You might also like
- NMX F 605 Normex 2016 PDFDocument35 pagesNMX F 605 Normex 2016 PDFL.t. Elias Arroyo75% (4)
- Proteccion Anticorrosiva de Estructuras EnterradasDocument80 pagesProteccion Anticorrosiva de Estructuras EnterradasFelix Julio Céspedes Soto100% (1)
- NACEDocument46 pagesNACEChris MendozaNo ratings yet
- SSPC PA1espDocument16 pagesSSPC PA1espIchigo IshiinNo ratings yet
- Origen de Defectos en Alambron y Otros P PDFDocument10 pagesOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezNo ratings yet
- Recubrimiento epoxico para pisos industrialesDocument2 pagesRecubrimiento epoxico para pisos industrialesHector Macavilca100% (1)
- Hempel ISO 12944Document39 pagesHempel ISO 12944Producción MecanicaNo ratings yet
- Selección de Sistemas de Recubrimientos Protectores Anticorrosivos SESIÓN 3Document100 pagesSelección de Sistemas de Recubrimientos Protectores Anticorrosivos SESIÓN 3max flores100% (1)
- Corrosion en Ambientes Extremos CXDocument34 pagesCorrosion en Ambientes Extremos CXgersom100% (1)
- SPM-2000 (E)Document6 pagesSPM-2000 (E)Roberto GonzalezNo ratings yet
- Sumaterm 550 HsDocument3 pagesSumaterm 550 HsJohann Alexander Caballero Bohorquez100% (1)
- CORROSION Presentacion FinalDocument97 pagesCORROSION Presentacion FinalAngel RamDrag100% (3)
- Estudio Comparativo de Costo - Rendimiento Granalla de Acero y Arenado - SandblastingDocument5 pagesEstudio Comparativo de Costo - Rendimiento Granalla de Acero y Arenado - SandblastingArquiobraNo ratings yet
- CATEDRA 23 - Aceros Inoxidables IDocument127 pagesCATEDRA 23 - Aceros Inoxidables Ibastian videlaNo ratings yet
- Sustento de Tubería Con Especificación PSL 1Document12 pagesSustento de Tubería Con Especificación PSL 1Falcon JoeNo ratings yet
- Daños en Drum refineríaDocument4 pagesDaños en Drum refineríaJohn ReyesNo ratings yet
- Recubrimientos Industriales PDFDocument71 pagesRecubrimientos Industriales PDFjfbz1991No ratings yet
- DESPIECE B450 SNPDocument41 pagesDESPIECE B450 SNPalejandro rodriguezNo ratings yet
- Tratamientos Térmicos de Los Aceros Inoxidables YepezDocument4 pagesTratamientos Térmicos de Los Aceros Inoxidables YepezRaul YepezNo ratings yet
- Tipos de Aceros: Propiedades, Composición y UsosDocument6 pagesTipos de Aceros: Propiedades, Composición y UsosDAY FERRER CRUZNo ratings yet
- Refractarios Alta AluminaDocument8 pagesRefractarios Alta AluminaAlejandro OrtizNo ratings yet
- Proteccion Anticorrosiva e Inspeccion de RecubrimientosDocument58 pagesProteccion Anticorrosiva e Inspeccion de RecubrimientosErick OlavarriaNo ratings yet
- Ánodos de SacrificioDocument8 pagesÁnodos de SacrificioMiguel Loor RodriguezNo ratings yet
- 2do Docente Tiempo AtmosfericoDocument10 pages2do Docente Tiempo AtmosfericoPaula Sofía Guerrero EspinozaNo ratings yet
- Pasivacion AC. INOXIDABLES PDFDocument2 pagesPasivacion AC. INOXIDABLES PDFrobertoNo ratings yet
- CAPITULO I Cuencas HidrograficasDocument21 pagesCAPITULO I Cuencas HidrograficasRossenia Coaguila Oviedo100% (1)
- Presentación Básica PinturasDocument81 pagesPresentación Básica PinturasAntonioVirardiNo ratings yet
- Flexseal-Sellado EstaticoDocument28 pagesFlexseal-Sellado EstaticoCURRITOJIMENEZNo ratings yet
- Antecedentes Impermeabilizante AsfalticoDocument27 pagesAntecedentes Impermeabilizante AsfalticoAlejandro Mendoza100% (1)
- Aceros InoxidablesDocument5 pagesAceros InoxidablesJoaquin Montero AlvaradoNo ratings yet
- Propiedades Del ConcretoDocument62 pagesPropiedades Del ConcretoKenyo Ludwin C MNo ratings yet
- Varilla 4043Document1 pageVarilla 4043camelod555No ratings yet
- Corrosión electroquímica: procesos, celdas y seriesDocument50 pagesCorrosión electroquímica: procesos, celdas y seriesVíctor PonteNo ratings yet
- Aleaciones y Tipos de CobreDocument15 pagesAleaciones y Tipos de CobreMisaki RenNo ratings yet
- Normas de Seguridad Ip65Document4 pagesNormas de Seguridad Ip65Ciro Romero EstradaNo ratings yet
- Corrosión IntergranularDocument12 pagesCorrosión IntergranularHelder Daniel Cutire SotoNo ratings yet
- Bbosch GalvanizadoDocument20 pagesBbosch GalvanizadoGonzalo ContrerasNo ratings yet
- Recubrimientos ZincDocument4 pagesRecubrimientos ZincPeter Callán ZapataNo ratings yet
- Clasificacion de Los ElectrodosDocument24 pagesClasificacion de Los Electrodoscolombia555100% (1)
- Proteccion Catodica 1Document16 pagesProteccion Catodica 1Narciso Jose Reyes LizarazoNo ratings yet
- Uso de Recubrimientos de Ductos Con Protección CatódicaDocument8 pagesUso de Recubrimientos de Ductos Con Protección CatódicaomarNo ratings yet
- Catalogo TubosDocument18 pagesCatalogo TubosJoel Moore100% (1)
- HT Interpoxy Finish 680 SMDocument2 pagesHT Interpoxy Finish 680 SMmaxllvNo ratings yet
- ElectrolitoDocument32 pagesElectrolitopercy soto paucarNo ratings yet
- Recubrimientos para TuberiasDocument25 pagesRecubrimientos para TuberiasLizeTh AlvarezNo ratings yet
- Zincado y Galvanizadoglosario de TérminosDocument2 pagesZincado y Galvanizadoglosario de TérminosjoserobertopazNo ratings yet
- Diseño mineraducto 6kmDocument7 pagesDiseño mineraducto 6kmDaniel LissaNo ratings yet
- Corrosión MarinaDocument11 pagesCorrosión MarinaEspartaco ForsetiNo ratings yet
- Zodiazinc 308HS - PinterperuDocument2 pagesZodiazinc 308HS - PinterperuZeus Aguila100% (1)
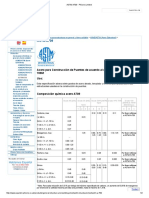
- AstmDocument2 pagesAstmAlberto Acosta GongoraNo ratings yet
- Defectos en soldadura por arcoDocument3 pagesDefectos en soldadura por arcoIván Gómez de la CruzNo ratings yet
- Clases de Ambientes CorrosivosDocument6 pagesClases de Ambientes CorrosivosRigoberto Castro IgnacioNo ratings yet
- CLASE, Colada, DefectologíaDocument18 pagesCLASE, Colada, DefectologíaJose Jonas AlfaroNo ratings yet
- Sherwin Williams - Trafficote 100Document4 pagesSherwin Williams - Trafficote 100Cristóbal BerríosNo ratings yet
- Boletin #1 - Pruebas de AdhesiónDocument5 pagesBoletin #1 - Pruebas de AdhesiónYurita Mmontes Gonzalez100% (1)
- Definiciones y AbreviaturasDocument3 pagesDefiniciones y AbreviaturasMarcelo Eduardo Orellana BobadillaNo ratings yet
- XYLAN Ficha EspDocument3 pagesXYLAN Ficha EspOswaldo Leyva RNo ratings yet
- Separadores de Hidrocarburos DFDocument2 pagesSeparadores de Hidrocarburos DFMARCELONo ratings yet
- Recubrimiento Tuberias AceroDocument5 pagesRecubrimiento Tuberias AceroLuis Ariel Sanchez PerezNo ratings yet
- Fichas Tecnicas ImperDocument9 pagesFichas Tecnicas ImperMiguel Alvarez Martinez100% (1)
- CATALOGODocument63 pagesCATALOGOFurkanSayinNo ratings yet
- Catalogo Español (1) Presentación Tanques PERMASTORE TANKS & SILOSDocument8 pagesCatalogo Español (1) Presentación Tanques PERMASTORE TANKS & SILOSarianna_001No ratings yet
- Sikafloor 264 Es CL (10 2019) 8 1Document6 pagesSikafloor 264 Es CL (10 2019) 8 1salozuraNo ratings yet
- Ejemplo RibadesellaDocument13 pagesEjemplo RibadesellaxjuanitoxNo ratings yet
- Introducción y Criterios GeneralesDocument51 pagesIntroducción y Criterios GeneralesxjuanitoxNo ratings yet
- Ponencia 7 tcm30-561845Document31 pagesPonencia 7 tcm30-561845xjuanitoxNo ratings yet
- Flujos de Detritos - EsDocument16 pagesFlujos de Detritos - EsEriksson TDMNo ratings yet
- Prefabricados Delta THCC General 2013Document172 pagesPrefabricados Delta THCC General 2013xjuanitoxNo ratings yet
- Abastecimiento Tub LisaPVCDocument18 pagesAbastecimiento Tub LisaPVCxjuanitoxNo ratings yet
- Prefabricados Delta 2014Document12 pagesPrefabricados Delta 2014xjuanitoxNo ratings yet
- Resumen de La Obra Elevaciones 2 A 4Document23 pagesResumen de La Obra Elevaciones 2 A 4xjuanitoxNo ratings yet
- Abastecimiento Tub LisaPEDocument12 pagesAbastecimiento Tub LisaPExjuanitoxNo ratings yet
- PREFABRICADOS DELTA Postesado 2013 JunioDocument141 pagesPREFABRICADOS DELTA Postesado 2013 JunioxjuanitoxNo ratings yet
- Abastecimiento Tub PoliesterDocument13 pagesAbastecimiento Tub PoliesterxjuanitoxNo ratings yet
- PayuelosDocument7 pagesPayuelosxjuanitoxNo ratings yet
- Abastecimiento Tub - OrientadaDocument11 pagesAbastecimiento Tub - OrientadaxjuanitoxNo ratings yet
- Ficha Canalon StormLineDocument2 pagesFicha Canalon StormLinexjuanitoxNo ratings yet
- Fichas SifonesDocument10 pagesFichas SifonesxjuanitoxNo ratings yet
- Ficha SDVXDocument2 pagesFicha SDVXxjuanitoxNo ratings yet
- 02 Instal Mant Repar S 900Document6 pages02 Instal Mant Repar S 900xjuanitoxNo ratings yet
- Abastecimiento ComplementosDocument4 pagesAbastecimiento ComplementosxjuanitoxNo ratings yet
- Catalogo Wavin AS1Document40 pagesCatalogo Wavin AS1AlfredoNo ratings yet
- Diptico Tubos y Piezas M1Document4 pagesDiptico Tubos y Piezas M1xjuanitoxNo ratings yet
- Diptico CanaletaDocument4 pagesDiptico CanaletaxjuanitoxNo ratings yet
- 03 Reductoras ProporcionalesDocument6 pages03 Reductoras ProporcionalesxjuanitoxNo ratings yet
- 01 Eleccion de Una ValvulaDocument9 pages01 Eleccion de Una ValvulasergiovilteNo ratings yet
- CatSoluEdificacion Catalogo Tecnico CompletoDocument360 pagesCatSoluEdificacion Catalogo Tecnico CompletoxjuanitoxNo ratings yet
- Catalogo Canalon Decorativo TrapecialDocument24 pagesCatalogo Canalon Decorativo TrapecialxjuanitoxNo ratings yet
- 02 Medidores BARMETERSDocument4 pages02 Medidores BARMETERSxjuanitoxNo ratings yet
- AR-M1 EvaInsonorizadaDocument6 pagesAR-M1 EvaInsonorizadaxjuanitoxNo ratings yet
- Válvulas volumétricas: funcionamiento y aplicacionesDocument5 pagesVálvulas volumétricas: funcionamiento y aplicacionesDuvan E SaLas LizaRazoNo ratings yet
- Hidrometros y ContadoresDocument40 pagesHidrometros y ContadoresxjuanitoxNo ratings yet
- 05 VentosasDocument24 pages05 VentosasJesús Sanz Di OsNo ratings yet
- Problemas de evaporación y destilaciónDocument3 pagesProblemas de evaporación y destilacióngonzaloNo ratings yet
- Sitios Ramsar Del EcuadorDocument36 pagesSitios Ramsar Del EcuadorGeo-granizo QueNo ratings yet
- Estudio Hidrológico Codo de PozuzoDocument49 pagesEstudio Hidrológico Codo de PozuzoJeans Paul Privat DiazNo ratings yet
- Trabajo de Planeamiento Agua OzonisadaDocument30 pagesTrabajo de Planeamiento Agua Ozonisadayanesi clavo fernandezNo ratings yet
- 15967-10-3-CV-015 - Rev B Cisterna de Agua Potable y Tanque ElevadoDocument1 page15967-10-3-CV-015 - Rev B Cisterna de Agua Potable y Tanque ElevadoEFECTO STHIRNo ratings yet
- Hidráulica. Ecuaciones Fundamentales de Dinámica de Fluidos. Conducciones en Lámina Libre. Conducciones en Presión. Cálculos de Pérdidas de Carga. Ecuación de La Energía. Golpe de Ariete.Document2 pagesHidráulica. Ecuaciones Fundamentales de Dinámica de Fluidos. Conducciones en Lámina Libre. Conducciones en Presión. Cálculos de Pérdidas de Carga. Ecuación de La Energía. Golpe de Ariete.enrique orcelNo ratings yet
- Investigacion Desastre en TartagalDocument40 pagesInvestigacion Desastre en TartagalCarolina MagalíNo ratings yet
- Ccanchi Espinoza Yerson JaimeDocument180 pagesCcanchi Espinoza Yerson JaimeKeila Abigail Lopez FernandezNo ratings yet
- Duración de La Formación de Yacimientos.1Document3 pagesDuración de La Formación de Yacimientos.1Jefferson Cueva Dominguez100% (1)
- Marco TeoricoDocument14 pagesMarco TeoricoJosé ManuelNo ratings yet
- Cálculo de Bajadas y Distribución de Agua para Rec FINAL de HenriDocument9 pagesCálculo de Bajadas y Distribución de Agua para Rec FINAL de HenriAlfredoNo ratings yet
- Diagnostico Ambiental Cualitativo - Jesus de OtoroDocument121 pagesDiagnostico Ambiental Cualitativo - Jesus de OtoroylmaldonadoNo ratings yet
- Memoria Descriptiva La CampiñaDocument9 pagesMemoria Descriptiva La CampiñaAntonio Huaman CiprianoNo ratings yet
- Marco Logico Rio AbajoDocument5 pagesMarco Logico Rio Abajodax perezNo ratings yet
- Impacto de Los Lixiviados Del Antiguo Relleno Sanitario de Navarro en El Suelo y Cuerpos de Agua para Los Habitantes de La Cuidad de CaliDocument34 pagesImpacto de Los Lixiviados Del Antiguo Relleno Sanitario de Navarro en El Suelo y Cuerpos de Agua para Los Habitantes de La Cuidad de CaliDaniel Andres Montoya CanoNo ratings yet
- Proyecto Irrigacion Pejeza II EtapaDocument158 pagesProyecto Irrigacion Pejeza II Etapacarlosahq85700% (2)
- Proyecto IntegradorDocument15 pagesProyecto IntegradorIsis GarSNo ratings yet
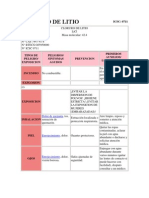
- Cloruro de LitioDocument21 pagesCloruro de LitioAlejandra Tellez100% (1)
- RubrosDocument4 pagesRubrosJorgeNo ratings yet
- Historia de Asia Del NorteDocument4 pagesHistoria de Asia Del NorteFelixJavier T-SimónNo ratings yet
- Fichas Tecnicas Ferreteria 07 2022Document79 pagesFichas Tecnicas Ferreteria 07 2022DIEGO GONZALEZNo ratings yet
- Fundamento TecnicoDocument3 pagesFundamento TecnicojavierNo ratings yet
- Diseno de Sistema Hidroneumatico - SENCICODocument11 pagesDiseno de Sistema Hidroneumatico - SENCICOCesar T100% (1)
- Informe Tecnico Las RocasDocument53 pagesInforme Tecnico Las RocasABOGADO & INGENIERONo ratings yet
- Valoración Económica Del Servicio Ambiental Captura de Carbono Del Bosque Protector HuagrahuasiDocument10 pagesValoración Económica Del Servicio Ambiental Captura de Carbono Del Bosque Protector HuagrahuasiMishu ReyesNo ratings yet
- Flujo Gradualmente VariadoDocument10 pagesFlujo Gradualmente VariadodpresentacionesNo ratings yet