You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hse PlanDocument163 pagesHse PlanEnabulele Osakpamwan100% (10)
- American Contemporary Art (December 2010)Document48 pagesAmerican Contemporary Art (December 2010)American Contempoary Art Magazine100% (1)
- XXX RadiographsDocument48 pagesXXX RadiographsJoseph MidouNo ratings yet
- GauguinDocument72 pagesGauguinAntonTsanevNo ratings yet
- Drawing A Sunrise With Water Soluble Colored PencilsDocument12 pagesDrawing A Sunrise With Water Soluble Colored PencilsJessica Hibbert100% (1)
- Test Bank For Essential Cell Biology 5th Edition Bruce Alberts Alexander D Johnson David Morgan Martin Raff Keith Roberts Peter WalterDocument36 pagesTest Bank For Essential Cell Biology 5th Edition Bruce Alberts Alexander D Johnson David Morgan Martin Raff Keith Roberts Peter Walterpampererunpoisonw2l4p100% (52)
- Plant Integrity Management Services4224Document32 pagesPlant Integrity Management Services4224sajeed76740100% (2)
- Imovie Tutorial PDFDocument14 pagesImovie Tutorial PDFHcone GnechNo ratings yet
- DMS Go Plus Operating Manual EnglishDocument264 pagesDMS Go Plus Operating Manual EnglishvrapciudorianNo ratings yet
- France Visa FormDocument2 pagesFrance Visa Formgeorge_rivera66108100% (1)
- Pipescan MFL Pipe Inspection PDFDocument4 pagesPipescan MFL Pipe Inspection PDFJoseph MidouNo ratings yet
- (IID3002) Hidden Cities: A PhotobookDocument31 pages(IID3002) Hidden Cities: A PhotobookPho VuNo ratings yet
- Batik - Art and Craft (Art Ebook)Document76 pagesBatik - Art and Craft (Art Ebook)Muhiddin Chandra100% (1)
- What Are The Rules of Video Editing?: 1) Don't JumpDocument5 pagesWhat Are The Rules of Video Editing?: 1) Don't JumpJey Fei ZeiNo ratings yet
- K 11686 NTP Product Catalogue DevV12Document24 pagesK 11686 NTP Product Catalogue DevV12Joseph MidouNo ratings yet
- Decay Table (Ci) : 05/13 Ir-192 R645 Link 83,84 Ci 2 73,83 Days Uki4 07 November 2016Document2 pagesDecay Table (Ci) : 05/13 Ir-192 R645 Link 83,84 Ci 2 73,83 Days Uki4 07 November 2016Joseph MidouNo ratings yet
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
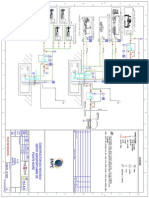
- C9620 PI 002 PID GASOIL Rev A PDFDocument1 pageC9620 PI 002 PID GASOIL Rev A PDFJoseph MidouNo ratings yet
- Visual Acuity FormDocument1 pageVisual Acuity FormJoseph MidouNo ratings yet
- Hse RulesDocument63 pagesHse RulesJoseph MidouNo ratings yet
- Lifting PointsDocument58 pagesLifting PointsJoseph MidouNo ratings yet
- PD302 Rev0Document1 pagePD302 Rev0Joseph MidouNo ratings yet
- Ria - Zannr 1004b-U-96 - Cert 6 Channel Expiry May 2019Document5 pagesRia - Zannr 1004b-U-96 - Cert 6 Channel Expiry May 2019Joseph MidouNo ratings yet
- DDDDDDDocument1 pageDDDDDDJoseph MidouNo ratings yet
- Presentaion Osn Asset Integrity of PlantsDocument1 pagePresentaion Osn Asset Integrity of PlantsJoseph MidouNo ratings yet
- DWD PlaningDocument1 pageDWD PlaningJoseph MidouNo ratings yet
- Buisness Check 15-05-2012Document1 pageBuisness Check 15-05-2012Joseph MidouNo ratings yet
- OHSAA Management PlanDocument43 pagesOHSAA Management PlanJoseph MidouNo ratings yet
- BGDocument1 pageBGJoseph MidouNo ratings yet
- OHSAA Management PlanDocument43 pagesOHSAA Management PlanJoseph MidouNo ratings yet
- Intex Aqua I5Document5 pagesIntex Aqua I5SaurabhNo ratings yet
- Unit 1 Class 1Document15 pagesUnit 1 Class 1Mr. Ahamed Fazeel Akram B.ArchNo ratings yet
- ChoquequiraoDocument7 pagesChoquequiraoYordano Marocho ContrerasNo ratings yet
- DahuaDocument7 pagesDahuaAlamgir Hosan NadimNo ratings yet
- Unit 16Document35 pagesUnit 16api-334267616No ratings yet
- To Measure The Focal Length of A Concave Mirror: DiagramDocument3 pagesTo Measure The Focal Length of A Concave Mirror: Diagramعلي كامل الاسديNo ratings yet
- On Tap Hoc Ki 1Document4 pagesOn Tap Hoc Ki 1hangan1211No ratings yet
- PhotogrammetryDocument8 pagesPhotogrammetrytharunkuttiNo ratings yet
- Pinhole Camera Plan - WPCDCDocument7 pagesPinhole Camera Plan - WPCDCdanielaserodio100% (1)
- Alchemist: A Powerpoint TemplateDocument31 pagesAlchemist: A Powerpoint TemplateAnand ThakurNo ratings yet
- Haynayan Days 2016 Literary Events GuidelineDocument9 pagesHaynayan Days 2016 Literary Events GuidelineLardel CarayNo ratings yet
- 2006optical LithographyDocument41 pages2006optical Lithographyabhinav100% (1)
- Hikvision Model Name Coding RuleDocument3 pagesHikvision Model Name Coding RuletanapakNo ratings yet
- 3 Idiots: Synopsis ForDocument5 pages3 Idiots: Synopsis ForNovelita Patatag ParaleNo ratings yet
- Part 2 MatchingDocument2 pagesPart 2 MatchingTrọng Nhân TrươngNo ratings yet
- POPE, ARTHUR UPHAM - Encyclopaedia IranicaDocument10 pagesPOPE, ARTHUR UPHAM - Encyclopaedia IranicaThe RearrangerNo ratings yet
- Color Bar SignalDocument8 pagesColor Bar SignalRenzo SattiNo ratings yet
- The MorgazineDocument40 pagesThe MorgazineJ.A.MorganNo ratings yet
- Or Gone 2Document2 pagesOr Gone 2wtj3334421No ratings yet
- Neat Image User GuideDocument43 pagesNeat Image User Guideilovehistory17No ratings yet
- Portfolio: Brooks McfaddenDocument21 pagesPortfolio: Brooks McfaddenBrooks McFaddenNo ratings yet
- Canon Eos 300d Service ManualDocument109 pagesCanon Eos 300d Service ManualEnrique RichardNo ratings yet