You might also like
- Bearings Frequency Resolution StudyDocument16 pagesBearings Frequency Resolution StudyHéctor RiveraNo ratings yet
- Project TemplatesDocument64 pagesProject TemplatesMahad AbdiNo ratings yet
- Vibration Measurements On Slow Speed MachineryDocument9 pagesVibration Measurements On Slow Speed MachineryMohd Asiren Mohd SharifNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
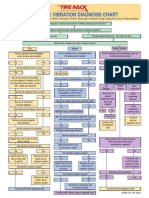
- Diagnostic Reference ChartDocument4 pagesDiagnostic Reference ChartRao ShahbazNo ratings yet
- Vibration ChartDocument1 pageVibration Chartairframer1981No ratings yet
- Time Waveform Analysis TechniquesDocument2 pagesTime Waveform Analysis TechniquesManel Montesinos100% (1)
- Vibration Analysis - Center of Electrical MachinesDocument12 pagesVibration Analysis - Center of Electrical MachinesmortezaNo ratings yet
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoNo ratings yet
- LT Cable Sizing Calculation SheetDocument12 pagesLT Cable Sizing Calculation Sheet2003vinay100% (5)
- Cable Size Fewa ChartDocument1 pageCable Size Fewa Chart2003vinayNo ratings yet
- Effects of MisalignmentDocument6 pagesEffects of Misalignmentbrpnaidu2157No ratings yet
- Development of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsDocument5 pagesDevelopment of A Condition Based Maintenance Architecture For Optimal Maintainability of Mine ExcavatorsInternational Organization of Scientific Research (IOSR)No ratings yet
- American Woodworker 163 2012-2013 PDFDocument76 pagesAmerican Woodworker 163 2012-2013 PDFkaskdos100% (1)
- Spike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFDocument22 pagesSpike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFMarcos Manzano100% (1)
- Vibration Diagnostics ChartDocument49 pagesVibration Diagnostics ChartHaitham MohammadNo ratings yet
- Basics of VibrationDocument6 pagesBasics of VibrationChetan PrajapatiNo ratings yet
- Vibrationreferenceguide PDFDocument2 pagesVibrationreferenceguide PDFAngela Cely100% (1)
- Dynamic Signal Analysis BasicsDocument18 pagesDynamic Signal Analysis BasicsDina ArzinaNo ratings yet
- Undetected Bearing Wear Leads To Catastrophic Compressor FailureDocument5 pagesUndetected Bearing Wear Leads To Catastrophic Compressor FailureMuhammad ImranNo ratings yet
- AzimaDLI Severity Chart 2013 PDFDocument1 pageAzimaDLI Severity Chart 2013 PDFEswin Paico de la Cruz100% (1)
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionFrom EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNo ratings yet
- Pump Vibration Monitoring InstrumentsDocument4 pagesPump Vibration Monitoring Instrumentssubramanyanvenkat6185No ratings yet
- VibMatters September 2016 Final DownloadDocument7 pagesVibMatters September 2016 Final DownloadfazzlieNo ratings yet
- Vibration AnalysisDocument4 pagesVibration Analysisrishan33100% (1)
- 802 Baikeling BWTDocument3 pages802 Baikeling BWTRifat AzadNo ratings yet
- Ch3 Balancing of Rigid - Flexible - Linked PDFDocument119 pagesCh3 Balancing of Rigid - Flexible - Linked PDFAlexis CordovaNo ratings yet
- Analysis of Process Fan Failure & Bearing Housing Case - StudyDocument16 pagesAnalysis of Process Fan Failure & Bearing Housing Case - Studytylerdurdane100% (1)
- Rolling Element Bearing Fault Detection With A Single Point Defect On PDFDocument8 pagesRolling Element Bearing Fault Detection With A Single Point Defect On PDFsunil481No ratings yet
- Hi Pot Test DetailsDocument7 pagesHi Pot Test Details2003vinay100% (1)
- Mechatronics in Rotating MachineryDocument16 pagesMechatronics in Rotating MachineryPiotr PietrzakNo ratings yet
- Advanced Vibration Analysis On Gear Box TrainDocument25 pagesAdvanced Vibration Analysis On Gear Box Trainoded98100% (1)
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- Screw Compressor RubDocument21 pagesScrew Compressor RubSamir BenabdallahNo ratings yet
- Ignitability and Explosibility of Gases and VaporsDocument230 pagesIgnitability and Explosibility of Gases and VaporsKonstantinKot100% (3)
- 23 - Battery Sizing DischargeDocument19 pages23 - Battery Sizing Dischargechanchai T100% (4)
- A Review of Enveloping and Demodulation TechniquesDocument6 pagesA Review of Enveloping and Demodulation TechniquesMohamed WahidNo ratings yet
- Clan Survey Pa 297Document16 pagesClan Survey Pa 297Sahara Yusoph SanggacalaNo ratings yet
- Background: Reference Value Is The PREVIOUS DATADocument3 pagesBackground: Reference Value Is The PREVIOUS DATAfazzlieNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123No ratings yet
- 4a1fn3 6se7134+l08Document31 pages4a1fn3 6se7134+l082003vinay100% (1)
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarNo ratings yet
- Reliability PredictionDocument7 pagesReliability PredictionbederinadmlNo ratings yet
- Wartsila Guideline Dynamics VibrationsDocument6 pagesWartsila Guideline Dynamics Vibrationsabm2281999No ratings yet
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocument64 pagesR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferArnab De100% (1)
- LRS Operation ManualDocument21 pagesLRS Operation Manual2003vinayNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Csi Ds TrainingandcertifDocument20 pagesCsi Ds TrainingandcertifElvis Alberto Rodriguez BravoNo ratings yet
- Seven Year Electricity Planning Statement-Main-reportDocument85 pagesSeven Year Electricity Planning Statement-Main-report2003vinayNo ratings yet
- Detecting Bearing Faults, Part 2Document2 pagesDetecting Bearing Faults, Part 2LuisSilvaNo ratings yet
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- ISO10816 ChartsDocument14 pagesISO10816 ChartsMeiliana Cendra AsihNo ratings yet
- Making The Case For Plant-Wide Condition MonitoringDocument8 pagesMaking The Case For Plant-Wide Condition MonitoringAbdulrahman Alkhowaiter100% (1)
- Identification of Bearing Defects by Spectral AnalysisDocument6 pagesIdentification of Bearing Defects by Spectral AnalysisShashankSharmaNo ratings yet
- Condition Monitoring of Centrifugal Blower Using Vibration AnalysisDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration AnalysismustafaNo ratings yet
- Rolling Element Bearing ProblemDocument2 pagesRolling Element Bearing ProblemAnibal QuezadaNo ratings yet
- 12 Types of Bearing DefectsDocument5 pages12 Types of Bearing Defectsjameel babooramNo ratings yet
- CAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeDocument14 pagesCAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiNo ratings yet
- Oil Whirl and Whip Instabilities - Within Journal Bearings PDFDocument3 pagesOil Whirl and Whip Instabilities - Within Journal Bearings PDFNitesh Garg0% (1)
- Engine Valve Failure ModesDocument13 pagesEngine Valve Failure ModesRahmat tullahNo ratings yet
- CBM ManualDocument88 pagesCBM ManualZdenko SemanNo ratings yet
- Mode Shapes of Centrifugal Pump Impeller PDFDocument4 pagesMode Shapes of Centrifugal Pump Impeller PDFhachanNo ratings yet
- ISO Category II (Analysis I)Document5 pagesISO Category II (Analysis I)nspcl o&eNo ratings yet
- ISO 10816 6 1995 en PreviewDocument5 pagesISO 10816 6 1995 en Previewblacx_rzkyNo ratings yet
- Vibration Signature of Defected Gear Tooth Using Spectral AnalysisDocument8 pagesVibration Signature of Defected Gear Tooth Using Spectral AnalysisHURRYSTARNo ratings yet
- Rev.0 CSI 2600 PDFDocument170 pagesRev.0 CSI 2600 PDFAnonymous srwHCpANo ratings yet
- How Are Enveloping Spectra Plots ProcessedDocument1 pageHow Are Enveloping Spectra Plots ProcessedPPMNo ratings yet
- Failure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionFrom EverandFailure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionNo ratings yet
- 1MRK001602 at Auxiliary Relay DC 250v 4 Change Over ContactsDocument1 page1MRK001602 at Auxiliary Relay DC 250v 4 Change Over Contacts2003vinayNo ratings yet
- SL No. 1 NX9-00: QuoteDocument1 pageSL No. 1 NX9-00: Quote2003vinayNo ratings yet
- Amines Organic Compounds Containing Nitrogen NEET Chemistry MCQs 6Document2 pagesAmines Organic Compounds Containing Nitrogen NEET Chemistry MCQs 62003vinay50% (2)
- 06 Chapter1Document74 pages06 Chapter12003vinayNo ratings yet
- Rudra Gayatri Mantra MeaningDocument13 pagesRudra Gayatri Mantra Meaning2003vinay100% (1)
- Moles On These 12 Areas On Your Body Indicate Wealth and Overseas Travel PDFDocument22 pagesMoles On These 12 Areas On Your Body Indicate Wealth and Overseas Travel PDF2003vinayNo ratings yet
- Condition of Paper Furfural TestDocument4 pagesCondition of Paper Furfural Test2003vinayNo ratings yet
- Simovert Drive DetailsDocument31 pagesSimovert Drive Details2003vinayNo ratings yet
- Conveyor Safety SwitchesDocument6 pagesConveyor Safety Switches2003vinayNo ratings yet
- Böhler Foxa7 Fox A 7Cn: DescriptionDocument1 pageBöhler Foxa7 Fox A 7Cn: Description2003vinayNo ratings yet
- 421FN 6se38028+l08Document64 pages421FN 6se38028+l082003vinay0% (1)
- NASA MissionsDocument62 pagesNASA MissionsRoman FlorinNo ratings yet
- Turnitin Originality ReportDocument47 pagesTurnitin Originality ReportStillward Laud Mark-MillsNo ratings yet
- Guidelines For Layout and Format of The Proposal: 1. Page Margins (For All Pages) - Use A4 Size PaperDocument3 pagesGuidelines For Layout and Format of The Proposal: 1. Page Margins (For All Pages) - Use A4 Size PaperAummy CreationNo ratings yet
- Sangfor NGAF Introduction 8.0.5 FinalDocument24 pagesSangfor NGAF Introduction 8.0.5 FinalAlbarn Paul AlicanteNo ratings yet
- 2 - Way Ball ValvesDocument6 pages2 - Way Ball ValvesFitra VertikalNo ratings yet
- Pelland Pumptrack2018Document60 pagesPelland Pumptrack2018ksnakaNo ratings yet
- Implementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaDocument6 pagesImplementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaAnonymous gzC9adeNo ratings yet
- Scania TruckAndBus 2023Document403 pagesScania TruckAndBus 2023Piotr ZiąbkowskiNo ratings yet
- 020 - MDCC For Sluice GatesDocument1 page020 - MDCC For Sluice GatesYOGESH PHALKENo ratings yet
- PDF CatalogEngDocument24 pagesPDF CatalogEngReal Gee MNo ratings yet
- Invisible EyeDocument16 pagesInvisible EyeSushmita Paul0% (1)
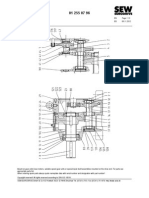
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 pagesParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- Types of CameraDocument18 pagesTypes of CameraVijay Ravi100% (1)
- Electronic Circuits - II Lab ManualDocument26 pagesElectronic Circuits - II Lab Manualbalabasker100% (1)
- O21350 CMMKKDocument2 pagesO21350 CMMKKwade.hynesoutlook.comNo ratings yet
- Cfe Exam Review Course - December 2020 - VirtualDocument4 pagesCfe Exam Review Course - December 2020 - VirtualSeck OusseynouAliouneNo ratings yet
- HD Brown + Clear Low eDocument3 pagesHD Brown + Clear Low eSukhbir SinghNo ratings yet
- Model Variant Description Variant Code Extended Warranty Price Royal PlatinumDocument2 pagesModel Variant Description Variant Code Extended Warranty Price Royal PlatinumRiyasNo ratings yet
- PC Troubleshooting ExpertDocument44 pagesPC Troubleshooting ExpertLâm PhạmNo ratings yet
- Coal JourneyDocument2 pagesCoal JourneyasnandyNo ratings yet
- Valve Face To Face Dimension ComparisonDocument12 pagesValve Face To Face Dimension ComparisonRagul NNo ratings yet
- PrePeg XC110 210g 450gDocument3 pagesPrePeg XC110 210g 450gPrakashChouhanNo ratings yet
- 000 139 PDFDocument17 pages000 139 PDFtareqcccccNo ratings yet
- Melt ManualDocument32 pagesMelt ManualSaikat ChakrabortyNo ratings yet