en el lubricador. Si la herramienta y el
cable no bajan o si no paran, algo no est bien.
Con un atrapador de herramientas manual o un atrapador con indicador externo,
usted puede ver la manilla del atrapador de herramientas moverse cuando la
herramienta entra en el lubricador. El operador debe estar sosteniendo la
manilla. El debe sealar cuando la cabeza entra al lubricador y cuando la parte
Seccin 10 - Pgina 28
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
inferior de la herramienta pasa el atrapador de herramientas.
Si usted ha tensionado dentro del atrapador de herramientas, suelte algo de
cable. Una vez que usted est seguro que la herramienta se encuentra en el
lubricador, usted puede hacer que la vlvula de suabeo sea cerrada lentamente.
Cuente el nmero de vueltas y, si es sentida cualquier resistencia antes que la
vlvula haya cerrado completamente, pare y vuelva a chequear que su
herramienta se encuentra en el lubricador. Si toma ms de 16 vueltas para
cerrar normalmente, y la vlvula para despus de 10 o 11 vueltas, la
herramienta o el cable pueden estar atravesados en la vlvula. El cable es
daado fcilmente. Abra la vlvula a la primera seal de resistencia. Cierre la
vlvula maestra nicamente despus de haber cerrado la vlvula de suabeo.
Una vez que la vlvula maestra ha sido cerrada la presin puede ser
desahogada. La manera ms rpida de desahogar es a travs de la lnea de
flujo lateral, siempre que sea posible. Si esto no es posible desahogue a travs
del mltiple inferior del BOP. Idealmente la vlvula de desahogo debe estar
conectada a travs de una manguera de grasa de alta presin a la lnea de flujo
del cliente o a una compaa de prueba de pozos. Si esto no es posible los
fluidos de la manguera deben ser drenados viento abajo y la manguera debe
estar asegurada completamente a una estructura fija. Tan pronto como la
presin haya sido desahogada la bomba de grasa puede ser apagada y los
medidores de presin y mltiples removidos para prevenir dao durante el
desensamblaje.
Cuando se desahogue gas de alta presin, abra lentamente el mltiple de
vlvulas para evitar que la vlvula se congele o que la manguera completa de
drenaje de alta presin se congele. Usted puede tener que drenar el lubricador
en etapas cerrando una vlvula al final del drenaje, llenando la manguera con
gas, cerrando el mltiple de vlvulas, vaciando la manguera etc.
En el extremo de la manguera de drenaje conecte una unin en T para evaluar
la presin de reaccin de ambos lados del fluido de alta presin que es
drenado.
Recuerde que despus de desahogar la presin, es muy probable que todava
exista fluido en el lubricador debido a que el sello de grasa en el GIH no
permitir la entrada de aire en el sistema. Tenga cuidado cuando sean
levantados los lubricadores. El fluido se vaciar fuera una vez que los
lubricadores sean desconectados. La herramienta puede ser levantada de la
trampa de herramientas, limpiada y desensamblada.
Seccin 10 - Pgina 29
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
10.9
DESENSAMBLAJE DEL TALADRO
Precaucin
Recuerde tener cuidado cuando desensamble el taladro, el trabajo no ha
terminado hasta que el WHE es empacado y todo ha sido limpiado. No se
apresure. Tome su tiempo y recuerde que el WHE es pesado y difcil de
manejar. Asegrese que toda la presin es desahogada antes de empezar.
Los procedimientos para desensamblar el taladro son los inversos a los
procedimientos para ensamblar el taladro. Recuerde dar suficiente aflojamiento
al cable cuando desensamble los lubricadores del taladro para que el GIH no
termine descansando sobre el extremo de la cabeza y rompa el punto dbil.
El Operador 1 se para sobre la cadena
de sujecin de la polea inferior
El Operador 2 sujeta el cable
hacia abajo con una cuerda
Procedimientos para POH (Sacada del Pozo)
FIGURA 10-12
Seccin 10 - Pgina 30
Enero de 1998 Revisin: 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 11 - SITUACIONES DE PROBLEMAS
1.
REOBTENIENDO EL SELLO PERDIDO
Un sello de grasa perdido es primero notado por el fluido que escapa en la parte
superior de la caja de empaque. Si el sello de grasa es perdido, detenga el
cable e incremente la presin de la bomba de grasa para reobtener el sello. Si
esto no es efectivo, cierre la caja de empaque y la vlvula de la lnea de retorno
de flujo de alta presin, en este orden. Si el sello todava no puede ser
reobtenido, cierre los BOP. Si en un pozo de gas con un BOP doble o triple,
cierre primero el conjunto ms bajo de los brazos (el invertido) y mientras
bombea grasa en el BOP - cierre los brazos superiores (normal). El conjunto
intermedio de brazos (brazos normales) son utilizados como secundarios y
solamente deben ser cerrados si los dems fallan. Incremente la presin de la
bomba de grasa a 1.5 veces la presin del pozo. Cuando el sello sea obtenido
de nuevo, iguale la presin a travs de los BOP, abra la vlvula de la lnea de
flujo y la caja de empaque, abra los BOP y contine con la operacin.
Prdida Continua del Sello de Grasa
Si el sello es perdido continuamente, la corrida con cable de registros pueda
que tenga que ser abandonada. La herramienta y el cable deben ser
regresados a la superficie tan lentamente como sea necesario para mantener el
sello. Antes de sacar del pozo chequee lo siguiente:
1.
Est trabajando la bomba ?
Chequee que la bomba est haciendo los viajes del pistn, si no lo est,
trate de incrementar la presin en el regulador para ver si escucha los
viajes.
2.
Tiene suficiente suministro de aire ?
Chequee su suministro de aire. Si la bomba no efecta los viajes, utilice
otra bomba de grasa.
3.
Hay grasa en el tanque ?
El tanque de grasa debe ser limpiado, llenado y no haber agua presente
en su depsito.
4.
Ha seleccionado el tamao adecuado de tubos de flujo?
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Chequee el dimetro externo del cable con un micrmetro y el tamao del
tubo de flujo que est utilizando. Si los tubos de flujo son muy grandes
usted debe sacar del pozo y cambiarlos.
5.
Las bombas parecen estar trabajando pero la grasa no esta llegando al
GIH.
Si esto ocurre ser necesario cerrar los BOP y desahogar el lubricador.
Una vez que el lubricador haya sido desahogado usted tendr que ponerse
un cinturn de seguridad o aparejo y subir en el GIH y retirar la manguera
de inyeccin de grasa. Una vez que la manguera haya sido desconectada
trate de bombear a travs de ella para determinar que la manguera o la
vlvula de chequeo del GIH no estn fallando. Si la vlvula de chequeo
est defectuosa entonces reemplcela. Si la manguera est bloqueada
entonces usted tendr que cambiarla con la manguera para inyectar grasa
al BOP. Una vez que estas operaciones hayan sido efectuadas, iguale la
presin a travs de los BOP, abra los BOP y contine con la operacin.
2.
PRESION / VOLUMEN DE LA BOMBA
Una presin de aire y un volumen de aire adecuados es absolutamente
necesario. Si el suministro de aire en el taladro no es adecuado, entonces
debe ser obtenida una segunda fuente.
3.
LONGITUD / DIAMETRO DE LA MANGUERA
La longitud y el dimetro de las mangueras a menudo es un problema pasado
por alto. La importancia de utilizar mangueras cortas y con un dimetro grande
no puede ser enfatizado lo suficiente.
4.
CABLE NUEVO CONTRA CABLE VIEJO
Utilizando un cable nuevo en un pozo de gas puede permitir que el gas escape
a travs de los espacios en las armaduras del cable. Una vez que el cable es
utilizado varias veces estos espacios se llenan con grasa y residuos y
disminuye el problema. Si usted debe utilizar un cable nuevo en un pozo de
gas, el cable debe ser preparado en el taller corrindolo a travs de un inyector
de grasa para el cable.
5.
CABLE CON ARMADURA SUELTA
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Una armadura suelta en el cable es uno de los peores problemas encontrados
en un trabajo de presin. La prevencin es mucho ms fcil que la cura.
Mantenga las velocidades de corrida y sacada en un promedio razonable para
prevenir fallas en el balance del torque del cable y como consecuencia un
aflojamiento del cable. SIEMPRE utilice un inhibidor para H2S en la grasa si
H2S se encuentra presente. Corte el cable a menudo para que el cable no sea
desgastado y aplanado.
Un cable con armaduras sueltas es primero notado cuando la tensin del cable
incrementa sin ninguna razn aparente o el operador nota que un alambre o
alambres de la armadura faltan en el cable a medida que este llega al carrete o
pasa por las poleas.
Detenga el cable, cierre los BOP, y desahogue la presin del lubricador. Vigile
la presin del lubricador por cerca de 15 minutos. Asegrese que los BOP
estn soportando la presin antes de retirar el lubricador. Bombee grasa entre
los brazos del BOP si usted se encuentra en un pozo de gas.
Levante el lubricador unos pocos pies y ponga una grapa para cable sobre el
cable en la parte superior del BOP. No permita que el cable se deslice a travs
del BOP pues esto puede daar los sellos. (Para mayor seguridad usted puede
utilizar un diversificador de flujos el cual puede ser instalado en la parte
superior del BOP e incluye una grapa para el cable). Suelte el cable y chequee
que la grapa lo est sujetando. Tensione el cable hacia abajo a travs de la
cabeza de control e inspeccione por daos.
All encontrar una bola de alambre desenrollado, aprisionada debajo de la
cabeza de control. Esta bola tiene que ser retirada del lubricador y cortada con
un par de alicates afilados para alambre.
Levante el exceso de tensin hasta que el cable justamente comienza a entrar
en tensin. Muy cuidadosamente, desenrolle cada uno de los alambres
daados de la armadura por tres o cuatro vueltas. No doble los alambres hacia
atrs sobre el cable. Asegrese que el corte es limpio y con una lima fina ponga
una pendiente en los extremos del alambre y retrnelo de nuevo al cable. Si es
necesario, un doblez muy pequeo puede ser efectuado en la punta del alambre
para asegurarse que este permanece apuntando hacia el ncleo del cable.
Utilice una lima fina para suavizar cualquier protuberancia del cable que pueda
crear un abultamiento. Si ms de un alambre est daado, asegrese que
todos los alambres son terminados en espacios ampliamente distribuidos. Un
pegante instantneo a menudo trabaja para sujetar el alambre en sitio.
Levante la tensin completa teniendo cuidado de no tensionar el cable a travs
de los BOP. Retire la grapa del cable, vuelva a conectar los lubricadores,
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
aplique la presin a la cabeza de control e iguale la presin en los lubricadores
a travs del mltiple para igualar la presin del BOP. Una vez que los
lubricadores estn a la presin del pozo, el BOP puede ser abierto y el cable
sacado lentamente. Vigile la tensin y observe el cable que sale de la cabeza
de control para chequear que los alambres pasan a travs de los tubos de flujo.
El proceso completo puede ser necesario que sea repetido varias veces hasta
obtener xito.
Si el dao es muy extenso puede no ser prctico adoptar el enfoque anterior o
la fortaleza del cable puede ser reducida considerablemente.
El cable entonces tendr que ser cortado en un punto tan alto como sea posible
por encima del BOP. Debe existir suficiente cable para pasar a travs de los
tubos de flujo como es descrito en el siguiente paso. Ponga en pendiente el
extremo del cable para permitir que este pase a travs de los tubos de flujo.
Corte tambin el cable daado en el lado del carrete.
Retire una o ms secciones del lubricador, baje el equipo de control de presin
y pase el cable a travs de la cabeza de control desde la parte inferior. Amarre
un nudo fuera de la cabeza de control para que el carrete pueda de nuevo
tensionar el cable. Levante el remanente del lubricador y vulvalo a conectar
siguiendo los mismos procedimientos como anteriormente.
El cable es
enrollado de nuevo en el carrete hasta que el nudo alcance la polea de la parte
superior. El nudo puede o no puede pasar por la polea dependiendo del
tamao de la polea que usted est utilizando.
Una solucin alterna es utilizar una grapa en T con pequeos insertos para el
cable. Cuando el nudo alcanza la polea superior e inferior el cable puede ser
agarrado con una grapa en T suspendida por medio de un carrete de aire del
taladro mientras que el bloque viajero es bajado de nuevo para permitir que el
nudo sea reubicado en el lado del carrete de la polea. Recuerde levantar el
bloque a su posicin original una vez que el nudo haya sido enrollado en el
carrete. Esto elimina una serie de aperturas y cierres de los lubricadores.
6.
NUDO EN EL CABLE O RETORCIDO SEVERAMENTE
Generalmente estos problemas ocurren cuando se pasa a travs de una
restriccin en un pozo fluyendo. Los fluidos actan como un pistn contra la
herramienta forzndola hacia arriba ms rpido que el movimiento del cable. En
el caso que la herramienta pasa el cable, llamado una sobrecorrida, entonces
la herramienta puede quedar atrapada, dependiendo por supuesto del tamao
de la tubera de produccin. La sobrecorrida tambin puede ocurrir cuando se
baja en un pozo si el movimiento del cable es ms rpido que el viaje de la
herramienta. Si un nudo o retorcimiento del cable es todo lo que usted obtiene
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
por una sobrecorrida, considrese usted muy afortunado. Normalmente el cable
es atrapado a lo largo de la herramienta y debe ser reventado debido a que no
se puede romper el punto dbil.
Estos problemas deben ser manejados de la misma manera que un cable con
los alambres rotos en la armadura pues generalmente estos nudos o
retorcimientos no pasan a travs de los tubos de flujo.
7.
CONGELAMIENTO DEBIDO A HIDRATOS
Bajo ciertas condiciones de temperatura y presin, algunos constituyentes del
gas natural se combinan con el vapor de agua para formar hidratos de
hidrocarburo. Estos hidratos tienen la apariencia de nieve o hielo y se forman
en las vlvulas, lneas de flujo, o an en la tubera de produccin a cientos de
pies por debajo de la superficie. Esto puede bloquear el paso de las
herramientas o el flujo del fluido. Los hidratos son particularmente peligrosos
pues estos pueden obstruir los BOP, prevenir que estos cierren u ocasionar que
el equipo de cable para registros quede atrapado.
Los hidratos se forman a temperaturas de hasta 122oF. En general, a mayor
presin de gas , mayor la temperatura a la cual se pueden formar los hidratos,
aunque por encima de ciertas temperaturas crticas estos no pueden formarse
sin importar la presin.
Cura: Mantenga un buen sello de grasa pues algo de expansin de gas es
necesaria para que se formen estos hidratos. El flujo del fluido o fugas puede
inducir la formacin de hidratos.
Debido a que los hidratos generalmente se forman cuando agua es producida
con gas, el agua utilizada para llenar los lubricadores solamente agrava el
problema. Use glicol etlico (anticongelante) para llenar el lubricador durante
las pruebas. El glicol tambin puede ser utilizado para prevenir la formacin de
hidratos e inyectado continuamente durante el trabajo a travs del BOP o a
travs de adaptadores para inyeccin de qumicas designados para este
propsito. Metanol tambin puede ser utilizado y en realidad tiene una ventaja
qumica sobre el glicol (vea el siguiente prrafo). Cuando utilice metanol, tenga
precaucin para asegurarse que estos lquidos inflamables sean presurizados
solamente lentamente para que el vapor y el aire en el lubricador no sea
calentado y ocasionen una explosin tipo diesel. No aplique presin en el
lubricador con una bomba grande.
El metanol mezclado con el gas hmedo reduce la mxima temperatura a la cual
se forma el hidrato. Por ejemplo, un hidrato de gas natural que normalmente se
forma hasta 42oF puede ser alterado y no se formar por encima de 25oF al
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
aadir metanol. El metanol inyectado encima de los hidratos ocasionar que
estos se derritan.
Precaucin El metanol es venenoso y debe ser utilizado con cuidado, este
tambin ataca los O-Ring si es dejado por mucho tiempo. Este debe ser
inyectado con una bomba dedicada exclusivamente para metanol.
En
consecuencia, utilice glicol para prevenir la formacin de hidratos, utilice
metanol para disolver hidratos si ellos se forman.
8.
HERRAMIENTA ATRAPADA EN EL CABEZAL DEL POZO
Los caones se ensanchan y doblan cuando son disparados y pueden
ocasionar problemas cuando se entran en el cabezal del pozo. Cuando
atrapado en el cabezal del pozo, trate de trabajar la herramienta para liberarla.
Baje unos pocos pies y despus efecte otra pasada. Asegrese que las
vlvulas estn totalmente abiertas. Si usted tiene que reventar el punto dbil de
la cabeza, asegrese que el cliente est presente. En ciertas situaciones, poner
el pozo en produccin puede ayudar, si este est cerrado. Haga esto como
ltimo recurso antes de reventar el punto dbil. Solamente el cliente puede
tomar esta decisin y abrir la vlvula lateral.
9.
PUNTO DEBIL ROTO
Cuando las herramientas son perdidas en el pozo, el cable tendr una
tendencia a ser lanzado fuera de la cabeza de control debido a que el peso en
el pozo es menor al necesitado para contrarrestar la presin del pozo. Cuando
esto ocurre el cable es empujado fuera de la cabeza de control ms rpido que
este puede ser enrollado en el carrete Habr cable por todas partes!
Antes de sacar del pozo, pare y tenga una reunin de seguridad con todo el
personal en la localizacin, retire alejado del rea a todo el personal no
necesario. Asegrese que todas las mangueras de flujo estn encadenadas.
Calcule la profundidad aproximada a la cual el cable comenzar salir por s
mismo:
1) Calcule el peso para balancear la presin desde la figura 10-1 W
2) Divida W por el peso/pie de su cable para obtener la profundidad
aproximada
Nota: esto es solamente una aproximacin debido a los factores de flotacin y
friccin.
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Cura: Vigile el indicador de peso y a medida que la tensin llegue a cero
incremente la presin de la bomba de grasa. Esto ayudar a aguantar ms el
cable. Despus incremente la presin en el limpiador de cable o empaque, si
no existe un limpiador de cable. Esta presin debe ser incrementada
constantemente a medida que ms cable es sacado del pozo.
Uno debe de ser muy cuidadoso aplicando justamente la tensin necesaria para
aguantar el cable. Demasiada tensin reducir el dimetro del cable y
ocasionar que este se quede en los tubos de flujo.
Si todo trabaja bien y su control de profundidad es adecuado, el cable puede ser
parado con su extremo entre el BOP y la cabeza de control.
Si no, y usted tiene una vlvula de chequeo tipo bola en la sarta, esta sellar
despus que el cable haya pasado y prevendr un ensuciamiento completo en
la localizacin. Tenga un operador en la vlvula maestra para cerrar el pozo tan
pronto pase el cable.
10.
LAS HERRAMIENTAS NO VAN HACIA ABAJO
Esto puede ser generalmente atribuido a una insuficiencia de peso en la
herramienta para contrarrestar la presin del pozo, cable sucio o con torceduras
o tratando de fluir el pozo.
Cura: Aada peso adicional y ms lubricador si es necesario. Siempre limpie el
cable que entra en contacto con el piso con un trapo humedecido en diesel. Si
existe un retorcimiento, el cable tendr que ser cortado y ensamblada una
cabeza nueva. Si el pozo est fluyendo y usted no puede bajar, requiera que el
cliente cierre el pozo hasta que usted baje unos cientos de pies.
11.
O-RING DE LUBRICADOR - REEMPLAZO EN UNA EMERGENCIA
Si el O-Ring de un lubricador es daado durante la reparacin del cable, este no
puede ser reemplazado por uno nuevo debido a la presencia del cable. Sin
embargo, un nuevo O-Ring puede ser cortado diagonalmente y los extremos
pegados con un pegante instantneo. Asegrese de reemplazar el O-Ring
antes del siguiente trabajo.
Enero de 1998 Revisin: 1
Seccin 11 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
SECCION 12- SEGURIDAD MIENTRAS SE CORREN
REGISTROS (POZO ABIERTO)
1.0
CONTROL DE PRESION UTILIZANDO SISTEMAS DE LODO
El fluido de perforacin, conocido como lodo es la primera lnea de defensa
contra la presin de la formacin. Este es generalmente una mezcla de agua,
aceites, arcilla, material de peso y qumicas. El lodo de perforacin sirve para
diversas funciones:
Este levanta los cortes efectuados por la broca
Este enfra y lubrica la broca
Este forma un revoque de lodo para prevenir perdida de lodo hacia la
formacin
Este ejerce una presin hidrosttica la cual acta en contra de la presin de
la formacin.
Los materiales de peso, generalmente barita, son aadidos al lodo para
incrementar la gravedad especifica (peso del lodo) a un nivel el cual es
necesario para contener la presin de la formacin. Este es trabajo del
ingeniero del lodo de continuamente vigilar la condicin del lodo para
asegurarse que el peso del lodo es suficiente para sobrepasar las presiones
esperadas de la formacin. Generalmente el peso del lodo mantenido es tal
que la presin hidrosttica pozo abajo es unos cientos de psi en exceso a la
presin de la formacin. El ingeniero del lodo tambin vigila el nivel del lodo en
el pozo y en los tanques de lodo.
1.1
EFECTOS POR LA PERDIDA DEL LODO
Un pozo lleno de lodo que pesa la cantidad adecuada no debe de crear un
reventn. Algunas veces lo inesperado ocurre ya sea debido a error humano o
debido a que las predicciones geolgicas de la presin de la formacin pueden
haber sido inexactas. Si los fluidos de la formacin entran en el pozo, una
patada se dice que ha ocurrido. Esto es debido a que el peso del lodo est
muy bajo resultando en que la presin de la formacin sea mayor que la presin
hidrosttica del lodo. Una cuadrilla experimentada de taladro puede reconocer
ciertos sntomas tales como el nivel del lodo en los tanques levantndose por
encima del nivel normal, o lodo continuamente fluyendo fuera del pozo despus
que las bombas han sido detenidas, y tomar una accin de acuerdo a ello
(generalmente aadindole peso al lodo).
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 1
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Por supuesto lo opuesto puede ocurrir y la formacin puede chupar. Si el peso
del lodo es muy alto, el lodo es forzado dentro de la formacin. Esto es
conocido como perdida de circulacin. Si el pozo no es llenado el nivel decaer
hasta que la columna hidrosttica del fluido no sea lo suficiente para forzar el
lodo en la formacin. Esto puede ser peligroso debido a que otras zonas en el
pozo pueden tener una presin mayor que las zonas de prdida de circulacin
(despus de tener en cuenta la diferencia de la presin hidrosttica debido a las
diferentes profundidades de la zona). Estas zonas de alta presin pueden
quedar sin balance debido a la cada de la presin hidrosttica del lodo y los
fluidos de la formacin pueden entrar en el hueco
Por que es un golpe de presin peligroso? Si la cuadrilla de taladro no toma
los pasos inmediatos para contener el golpe, puede ocurrir un reventn.
Que ocasiona el reventn? El movimiento de fluidos iniciales de la formacin
dentro del pozo sirve para aligerar el lodo, debido a que la gravedad especifica
de los hidrocarburos es por regla general considerablemente menor que aquella
del lodo. A medida que el lodo es circulado, el peso promedio decae y ms
fluidos de la formacin entran en el sistema. A medida que disminuye el peso
del lodo los fluidos de la formacin entran ms rpido como resultado de una
presin inferior del lodo y el proceso empieza a acelerarse hasta que el lodo es
lanzado fuera del pozo mezclado con el fluido entrando de la formacin. Si los
fluidos entrando son hidrocarburos, existe el peligro de un incendio. Los golpes
de presin de gas son especialmente peligrosos pues el gas se expande y llena
el hueco muy rpidamente. El gas puede ser iniciado fcilmente pues los cortes
y partculas de la formacin crean chispas cuando golpean la estructura
metlica del taladro a alta velocidad en el momento de ser lanzados fuera del
pozo.
1.2
CONTROL DE UN GOLPE DE PRESION
Si una cuadrilla detecta un golpe de presin es posible una segunda lnea de
defensa. Debido a que la presin del pozo en ese momento ya es mayor que la
presin hidrosttica del lodo, el taladro necesita crear una presin adicional en
superficie para contener el golpe. Esto es efectuado primero cerrando los
preventores de reventones anulares del taladro (BOP) alrededor de la tubera
de perforacin. Hydril es el BOP ms comn entre los BOP anulares. El BOP
forma un sello apretado a presin en la parte superior del pozo y previene el
escape de los fluidos (Figura 12-1). Para poder resumir la perforacin, el golpe
de presin debe ser circulado fuera bombeando lodo con el peso adecuado, y
a una presin mayor que la presin en la superficie. No siempre es una cosa
fcil circular un golpe de presin fuera y existen varias tcnicas tales como la
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 2
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
adicin de diversos materiales muy viscosos para crear una pldora viscosa
antes de controlar el pozo.
Para poder circular el golpe de presin fuera del pozo, es necesario un mltiple
estrangulador. Un estrangulador es una vlvula que restringe el flujo del fluido
al tener un tamao infinitamente variable desde totalmente cerrado (cero flujo)
hasta totalmente abierto (flujo completo). A medida que el golpe de presin
comienza a moverse fuera del pozo, la apertura del estrangulador es reducida
en tamao por una cantidad que crea justamente suficiente presin hacia atrs
para permitir paso al lodo y al golpe de presin pero previenen la entrada de
ms fluido de la formacin. Cuando el golpe de presin es circulado fuera, es
circulado dentro del pozo lodo pesado y el estrangulador es abierto
completamente.
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 3
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Sistema para control de presin en pozo abierto
FIGURA 12-1
A la Rotaria
Lnea de
flujo
BOP Anular - Barrera 3
(Hydril)
(No confiable
para cables de registros)
Brazos del
BOP
BOP Doble
Brazos ciegos
Barrera 2
Lnea
para
matar
el
pozo
Carrete de
perforacin
Brazos de BOP
para Tubera
Al Pozo
Enero de 1998 Revisin: 1
Brida para tubera
de revestimiento
Seccin 12 - Pgina 4
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.0
CONEXION DEL CABLE PARA REGISTROS Y EQUIPO PARA CONTROL DE
PRESION EN EL TALADRO
Nosotros necesitamos ser capaces de efectuar lo mismo mientras corremos
registros y por ello necesitamos ser capaces de conectar nuestro BOP de cable
para registros al conjunto de BOP del taladro.
Se recomienda que el BOP del cable para registros quede fcilmente accesible,
por ejemplo, a la altura de la cintura cuando sea conectado al equipo del cliente.
Esto facilita una operacin de los brazos del BOP de manera fcil y rpida en
caso que exista la necesidad. Tambin facilita guiar las herramientas dentro y
fuera del pozo y efectuar un ensamblaje vertical de las herramientas si un hueco
ratn no se encuentra convenientemente disponible. Debido a que el piso del
taladro es generalmente mucho ms alto que el rbol para control del pozo, un
lubricador es necesario. El lubricador es anexado al conjunto del taladro o
cabezal del pozo y su extremo inferior es bajado en y se extiende a travs de la
mesa rotaria hasta justamente por encima del piso del taladro donde es
conectado el BOP del cable para registros.
Si el lubricador es demasiado largo y el BOP queda muy alto sobre el piso del
taladro, entonces se tiene que construir una plataforma sobre el piso del taladro
para tener acceso al BOP.
2.1
NIPLE HYDRIL PARA CAONEO
Uno de los mtodos ms comunes para conectar el BOP de cable para registros
al BOP del taladro es utilizando un niple para caoneo. El niple para caoneo
utilizado puede ser una simple pieza de tubera de revestimiento (generalmente
dimetro de 7) en la cual el BOP ha sido enroscado directamente. Este
sistema es simplemente no adecuado para contener las presiones reales del
pozo. Todos estos lubricadores hechos en casa necesitan ser eliminados y
reemplazados por equipo especializado diseado y adquirido de proveedores
aprobados. Los adaptadores Hydril (para tamao de lubricador de 4.89, 7.62
o 8.53 dimetro interno) son utilizados para conectar el BOP de cable para
registros en un extremo. El otro extremo es sujetado por el Hydril al cerrar el
Hydril sobre el adaptador Hydril. En el extremo inferior se debe tener un
adaptador enroscado, un adaptador tipo brida Hydril, para prevenir que el niple
de caoneo sea lanzado fuera del Hydril por la presin (Figura 12-2 y 12-5).
La brida debe estar ubicada directamente por debajo del elemento de empaque
del Hydril y en contacto con los dedos metlicos del empaque. La brida es
esencial, pues cualquiera que ha sido testigo de una prueba de presin puede
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 5
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
atestiguarlo, es muy comn ver que el niple de caoneo sea levantado fuera del
conjunto a medida que la presin es incrementada durante una prueba de
presin hasta que la brida golpea la parte con el dimetro menor. Note que con
presiones de 1000 psi un niple de perforacin de 7 puede estar sujeto a un
empuje hacia arriba de 38,500 libras!
Ventajas del Sistema de Adaptador Hydril
Generalmente fcil de ensamblar en el taladro
Normalmente existe uno en cada taladro, por lo cual:
a) Est fabricado con las dimensiones adecuadas de longitud ya que la
distancia desde el piso del taladro al cabezal del pozo es
generalmente constante para la mayora de los pozos en un taladro
en particular.
b) La compaa de servicios no tiene que transportar y almacenar estos
lubricadores de gran tamao.
Desventajas
El Hydril es decomisionado y no puede ser utilizado en una emergencia
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 6
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Control de presin pozo abierto con niple de caoneo dentro de Hydril
FIGURA 12-2
Adaptador tipo brida
FIGURA 12-3
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 7
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
2.3
NIPLE PARA CAONEOS CON UNION RAPIDA
Este es el arreglo preferido. Un niple para caoneo es sujetado por una brida
con pernos a la parte superior del Hydril que utiliza un adaptador de unin
rpida. La brida es sujetada por varios pernos y sella la presin por medio de
un anillo de metal. La brida es enroscada en la parte superior del niple de
caoneo por medio de un adaptador adecuado de unin rpida (Figura 12-3 y
12-5).
Ventajas del Sistema de Unin Rpida
El Hydril permanece operacional
Un arreglo seguro dentro de los lmites de especificacin de presin de la
brida.
Seguridad
Todos los pernos de la brida deben ser utilizados y apretados adecuadamente.
Las bridas estn diseadas solamente para sellar contra presin cuando el
anillo de sello est agarrado uniformemente. Utilizando el ejemplo de una
presin de 1,000 libras de una serie 900 con especificacin de 3000 libras, una
brida tamao 6 con un anillo de sello de dimetro interno de 7-7/8, la fuerza
ejercida sobre la brida es F = 48700 libras.
Este brida tiene 12 pernos. Entonces una fuerza mayor de 4,000 libras es
ejercida sobre cada perno. La fuerza correspondiente a cada perno es mucho
mayor si uno o ms pernos son dejados fuera o si existen tensiones de doblez
en la brida debido a los pernos faltantes, lo cual hace las cosas an peor.
2.4
ADAPTADOR HYDRIL TIPO BRIDA PERMANENTE
Los fabricantes de equipo para control de presin han diseado adaptadores
Hydril de brida permanente (Figura 12-4 y 12-5). Esta brida es sujetada con
pernos de forma permanente en la parte superior del preventor anular (Hydril).
La parte superior de la brida es la parte caja de una unin rpida de alta
presin. Dos opciones son posibles:
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 8
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Modo de perforacin: El adaptador del niple campana del taladro (lubricador
para el retorno del lodo) es conectado directamente a la brida a travs de una
unin rpida de alta presin.
Modo para cable de registros: el lubricador es conectado a un adaptador del
lubricador que encaja a una unin rpida de alta presin de la brida.
La principal ventaja de este sistema es que el Hydril permanece operacional
durante las operaciones con cable de registros y el ensamblaje del equipo de
presin en el taladro es efectuado de forma mucho ms rpida utilizando una
unin rpida del lubricador del cliente al lubricador de la compaa de registros
Adaptador Niple
Campana
Soldadura
Adaptador de
Lubricador
Forma para Perforar
Para Cable de Registros
BOP Anular
Adaptador tipo Brida para BOP anular permanente
de WHE
FIGURE 12-4
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 9
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
FIGURA 12-5: Arreglo del lubricador para WHE de Pozo Abierto
Niple
Campana
Removido
Niple
Campana
Permanece
en Sitio
Adaptador de
Lubricador de
Unin Rpida
Soldadura
Adaptador Niple
Campana
Elemento de Hydril
Cerrado para Sellar
sobre Lubricador
Brida de Adaptador Hydril
debe ser agradada por
debajo de cuas de hierro
de retencin
Niple
Campana
Removido
1 - Rpido
- Inmoviliza al Hydril
2 - Toma Tiempo
- Alto grado de seguridad
Bazos cerrados en
Adaptador Hydril
Lubricador enroscado
en tope de brida
Hydril
Brida adaptador de
Unin Rpida en tope 3 - Ms rpido que brida con roscas
- Alto grado de seguridad
de Hydril
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 10
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.0
EQUIPO PARA CONTROL DE PRESION EN POZO ABIERTO CON UN NIPLE
DE CAONEO
El equipo para control de presin estndar para pozo abierto es generalmente
un BOP hidrulico o manual sencillo con una caja de empaque montada en la
parte superior. Este debe tener una presin de trabajo segura de 3000 psi y
estar diseado para trabajar con herramientas de gran dimetro para cables de
registros y cables de 15/32.
3.1
Elmar fabrica un BOP sencillo operado manualmente con un dimetro interno de
5- y una segura presin de trabajo de 5,000 psi operaciones de registros en
pozo abierto. Este al igual que un limpiador de lnea y caja de empaque
hidrulico L-971780 le ofrece proteccin contra la presin en las situaciones de
pozo abierto (Figura 12-6).
El BOP operado manualmente solamente puede ser abierto o cerrado por
medios mecnicos al girar las manillas que estn conectadas en un eje con
roscas las cuales enroscan dentro del cuerpo del BOP. En el extremo del eje se
encuentra una lmina que lo asegura dentro de la parte posterior del cuerpo del
brazo y empuja y tensiona el brazo dependiendo de la direccin en que usted
gira las manillas.
Los BOP manuales de brazos sencillos tambin existen disponibles con
especificaciones de presin de trabajo de hasta 5,000 psi, y tiene un cuerpo con
roscas ACME con un sello de O-Ring. Los modelos ms viejos con roscas de
tubera de revestimiento 8 redonda no son recomendados.
FIGURE 12-6
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 11
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
3.2
LIMPIADOR DE LINEA Y CAJA DE EMPAQUE HIDRAULICO
El limpiador de lnea y caja de empaque hidrulico est diseados para sellar en
un cable en movimiento bajo presin. Ubicado encima de la vlvula del cable
para registros, las partes internas son removidas antes que las herramientas
para el cable de registros sean bajadas en el pozo. Una vez que las
herramientas estn en el pozo pueden ser reemplazadas nuevamente las partes
internas.
El limpiador de lnea y caja de empaque hidrulico trabaja operado por una
bomba manual hidrulica la cual a su vez aplica presin a un elemento de
caucho que se encuentra circundando el cable para registros y de esta manera
proporcionar un sello.
El limpiador de lnea y caja de empaque hidrulico L-971780 tiene una presin
de trabajo seguro de 5,000 psi y es adecuado para el servicio de H2S. (Figura
12-7).
FIGURE 12-7
3.3
CONEXION DEL BOP AL NIPLE DE CAONEO
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 12
Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
La mayora de los niples de caoneo tienen ya sea roscas ACME o STUB ACME
con sellos de O-Ring. El BOP-M y la caja de empaque HLW-B tienen el mismo
tipo de roscas y sellos. Si son utilizadas conexiones API, las especificaciones
de presin solamente sern validas si la conexin es efectuada hasta el torque
recomendado, debido a ello se recomiendan las uniones rpidas con sellos de
O-Ring a las cuales se le hayan efectuado las conexiones API antes del trabajo.
Enero de 1998 Revisin: 1
Seccin 12 - Pgina 13
Derechos de Autor 1998 Elmar
You might also like
- Manual-de-Elmar 276228751 PDFDocument277 pagesManual-de-Elmar 276228751 PDFPangoliny Arm100% (2)
- Operators Trainee1Document213 pagesOperators Trainee1u2006262918100% (1)
- Section 7rc1 SPN ADocument54 pagesSection 7rc1 SPN AJavier Araque100% (1)
- Elmar 10K Curso Espanol 02 FEB 2011Document29 pagesElmar 10K Curso Espanol 02 FEB 2011soy la cerda83% (6)
- Manual de Operacion y Mantenimiento Parte 1 PDFDocument60 pagesManual de Operacion y Mantenimiento Parte 1 PDFJose Sostenes50% (2)
- Section 7RA SPNDocument19 pagesSection 7RA SPNJavier Araque100% (1)
- Manual de Control de PresiónDocument82 pagesManual de Control de PresiónArmando Piñon100% (1)
- No. de Vueltas Valvula de CompuertaDocument1 pageNo. de Vueltas Valvula de CompuertaClaudio Israel Bizarro100% (1)
- Wireline Equipment Spanish1Document179 pagesWireline Equipment Spanish1Adolfo Angulo100% (4)
- Calculo Del Punto Debil Por HebrasDocument4 pagesCalculo Del Punto Debil Por HebrasMario SerraNo ratings yet
- Wire Line Amerada HerramientasDocument33 pagesWire Line Amerada HerramientasRicardo Ojeda100% (4)
- WIS 108 CoilCAT Basic SpanishDocument65 pagesWIS 108 CoilCAT Basic SpanishAreli Cruz GuzmanNo ratings yet
- Informe Del CCLDocument17 pagesInforme Del CCLJhoselyn PachecoNo ratings yet
- Calibracion Unipro II CTDocument6 pagesCalibracion Unipro II CTozzfes2450% (2)
- Clase 3 - WirelineDocument18 pagesClase 3 - WirelineMAURICIO NICOLAS SOLIZ GUILLENNo ratings yet
- 02 - Materiales y RoscasDocument31 pages02 - Materiales y Roscasangel carreñoNo ratings yet
- Preventor Annual de Brotes GK 13-5M Manual de OperadorDocument44 pagesPreventor Annual de Brotes GK 13-5M Manual de OperadorMANUFACTURA PETROLERA SERVICES (ADMINISTRACIÓN)100% (1)
- Elmar 10K Curso Espanol 01 FEB 2011Document46 pagesElmar 10K Curso Espanol 01 FEB 2011Sergio Andres Gutiérrez CastellanosNo ratings yet
- Procedimiento Puncher Mecanico Con Linea de AceroDocument7 pagesProcedimiento Puncher Mecanico Con Linea de AceroJose Alberto Gonzalez Perez100% (1)
- Manual de FepcoDocument28 pagesManual de FepcoRonald LlerenaNo ratings yet
- Coiled Tubing Handbook - Sec 07 (Spanish)Document142 pagesCoiled Tubing Handbook - Sec 07 (Spanish)Harold Saldarriaga González100% (1)
- Presentación - KHT5500Document26 pagesPresentación - KHT5500luis alberto franco rodriguezNo ratings yet
- Tubing 2 7/8" L-80 6.50 Lb/pie Api - 8Hrr Eue: Datos TécnicosDocument1 pageTubing 2 7/8" L-80 6.50 Lb/pie Api - 8Hrr Eue: Datos TécnicosRoman Arias100% (1)
- Operaciones Con Slickline Nivel IntermedioDocument13 pagesOperaciones Con Slickline Nivel Intermediomartinieva10582100% (3)
- Lubricador (Nivel Basico)Document30 pagesLubricador (Nivel Basico)Adrian GonzalezNo ratings yet
- 3006 de Instructivo Aplicacion Hard BandingDocument6 pages3006 de Instructivo Aplicacion Hard BandingJesus CacharucoNo ratings yet
- 1 BOP-bridas y AnillosDocument136 pages1 BOP-bridas y AnillosDeadYukio75% (4)
- Chiksan - Uniones A Martillo WecoDocument17 pagesChiksan - Uniones A Martillo Wecodcruz_572988No ratings yet
- Elmar 10K Curso Espanol 02 FEB 2011 PDFDocument29 pagesElmar 10K Curso Espanol 02 FEB 2011 PDFJulio QuilantánNo ratings yet
- Ficha Técnica Standing Valve - F & R 3 1-2 X 2.75 Rev A3Document1 pageFicha Técnica Standing Valve - F & R 3 1-2 X 2.75 Rev A3dario50% (2)
- Slick Line IntroducciónDocument13 pagesSlick Line IntroducciónCarlos Apolo Ramirez100% (2)
- Cabezal Pozo Direccional ADocument1 pageCabezal Pozo Direccional ARommel VicenteNo ratings yet
- Manual Curso de BOPDocument73 pagesManual Curso de BOPDanny Jorge Huicy Fernandez100% (2)
- Choke Manifold1Document16 pagesChoke Manifold1BrendaArnezNo ratings yet
- Manual de Nitrógeno IDocument100 pagesManual de Nitrógeno Ianakrina1711100% (5)
- Manual de Procedimientos de Wireline PDF FreeDocument240 pagesManual de Procedimientos de Wireline PDF FreeLeonardoNo ratings yet
- Go - Ma - 22 Manual Slick LineDocument132 pagesGo - Ma - 22 Manual Slick LinelinalosadaNo ratings yet
- Brochure Valvula Esclusa t10Document4 pagesBrochure Valvula Esclusa t10Sebastian Madsen100% (1)
- Equipo Básico - Rig UpDocument19 pagesEquipo Básico - Rig UpGAUDY ALEJANDRA LIZAMA MOGOLLONNo ratings yet
- 3 Manifold ChokeDocument0 pages3 Manifold ChokeAdri AibarNo ratings yet
- Manual de Operaciones de Tuberia FlexibleDocument312 pagesManual de Operaciones de Tuberia Flexibleluzarelyefx131088100% (1)
- Cabezal de Produccion PDFDocument91 pagesCabezal de Produccion PDFFranz SansusteNo ratings yet
- Jet 29 - Spanish NitrogenoDocument68 pagesJet 29 - Spanish Nitrogenojesus alberto juarez churioNo ratings yet
- Slick LineDocument48 pagesSlick LineMauricio OrtuñoNo ratings yet
- Bombas Triplex 1Document83 pagesBombas Triplex 1Marvin Gabriel0% (1)
- Coiled TubingDocument31 pagesCoiled TubingLuis Gerardo Palomares Rocha100% (4)
- Wire LineDocument10 pagesWire LineMontero Ilwen PabloNo ratings yet
- 2 COPs Principios en Operaciones de Coiled TubingDocument39 pages2 COPs Principios en Operaciones de Coiled TubingCaroline CarmonaNo ratings yet
- Manejo de Conexion Geocon BTCDocument6 pagesManejo de Conexion Geocon BTCVictor Uyoque GiraldoNo ratings yet
- Cameron BPV Medidas Info LubricadoresDocument21 pagesCameron BPV Medidas Info LubricadoresJunior Pacheco MurgaNo ratings yet
- Operaciones Con CableDocument22 pagesOperaciones Con CableMaribelNo ratings yet
- VIDAS DE LAS HERRAMIENTAS, Eficiente de Corte, Acabado de Superficie y MaquinibilidadDocument5 pagesVIDAS DE LAS HERRAMIENTAS, Eficiente de Corte, Acabado de Superficie y MaquinibilidadjonishNo ratings yet
- Practica ProfesionalDocument24 pagesPractica ProfesionalEnrike Toño PinoNo ratings yet
- Mandos TR2Document9 pagesMandos TR2alderivanpomatinco77No ratings yet
- Recubrimiento Mecanico - InstalacionDocument39 pagesRecubrimiento Mecanico - Instalacionwebs.usuarioNo ratings yet
- Plan de Trabajo Del EstudianteDocument9 pagesPlan de Trabajo Del EstudianteKevin Achata BurgaNo ratings yet
- TR 1Document6 pagesTR 1Jean Quispe50% (2)
- Mmad - Mmad-612 - Formatoalumnotrabajofinal 01Document8 pagesMmad - Mmad-612 - Formatoalumnotrabajofinal 01José EduardoNo ratings yet
- Plan de Tendido de Linea-Well-04 - Rev 3Document20 pagesPlan de Tendido de Linea-Well-04 - Rev 3frejan09100% (2)
- Radiaciones IonizantesDocument31 pagesRadiaciones IonizantesWilmer AlfonzoNo ratings yet
- Mala Is I CompletoDocument8 pagesMala Is I CompletogyoumyNo ratings yet
- Tributacion DirectaDocument18 pagesTributacion DirectaWilmer AlfonzoNo ratings yet
- DiagramasdeProcesos PDFDocument11 pagesDiagramasdeProcesos PDFVillegas BrayanNo ratings yet
- Del Parlamento ComunalDocument3 pagesDel Parlamento ComunalWilmer AlfonzoNo ratings yet
- Guia Elaboracion Diagramas Flujo 2009Document21 pagesGuia Elaboracion Diagramas Flujo 2009sotocc0% (1)
- Cronograma de Actividades - Wilmer AlfonzoDocument1 pageCronograma de Actividades - Wilmer AlfonzoWilmer AlfonzoNo ratings yet
- Manual Tenaris Casing TubingDocument48 pagesManual Tenaris Casing TubingAndres Camilo Peña Sanchez100% (4)
- Wasp Barcode TechnologiesDocument5 pagesWasp Barcode TechnologiesWilmer AlfonzoNo ratings yet
- Indicadoresdegestin 110503223222 Phpapp01Document12 pagesIndicadoresdegestin 110503223222 Phpapp01Wilmer AlfonzoNo ratings yet
- Normas para El Almacenamiento de ExplosivosDocument10 pagesNormas para El Almacenamiento de ExplosivosWilmer Alfonzo100% (1)
- Sistema Control Herramientas Almacen MACAFEDocument2 pagesSistema Control Herramientas Almacen MACAFEWilmer AlfonzoNo ratings yet
- Charla Teorica Del Cassing Collar Locator: Elaborado Por: Ing. J. HernandezDocument7 pagesCharla Teorica Del Cassing Collar Locator: Elaborado Por: Ing. J. HernandezWilmer AlfonzoNo ratings yet
- Inventario Almacen de Herramientas 23-01-14Document3 pagesInventario Almacen de Herramientas 23-01-14Wilmer AlfonzoNo ratings yet
- ORD 5740 - Catalogo O-Ring Guia ReferenciaDocument8 pagesORD 5740 - Catalogo O-Ring Guia ReferenciaJuan Manuel LaraNo ratings yet
- Cronograma de Actividades - Wilmer AlfonzoDocument1 pageCronograma de Actividades - Wilmer AlfonzoWilmer AlfonzoNo ratings yet
- Cronograma de Actividades - Wilmer AlfonzoDocument1 pageCronograma de Actividades - Wilmer AlfonzoWilmer AlfonzoNo ratings yet
- Como Gerenciar PDFDocument12 pagesComo Gerenciar PDFIvan QuispeNo ratings yet
- Los Indicadores de GestionDocument13 pagesLos Indicadores de GestionzaobulosNo ratings yet
- Tesis - Indicadores de Gestión PDFDocument126 pagesTesis - Indicadores de Gestión PDFLuis Arturo BrinesNo ratings yet
- Gestion de ExplosivosDocument38 pagesGestion de ExplosivosWilmer AlfonzoNo ratings yet
- Almacen de Explosivos AMCO 33394Document26 pagesAlmacen de Explosivos AMCO 33394Wilmer AlfonzoNo ratings yet
- ORD 5740 - Catalogo O-Ring Guia ReferenciaDocument8 pagesORD 5740 - Catalogo O-Ring Guia ReferenciaJuan Manuel LaraNo ratings yet
- Tesis Logistica AlmacenDocument32 pagesTesis Logistica AlmacenAnonymous YHOkaCO100% (1)
- Ponencia 1 - CalderasDocument4 pagesPonencia 1 - CalderasWilmer AlfonzoNo ratings yet
- Peligros ElectricosDocument56 pagesPeligros ElectricosRodrigo Apesteguia RomeroNo ratings yet
- Supuesto de Superficie de RespuestaDocument2 pagesSupuesto de Superficie de RespuestaWilmer AlfonzoNo ratings yet
- Diseno FactorialDocument11 pagesDiseno FactorialWilmer AlfonzoNo ratings yet
- Manuals AsDocument51 pagesManuals Askevin3751No ratings yet
- King MotoDocument84 pagesKing MotoMaria OlveraNo ratings yet
- Informe Practica 1 Ing AutomotrizDocument9 pagesInforme Practica 1 Ing AutomotrizRomán ChLayNo ratings yet
- Deberes, Prohibiciones y Restricciones Del Conductor de Sustancias Toxicas y Peligrosas 2Document7 pagesDeberes, Prohibiciones y Restricciones Del Conductor de Sustancias Toxicas y Peligrosas 2Liliana SantosNo ratings yet
- Curriculum Vitae Lisandro Schopp - Operador Multiple en Equipos MinerosDocument4 pagesCurriculum Vitae Lisandro Schopp - Operador Multiple en Equipos MinerosAngelica Leal Godoy50% (2)
- Programa Semana QPÑ PDFDocument1 pagePrograma Semana QPÑ PDFBrennosNo ratings yet
- Diagnostico Infraestructra Terminales 2017Document122 pagesDiagnostico Infraestructra Terminales 2017Confidencial ColombiaNo ratings yet
- ssbp4987 48 03 All PDFDocument1,185 pagesssbp4987 48 03 All PDFemiliojelvesNo ratings yet
- SimulaciónDocument4 pagesSimulaciónJosé Manuel Calapuja PaucaraNo ratings yet
- Procedimiento de Trabajo Seguro para Cochero EmbarcadorDocument9 pagesProcedimiento de Trabajo Seguro para Cochero EmbarcadorJhonathan RinconNo ratings yet
- Dumper Ad30Document3 pagesDumper Ad30BrayanAnthony100% (3)
- Datos Politicos de El SalvadorDocument3 pagesDatos Politicos de El SalvadorMilton GarciaNo ratings yet
- Actividad 1 Fisiología HumanaDocument5 pagesActividad 1 Fisiología HumanaIram Hassam Robles JimenezNo ratings yet
- #4. REVISTA - ENSAYOS - SOBRE - ESTRATEGIA - MARITIMA SoloDocument12 pages#4. REVISTA - ENSAYOS - SOBRE - ESTRATEGIA - MARITIMA SoloRafael HurtadoNo ratings yet
- Actividadndenaprenizajen6npreparanlancarga 15626ab9a8b8edaDocument4 pagesActividadndenaprenizajen6npreparanlancarga 15626ab9a8b8edaJose FfNo ratings yet
- Avance Trabajo 1Document23 pagesAvance Trabajo 1JORDAN SMNo ratings yet
- Identificaión de Peligros y Evaluación de RiesgosDocument12 pagesIdentificaión de Peligros y Evaluación de Riesgoswilliam carlosNo ratings yet
- 34d04 TRC and VSCDocument14 pages34d04 TRC and VSCromeo_mecNo ratings yet
- Marklin 7051Document1 pageMarklin 7051Eduardo MerchanNo ratings yet
- Unidad Ii Hierbas y EspeciasDocument9 pagesUnidad Ii Hierbas y EspeciasAndreina MontillaNo ratings yet
- Analisis FodaDocument12 pagesAnalisis Fodaedsolpue540No ratings yet
- Pasajes de Bus en Perú, Descubre El Perú en Bus - RedBusDocument1 pagePasajes de Bus en Perú, Descubre El Perú en Bus - RedBusMiguel QuispeNo ratings yet
- Asignación de EspaciosDocument5 pagesAsignación de EspaciosCecilia Magaña TorresNo ratings yet
- Repuestos Agrícolas AgriaDocument2 pagesRepuestos Agrícolas AgriaFederico EnphasNo ratings yet
- Programación Consola EM3000 PDFDocument34 pagesProgramación Consola EM3000 PDFmigmarelNo ratings yet
- Manual de NauticaDocument37 pagesManual de NauticaGuillermo RamosNo ratings yet
- Resumen Ejecutivo JACTAYDocument3 pagesResumen Ejecutivo JACTAYMoises Ponce RodriguezNo ratings yet
- Webcatalogo JamaicaDocument24 pagesWebcatalogo JamaicaFlavio KwiecinskiNo ratings yet
- Hilux Lujo atDocument2 pagesHilux Lujo atNelson German Sanchez OrellanaNo ratings yet
- Guía de Trabajo - Blogs de OpiniónDocument7 pagesGuía de Trabajo - Blogs de OpiniónKatherine QuintanaNo ratings yet
- Parcial Telecomunicaciones Semana 4Document9 pagesParcial Telecomunicaciones Semana 4kuartas juanNo ratings yet