You might also like
- SP-1136 Cathodic Protection DrawingsDocument4 pagesSP-1136 Cathodic Protection Drawingshappale2002No ratings yet
- Petroleum Development Oman L.L.C.: Materials Selection & Corrosion Control For Surface Operating Process FacilitiesDocument63 pagesPetroleum Development Oman L.L.C.: Materials Selection & Corrosion Control For Surface Operating Process FacilitiesRonaldo FerreiraNo ratings yet
- SP-1176 V4.0Document45 pagesSP-1176 V4.0Ghulam HusainNo ratings yet
- SP 2337 Materials Selection & Corrosion Control For Surface Facilities (Amendments-Supplements To ISO 21457)Document20 pagesSP 2337 Materials Selection & Corrosion Control For Surface Facilities (Amendments-Supplements To ISO 21457)g_325899365100% (2)
- MS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabDocument19 pagesMS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabPuspita LerianaNo ratings yet
- 18014gçégengçéplgçérfqgçé8004 Rev A - RFQ For Induction BendsDocument28 pages18014gçégengçéplgçérfqgçé8004 Rev A - RFQ For Induction BendsAJAY PatilNo ratings yet
- Tech. Spec. For Flanges and Spectacle BlindsDocument6 pagesTech. Spec. For Flanges and Spectacle Blindssanjay421No ratings yet
- Upheaval & Lateral Buckling Calculations For Buried Pipelines - TR Engineering Consultancy LLCDocument2 pagesUpheaval & Lateral Buckling Calculations For Buried Pipelines - TR Engineering Consultancy LLCRaakze MoviNo ratings yet
- Pipeline Road Crossing SpecificationDocument15 pagesPipeline Road Crossing SpecificationSend Mail100% (1)
- 1242352015di400100 D1Document6 pages1242352015di400100 D1Cristinel NechiforNo ratings yet
- Pdam PDFDocument18 pagesPdam PDFLeonardo Martinetto100% (1)
- PEGS-12059-COR-055 - Technical Assessment of Coating PlantsDocument26 pagesPEGS-12059-COR-055 - Technical Assessment of Coating PlantsĐiệnBiênNhâmNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
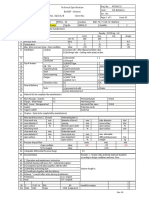
- DataSheet For Carbon Steel LinepipesDocument17 pagesDataSheet For Carbon Steel LinepipesDaniel Dambo0% (1)
- 01 Samss 029Document23 pages01 Samss 029faisalNo ratings yet
- 20550e00 PDFDocument120 pages20550e00 PDFhalim_kaNo ratings yet
- SEWA VI-D SEC - E GRP PipingDocument18 pagesSEWA VI-D SEC - E GRP PipingManu V100% (1)
- SLR Strainer Data Sheet PDFDocument7 pagesSLR Strainer Data Sheet PDFKailas NimbalkarNo ratings yet
- Road Crossing SpecificationDocument12 pagesRoad Crossing SpecificationPetrokens Family100% (1)
- Ssg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDocument8 pagesSsg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDaniel DamboNo ratings yet
- SP-2092 - 2018 Revisions Highlighted PDFDocument49 pagesSP-2092 - 2018 Revisions Highlighted PDFNiyal BhatkarNo ratings yet
- Multiphase Pumps Technical Notes SummaryDocument42 pagesMultiphase Pumps Technical Notes Summaryazraq68100% (1)
- Method Statement For Pipe Cold Bending For Installation of PipelinesDocument16 pagesMethod Statement For Pipe Cold Bending For Installation of Pipelinesmansih457No ratings yet
- Equipment Delivery Erection Schedule-PCB Project 1Document1 pageEquipment Delivery Erection Schedule-PCB Project 1K.praveenNo ratings yet
- PDO Onshore Pipeline Engineering SpecificationDocument86 pagesPDO Onshore Pipeline Engineering SpecificationHamza100% (1)
- SP 2094Document48 pagesSP 2094ArshadNo ratings yet
- Subsea Pipelines Pre Commissioning 1687771720Document19 pagesSubsea Pipelines Pre Commissioning 1687771720Doğuhan DenizgezNo ratings yet
- Welding Specification UpdatesDocument13 pagesWelding Specification UpdatesRaja GanesanNo ratings yet
- 20 - CCD Iow RefineryDocument2 pages20 - CCD Iow RefineryRASHEED YUSUFNo ratings yet
- Pressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Document46 pagesPressure Testing of Pipeline Systems (Version 1.1.0, MAY 2013)Amit SharmaNo ratings yet
- Dep 30.48.40.31-Gen-Feb-2019 Thermally Sprayed Aluminium CoatingsDocument21 pagesDep 30.48.40.31-Gen-Feb-2019 Thermally Sprayed Aluminium CoatingsDevam RajNo ratings yet
- List EP CORDocument3 pagesList EP CORno all100% (1)
- Specification For Pipe BendsDocument20 pagesSpecification For Pipe BendsnavasNo ratings yet
- Pipeline Isolating Joints (Amendments - Supplements To ISO 15590-2 - 2003)Document18 pagesPipeline Isolating Joints (Amendments - Supplements To ISO 15590-2 - 2003)Jacob PhilipNo ratings yet
- Subsea Pipeline Design Engineering MethodologyDocument11 pagesSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Document6 pagesInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNo ratings yet
- Eadips Manual Engl PDFDocument390 pagesEadips Manual Engl PDFbkarabasevicNo ratings yet
- Comments Resolution Sheet (CRS)Document24 pagesComments Resolution Sheet (CRS)Rubén Crespo MartínezNo ratings yet
- Mitigation of Internal Corrosion in Carbon Steel Gas Pipeline SystemsDocument24 pagesMitigation of Internal Corrosion in Carbon Steel Gas Pipeline Systemsakshat agrawalNo ratings yet
- DEP-lr Bends PDFDocument28 pagesDEP-lr Bends PDFresp-ectNo ratings yet
- QP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinDocument24 pagesQP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinJagadeesh PuppalaNo ratings yet
- HSS80 Heat Shrink Sleeve: Features & BenefitsDocument2 pagesHSS80 Heat Shrink Sleeve: Features & BenefitsAnonymous eEJDOR2100% (1)
- PEGS-12059-COR-053 - Control by Electrical Measurements of CathodicDocument19 pagesPEGS-12059-COR-053 - Control by Electrical Measurements of CathodicĐiệnBiênNhâmNo ratings yet
- Petroleum Development Oman: Engineering Reference DocumentDocument35 pagesPetroleum Development Oman: Engineering Reference DocumentRoshin99No ratings yet
- Gate Valve Specification for Fuel Gas Supply ProjectDocument14 pagesGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- Failure Modes, Inspection, Testing and Monitoring: Flexible PipesDocument34 pagesFailure Modes, Inspection, Testing and Monitoring: Flexible PipesHamad HameedNo ratings yet
- Field Joint Coating ProcedureDocument10 pagesField Joint Coating ProcedureAjit Kumar RoutNo ratings yet
- Mesc Spe 74 001 2016Document7 pagesMesc Spe 74 001 2016Salahuddin FarooquiNo ratings yet
- Installation of Pipeline by HDD For NGN Pipeline ProjectDocument48 pagesInstallation of Pipeline by HDD For NGN Pipeline ProjectDie HArd100% (1)
- Material Approval Request: Bahrain Petroleum Company B.S.C. (Closed)Document35 pagesMaterial Approval Request: Bahrain Petroleum Company B.S.C. (Closed)mansih457No ratings yet
- R P RP O501 E W P S: Ecommended RacticeDocument43 pagesR P RP O501 E W P S: Ecommended RacticepaulortsNo ratings yet
- 2 Specification For GRP PipingDocument4 pages2 Specification For GRP Pipinggc_panchaNo ratings yet
- Spe 76-031Document9 pagesSpe 76-031manuneedhi0% (1)
- D 1 1Document956 pagesD 1 1karthi82887No ratings yet
- SE Sumatra Gas Project Feed Shop Pipe Bend SpecDocument12 pagesSE Sumatra Gas Project Feed Shop Pipe Bend SpecRokan PipelineNo ratings yet
- 8 Inch Magnetic Flux Leakage Inspection Vehicle SpecsDocument1 page8 Inch Magnetic Flux Leakage Inspection Vehicle SpecsfadialkasrawiNo ratings yet
- Existing Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3Document8 pagesExisting Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3MitchellgranyNo ratings yet
- 20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFDocument50 pages20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFanghel_florin82No ratings yet
- SP-2154 - Ver 1Document22 pagesSP-2154 - Ver 1Iswarya BadriNo ratings yet
- Inspection and Testing of Piping Systems GuideDocument44 pagesInspection and Testing of Piping Systems Guideiran1362No ratings yet
- Spec524rev4coating Threaded Fasterners 1124440653Document4 pagesSpec524rev4coating Threaded Fasterners 1124440653happale2002No ratings yet
- Spec 457 Rev 3 1126784921-Horizontal Centrifugal PumpDocument11 pagesSpec 457 Rev 3 1126784921-Horizontal Centrifugal Pumphappale2002No ratings yet
- Vacuum Systems: Key to Power Plant OperationDocument15 pagesVacuum Systems: Key to Power Plant OperationzulryNo ratings yet
- TIS-113-Prime Surface Heat ExchangerDocument0 pagesTIS-113-Prime Surface Heat Exchangerhappale2002No ratings yet
- Spec - 452 - Rev - 3 - 1126784860-Positive Displacment Pump - Controlled VolumeDocument11 pagesSpec - 452 - Rev - 3 - 1126784860-Positive Displacment Pump - Controlled Volumehappale2002No ratings yet
- Vacuum Pumps and Compressors For The Electric Power IndustryDocument6 pagesVacuum Pumps and Compressors For The Electric Power IndustryPinky BasuNo ratings yet
- Plat Coil Heat Exchanger PDFDocument20 pagesPlat Coil Heat Exchanger PDFhappale2002No ratings yet
- Spec 458 Rev 3 1126785077-Vertical In-Line Centrifugal PumpDocument11 pagesSpec 458 Rev 3 1126785077-Vertical In-Line Centrifugal Pumphappale2002No ratings yet
- Plat Coil Heat Exchanger PDFDocument20 pagesPlat Coil Heat Exchanger PDFhappale2002No ratings yet
- NIOEC Vendor List Based On ManufacturersDocument234 pagesNIOEC Vendor List Based On Manufacturershappale2002No ratings yet
- Mist EliminatorDocument4 pagesMist Eliminatorhappale2002No ratings yet
- Vacuum Pumps and Compressors For The Electric Power IndustryDocument6 pagesVacuum Pumps and Compressors For The Electric Power IndustryPinky BasuNo ratings yet
- Nash Priming ValveDocument4 pagesNash Priming Valvehappale2002No ratings yet
- Specification For Cathodic Protection DesignDocument39 pagesSpecification For Cathodic Protection Designhezron7771% (7)
- SP 1190 Desing - For - Sour - Service - SpecificationDocument15 pagesSP 1190 Desing - For - Sour - Service - Specificationhappale2002100% (1)
- SP 1032 Specification - For - The - Design - of - Pipeline - Block - ValvDocument17 pagesSP 1032 Specification - For - The - Design - of - Pipeline - Block - Valvhappale2002100% (1)
- SP-1208 - Sep 2005 PIPELINE - CONSTRUCTION - SPECIFICATION - (PCS-01) - SP-1208Document125 pagesSP-1208 - Sep 2005 PIPELINE - CONSTRUCTION - SPECIFICATION - (PCS-01) - SP-1208Vignesh Naidu69% (13)
- PR-1522 Procedure For Analysis of Pipeline Road Crossings RevDocument35 pagesPR-1522 Procedure For Analysis of Pipeline Road Crossings Revhappale2002No ratings yet
- GU-379 Pipeline Emergency Repair ManualDocument76 pagesGU-379 Pipeline Emergency Repair Manualhappale2002No ratings yet
- Handbook of Polyethylene Pipe Hvac Applications PDFDocument27 pagesHandbook of Polyethylene Pipe Hvac Applications PDFhappale2002No ratings yet
- GU-379 Pipeline Emergency Repair ManualDocument76 pagesGU-379 Pipeline Emergency Repair Manualhappale2002No ratings yet
- PERD Predicting Relief Valve ReliabilityDocument6 pagesPERD Predicting Relief Valve ReliabilityMOhamad YarmohamadiNo ratings yet
- GU-504 Gas Flotation Tank Systems Rev2 Old PDFDocument37 pagesGU-504 Gas Flotation Tank Systems Rev2 Old PDFhappale2002No ratings yet
- Free Energy - Steam Jet Water-Air Pump PDFDocument1 pageFree Energy - Steam Jet Water-Air Pump PDFhappale2002No ratings yet
- Checklst Per Hazop PDFDocument19 pagesChecklst Per Hazop PDFhappale2002No ratings yet
- PR-1272 Standard Welding PQRs For On-Plot PipingDocument10 pagesPR-1272 Standard Welding PQRs For On-Plot Pipinghappale2002No ratings yet
- Valve Selection Guide: 2/2 Way SolenoidsDocument4 pagesValve Selection Guide: 2/2 Way Solenoidshappale2002No ratings yet
- Imsbc CodeDocument2 pagesImsbc CodeBBluningningNo ratings yet
- Online-8-17020032 Lattice ParameterDocument4 pagesOnline-8-17020032 Lattice ParameterSatadal GhoraiNo ratings yet
- Compact Ring-Torsion Load Cells RTNDocument4 pagesCompact Ring-Torsion Load Cells RTNAbdul Moeez AliNo ratings yet
- API 653 Tank Inspection StandardsDocument7 pagesAPI 653 Tank Inspection StandardsEngr Shahid AliNo ratings yet
- Brochure Tevo CreationsDocument19 pagesBrochure Tevo CreationsDavid ChewNo ratings yet
- Alkaline Sulfide Recovery of GoldDocument13 pagesAlkaline Sulfide Recovery of GoldAFLAC ............100% (1)
- Layout Arrangement For Centrifugal Pump PipingDocument20 pagesLayout Arrangement For Centrifugal Pump PipingKyaw Kyaw Aung50% (2)
- The effect of temperature on the rate of a catalyzed reactionDocument5 pagesThe effect of temperature on the rate of a catalyzed reactionRabia RafiqueNo ratings yet
- Disassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNDocument6 pagesDisassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNmanuelNo ratings yet
- Painting Specification for Aegean Refinery ProjectDocument18 pagesPainting Specification for Aegean Refinery Projectraluca_19735597No ratings yet
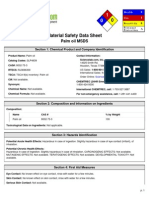
- Palm Oil MSDSDocument5 pagesPalm Oil MSDSCaliche Omn100% (1)
- Rain Water Alarm Project ReportDocument10 pagesRain Water Alarm Project ReportAnish75% (4)
- Heat Load Calculation IIDocument2 pagesHeat Load Calculation IIsiruslara6491No ratings yet
- Flue-Gas Desulfurization - Wikipedia, The Free EncyclopediaDocument8 pagesFlue-Gas Desulfurization - Wikipedia, The Free EncyclopediaPraveen KhatriNo ratings yet
- CVS Controls Series 470 Piston Actuators Sept 2014 PDFDocument12 pagesCVS Controls Series 470 Piston Actuators Sept 2014 PDFVIVIANA ESQUIVELNo ratings yet
- Tom Wheatley Swing Check Valves PDFDocument28 pagesTom Wheatley Swing Check Valves PDFIjaz AhmedNo ratings yet
- Module 3: Cutting Tool Materials and FluidsDocument88 pagesModule 3: Cutting Tool Materials and FluidssushilNo ratings yet
- Canopy Glass Thickness PDFDocument1 pageCanopy Glass Thickness PDFRufus ChengNo ratings yet
- 12 18 13polyaspartic Webinar CommercialDocument48 pages12 18 13polyaspartic Webinar CommercialAelya SanNo ratings yet
- 154 Loesche Mills For Cement Raw Material E 2016Document28 pages154 Loesche Mills For Cement Raw Material E 2016faheemqcNo ratings yet
- General Service Solenoid Valves: NC NO UDocument4 pagesGeneral Service Solenoid Valves: NC NO UDevinNo ratings yet
- Solid Waste Management System-1Document7 pagesSolid Waste Management System-1husnasyahidahNo ratings yet
- First Part Lab ManualDocument6 pagesFirst Part Lab ManualInfo EsocketNo ratings yet
- Master Drawing List For GE - All Ge DrawingsDocument7 pagesMaster Drawing List For GE - All Ge DrawingsSulaiman JafferyNo ratings yet
- How Enzymes Dissolve EggsDocument3 pagesHow Enzymes Dissolve Eggsbhanuday100% (1)
- MSDS Canada - ZRC Galvilite Galvanizing Repair CompoundDocument6 pagesMSDS Canada - ZRC Galvilite Galvanizing Repair CompoundRaymond LalumiereNo ratings yet
- Understanding Chiller EfficiencyDocument14 pagesUnderstanding Chiller EfficiencyOmair Farooq100% (1)
- Cold Storage 2Document61 pagesCold Storage 2Dhruba Jyoti MalakarNo ratings yet
- Virtualengine Brochure 2016 Web 20160401Document2 pagesVirtualengine Brochure 2016 Web 20160401Vusumzi MzimvubuNo ratings yet
- Versenate Hardness Buffer SolutionDocument8 pagesVersenate Hardness Buffer Solutionjesusruizbadra357No ratings yet