You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- ADAM&EVADocument3 pagesADAM&EVASuraj KadamNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Threads Per Inch, Pitch in Inches, Pitch in MMDocument3 pagesThreads Per Inch, Pitch in Inches, Pitch in MMSuraj KadamNo ratings yet
- ॐ भद्रं कर्णेभिः शृणुयाम देवाःDocument4 pagesॐ भद्रं कर्णेभिः शृणुयाम देवाःSuraj KadamNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
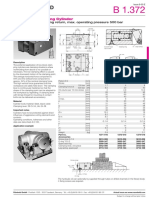
- Single Acting With Spring Return, Max. Operating Pressure 500 BarDocument1 pageSingle Acting With Spring Return, Max. Operating Pressure 500 BarSuraj KadamNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Form 103Document15 pagesForm 103Suraj KadamNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Bearing Tolarance NSK CAT E1254f 176-183Document4 pagesBearing Tolarance NSK CAT E1254f 176-183Suraj KadamNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Cutting Data Corrax EngDocument5 pagesCutting Data Corrax Engstanalina00No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- TLBTSynopsis 34 CuriosityDocument2 pagesTLBTSynopsis 34 CuriositySuraj KadamNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- LM9 Alloy DetailDocument3 pagesLM9 Alloy Detailcharles_boyle_3No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Kalabhairava-Ashtakam Sanskrit PDF File1405Document4 pagesKalabhairava-Ashtakam Sanskrit PDF File1405Suraj KadamNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shiva Tandava StotraDocument9 pagesShiva Tandava StotraBarney LivingstoneNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Power in CompassionDocument1 pageThe Power in CompassionSuraj KadamNo ratings yet
- TLBTSynopsis 35 LearningDocument2 pagesTLBTSynopsis 35 LearningSuraj KadamNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Chapter 13 Exercises - Architectural Autocad 2000 InstructorDocument1 pageChapter 13 Exercises - Architectural Autocad 2000 InstructorSuraj KadamNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Limits of SpecialisationDocument1 pageThe Limits of SpecialisationSuraj KadamNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Oneness in LeadershipDocument1 pageOneness in LeadershipSuraj KadamNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Appropriate PerspectiveDocument1 pageThe Appropriate PerspectiveSuraj KadamNo ratings yet
- The Limits of SpecialisationDocument1 pageThe Limits of SpecialisationSuraj KadamNo ratings yet
- The Art of Non-ActionDocument1 pageThe Art of Non-ActionSuraj KadamNo ratings yet
- The Art of Non-ActionDocument1 pageThe Art of Non-ActionSuraj KadamNo ratings yet
- The Path of Least ResistanceDocument1 pageThe Path of Least ResistanceSuraj KadamNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Power at The BeginningDocument1 pageThe Power at The BeginningSuraj KadamNo ratings yet
- The Power at The BeginningDocument1 pageThe Power at The BeginningSuraj KadamNo ratings yet
- The Appropriate PerspectiveDocument1 pageThe Appropriate PerspectiveSuraj KadamNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Danger in ClevernessDocument1 pageThe Danger in ClevernessSuraj KadamNo ratings yet
- The Power in EffortlessnessDocument1 pageThe Power in EffortlessnessSuraj KadamNo ratings yet
- The Power in DesirelessnessDocument1 pageThe Power in DesirelessnessSuraj KadamNo ratings yet
- The Skilful Exchange of InformationDocument1 pageThe Skilful Exchange of InformationSuraj KadamNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Power in ModestyDocument1 pageThe Power in ModestySuraj KadamNo ratings yet
- The Power in Not ContendingDocument1 pageThe Power in Not ContendingSuraj KadamNo ratings yet
- Global Review Solar Tower Technology PDFDocument43 pagesGlobal Review Solar Tower Technology PDFmohit tailorNo ratings yet
- Actus Reus and Mens Rea New MergedDocument4 pagesActus Reus and Mens Rea New MergedHoorNo ratings yet
- DevelopersDocument88 pagesDevelopersdiegoesNo ratings yet
- For Email Daily Thermetrics TSTC Product BrochureDocument5 pagesFor Email Daily Thermetrics TSTC Product BrochureIlkuNo ratings yet
- X HM11 S Manual AUpdfDocument228 pagesX HM11 S Manual AUpdfAntonio José Domínguez CornejoNo ratings yet
- Chapter03 - How To Retrieve Data From A Single TableDocument35 pagesChapter03 - How To Retrieve Data From A Single TableGML KillNo ratings yet
- Coca-Cola Summer Intern ReportDocument70 pagesCoca-Cola Summer Intern ReportSourabh NagpalNo ratings yet
- Pediatric Skills For OT Assistants 3rd Ed.Document645 pagesPediatric Skills For OT Assistants 3rd Ed.Patrice Escobar100% (1)
- Admission Notice: Weekend Masters Program (WMES)Document4 pagesAdmission Notice: Weekend Masters Program (WMES)masud100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Alphacenter Utilities: Installation GuideDocument24 pagesAlphacenter Utilities: Installation GuideJeffersoOnn JulcamanyanNo ratings yet
- Ground Vibration1Document15 pagesGround Vibration1MezamMohammedCherifNo ratings yet
- Theories of Economic Growth ReportDocument5 pagesTheories of Economic Growth ReportAubry BautistaNo ratings yet
- Gathering Package 2023Document2 pagesGathering Package 2023Sudiantara abasNo ratings yet
- Tank Emission Calculation FormDocument12 pagesTank Emission Calculation FormOmarTraficanteDelacasitosNo ratings yet
- CPM W1.1Document19 pagesCPM W1.1HARIJITH K SNo ratings yet
- Dbms UPDATED MANUAL EWITDocument75 pagesDbms UPDATED MANUAL EWITMadhukesh .kNo ratings yet
- Options Trading For Beginners Aug15 v1Document187 pagesOptions Trading For Beginners Aug15 v1Glo BerriNo ratings yet
- E OfficeDocument3 pagesE Officeஊக்கமது கைவிடேல்No ratings yet
- RFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonDocument8 pagesRFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonSteven MoietNo ratings yet
- SDM Case AssignmentDocument15 pagesSDM Case Assignmentcharith sai t 122013601002No ratings yet
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDocument7 pagesChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiNo ratings yet
- 6mm Superlite 70 40t Clear +16as+6mm ClearDocument1 page6mm Superlite 70 40t Clear +16as+6mm ClearNav JavNo ratings yet
- Charlemagne Command ListDocument69 pagesCharlemagne Command ListBoardkingZeroNo ratings yet
- จัดตารางสอบกลางภาคภาคต้น53Document332 pagesจัดตารางสอบกลางภาคภาคต้น53Yuwarath SuktrakoonNo ratings yet
- Computerized AccountingDocument14 pagesComputerized Accountinglayyah2013No ratings yet
- SyllabusDocument9 pagesSyllabusrr_rroyal550No ratings yet
- NCR Minimum WageDocument2 pagesNCR Minimum WageJohnBataraNo ratings yet
- Mathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Document6 pagesMathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Kenneth NuñezNo ratings yet
- 1.functional Specification PTP With EDIDocument36 pages1.functional Specification PTP With EDIAnil Kumar100% (4)
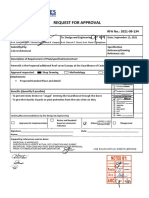
- CEC Proposed Additional Canopy at Guard House (RFA-2021!09!134) (Signed 23sep21)Document3 pagesCEC Proposed Additional Canopy at Guard House (RFA-2021!09!134) (Signed 23sep21)MichaelNo ratings yet
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)