You might also like
- DemoDocument4 pagesDemoAnonymous mKdAfWifNo ratings yet
- Prison Camp LatheDocument6 pagesPrison Camp LatheChukwuRapNo ratings yet
- Prison Camp LatheDocument6 pagesPrison Camp LatheChukwuRapNo ratings yet
- Primena 3D Stampe U ObrazovanjuDocument4 pagesPrimena 3D Stampe U ObrazovanjuAnonymous mKdAfWifNo ratings yet
- Zadatak 1a Vitlo SkidDocument2,018 pagesZadatak 1a Vitlo SkidAnonymous mKdAfWifNo ratings yet
- Taper Basics PDFDocument3 pagesTaper Basics PDFAnonymous mKdAfWifNo ratings yet
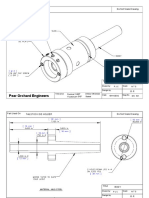
- Pear Orchard Engineers: Do Not Scale Drawing Part Used OnDocument4 pagesPear Orchard Engineers: Do Not Scale Drawing Part Used OnAnonymous mKdAfWifNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAnonymous mKdAfWifNo ratings yet
- S.E Mechanical EngineeringDocument35 pagesS.E Mechanical EngineeringRahul KalathilNo ratings yet
- Three Wire MethodDocument4 pagesThree Wire MethodmaivizhiNo ratings yet
- En Metalwork General Metal WorkDocument90 pagesEn Metalwork General Metal WorkAnonymous mKdAfWifNo ratings yet
- Home Shop Machinist's Gears GuideDocument8 pagesHome Shop Machinist's Gears Guidegaragepunkfan100% (1)
- Testing Lathe For AccuracyDocument4 pagesTesting Lathe For AccuracyArnieTNo ratings yet
- FertDocument7 pagesFertBibi NiniNo ratings yet
- GearsDocument4 pagesGearsR@XNo ratings yet
- 11-Turning Equations FullDocument21 pages11-Turning Equations FullmagzigioNo ratings yet
- ZlatarstvoDocument1 pageZlatarstvokosinNo ratings yet
- Solidworks:: Lesson 1 - Basics and Modeling FundamentalsDocument48 pagesSolidworks:: Lesson 1 - Basics and Modeling FundamentalsmekoxxxNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument36 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingAnonymous mKdAfWif0% (1)
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocument4 pagesA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNo ratings yet
- Workshop Practice Series - BooksDocument8 pagesWorkshop Practice Series - Bookscatapix100% (5)
- Owners Manual 4 The Human BodyDocument184 pagesOwners Manual 4 The Human BodyAnonymous mKdAfWifNo ratings yet
- 01 MaterialsDocument6 pages01 MaterialsAnonymous mKdAfWifNo ratings yet
- Atlas Cut-Off Tools PDFDocument2 pagesAtlas Cut-Off Tools PDFhugo@wideas.comNo ratings yet
- 08 Milling Full SlidesDocument35 pages08 Milling Full SlidesAnonymous mKdAfWifNo ratings yet
- Prison Camp LatheDocument6 pagesPrison Camp LatheChukwuRapNo ratings yet
- Casting Elwany FullDocument22 pagesCasting Elwany FullAnonymous mKdAfWifNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAnonymous mKdAfWifNo ratings yet
- Working Drawings-Full SlidesDocument14 pagesWorking Drawings-Full SlidesAnonymous mKdAfWifNo ratings yet
- IC Learning Series 2012 - Metal Cutting Processes - TurningDocument15 pagesIC Learning Series 2012 - Metal Cutting Processes - TurningSorin FrentoniNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Igas B - NewDocument2 pagesIgas B - NewAdhi Joker Seksi 4No ratings yet
- Modern Boiler Design 2012Document28 pagesModern Boiler Design 2012Nguyễn Thanh TùngNo ratings yet
- Earth-Science Cheat SheetDocument13 pagesEarth-Science Cheat SheetLeizel TicoyNo ratings yet
- Rao-BaristaDocument11 pagesRao-BaristaDdNo ratings yet
- Level Past Paper Questions - Physics O: TOPIC-6 Pressure PAPER-1 Multiple Choice 1Document25 pagesLevel Past Paper Questions - Physics O: TOPIC-6 Pressure PAPER-1 Multiple Choice 1elty Tan100% (4)
- Pinaka Final Na... 2Document32 pagesPinaka Final Na... 2vanessa viojanNo ratings yet
- Mobilgard 540 Marine Cylinder Oil Safety Data Sheet SDSDocument12 pagesMobilgard 540 Marine Cylinder Oil Safety Data Sheet SDSOm Prakash RajNo ratings yet
- Aeration and AgitationDocument40 pagesAeration and Agitationnurul nabilah bt khairul anuarNo ratings yet
- Environmental Impact Assessment of Ting Ting Hydroelectric Project, SikkimDocument18 pagesEnvironmental Impact Assessment of Ting Ting Hydroelectric Project, SikkimShreya MalikNo ratings yet
- BioSystems A-15 Analyzer - Maintenance Manual PDFDocument23 pagesBioSystems A-15 Analyzer - Maintenance Manual PDFGarcía XavierNo ratings yet
- MSDS JavacreteDocument5 pagesMSDS JavacretemordanimeNo ratings yet
- Nutrafin Aquatic News NR 1 USADocument16 pagesNutrafin Aquatic News NR 1 USAcornerstone2100% (2)
- 1-Water Safety Plan For Water Quality Management - PUB SingaporeDocument33 pages1-Water Safety Plan For Water Quality Management - PUB SingaporeJason LimNo ratings yet
- Climate of PakistanDocument26 pagesClimate of PakistanDirshan Kumar Gurnani100% (1)
- Listening and Speaking 2 Unit 8 KeyDocument5 pagesListening and Speaking 2 Unit 8 KeyNi CaoNo ratings yet
- Ass 5Document4 pagesAss 5Puneet MeenaNo ratings yet
- CBN MagazineDocument61 pagesCBN MagazineUrooj Fatima100% (1)
- How It All Works All Scientific Laws and Phenomena Illustrated Demonstrated Adam Dant Brian CleggDocument154 pagesHow It All Works All Scientific Laws and Phenomena Illustrated Demonstrated Adam Dant Brian CleggDom PerignonNo ratings yet
- UNIT-1 Unit-2: Journey To A Successful In-Sem Exam 2020Document30 pagesUNIT-1 Unit-2: Journey To A Successful In-Sem Exam 2020ashish chavanNo ratings yet
- Dissertation Complete BHU Final After CorrectionDocument45 pagesDissertation Complete BHU Final After CorrectionDeepak KumarNo ratings yet
- 7000 - Brochure - Paste Slaker PDFDocument4 pages7000 - Brochure - Paste Slaker PDFalexituuNo ratings yet
- MSDS Colalube 3406Document3 pagesMSDS Colalube 3406mndmattNo ratings yet
- Philippine National Standards for Drinking Water Revised in 2017Document9 pagesPhilippine National Standards for Drinking Water Revised in 2017Ara AzueloNo ratings yet
- BAT Production of Ammonium Nitrate and Calcium Ammonium NitrateDocument40 pagesBAT Production of Ammonium Nitrate and Calcium Ammonium Nitratejamesbarnesiv100% (1)
- Hazardous Waste Management in IndiaDocument42 pagesHazardous Waste Management in IndiaVinaykumarJatoth100% (4)
- Lecture Notes On Eating Quality of MeatDocument7 pagesLecture Notes On Eating Quality of MeatVikas PathakNo ratings yet
- Designing Eco HotelsDocument6 pagesDesigning Eco HotelsSumit PratapNo ratings yet
- Environment DefinitionsDocument4 pagesEnvironment DefinitionsNancy Cárdenas100% (1)
- Drinking Mineral Waters Biochemical Effects and HeDocument18 pagesDrinking Mineral Waters Biochemical Effects and HeАлена КисилевскаяNo ratings yet
- HFF Oil Stop Valve: Their Safety Is EssentialDocument2 pagesHFF Oil Stop Valve: Their Safety Is EssentialMichael SanchezNo ratings yet