You might also like
- Almera PDFDocument8 pagesAlmera PDFSergio GonzalesNo ratings yet
- 13 PDFDocument46 pages13 PDFarmando matamoros damina100% (1)
- Cuestionario Múltiple Cap 26, 30 y 31Document5 pagesCuestionario Múltiple Cap 26, 30 y 31Sebastian Romero0% (1)
- Balance de Materia Del Cemento FinalDocument13 pagesBalance de Materia Del Cemento FinalPamela Oriana Tola ZelaNo ratings yet
- Arena Verde PDFDocument4 pagesArena Verde PDFSergio GonzalesNo ratings yet
- SAC34134224 4 Esp PDFDocument101 pagesSAC34134224 4 Esp PDFSergio GonzalesNo ratings yet
- DS 065-2011-PCMDocument6 pagesDS 065-2011-PCMSergio GonzalesNo ratings yet
- Guia Practica para La Implementacion Del Enfoque BPM y La Mejora Continua en El CITIDocument10 pagesGuia Practica para La Implementacion Del Enfoque BPM y La Mejora Continua en El CITISergio GonzalesNo ratings yet
- Control Optimo de Plantas TermoelectricasDocument57 pagesControl Optimo de Plantas TermoelectricasSergio GonzalesNo ratings yet
- Formulario de Reporte Diario de SoldaduraDocument1 pageFormulario de Reporte Diario de SoldaduraRaquel PadillaNo ratings yet
- Metodo AciDocument17 pagesMetodo AciJosé David Vasquez AraujoNo ratings yet
- Catálogo ChicoteDocument3 pagesCatálogo ChicoteVitor Joel ChavesNo ratings yet
- Unidad 2 Soldadura Al ArcoDocument16 pagesUnidad 2 Soldadura Al ArcoChafik BustamanteNo ratings yet
- Costo Unitarios Construccion de CanalDocument19 pagesCosto Unitarios Construccion de CanalcharodrigpNo ratings yet
- Marco Teórico de MorteroDocument3 pagesMarco Teórico de MorteroElvis Infante Gonzales100% (1)
- Formato de Cuadro de Kilos e InsumosDocument5 pagesFormato de Cuadro de Kilos e InsumosJuan AlmeidaNo ratings yet
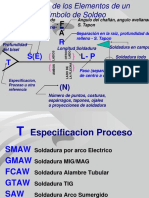
- Simología de Soldadura AWSDocument15 pagesSimología de Soldadura AWSGlicerio ALNo ratings yet
- Capeco Apus 2014 - Solo ApusDocument506 pagesCapeco Apus 2014 - Solo ApusHams Jhoset Sánchez100% (1)
- Calculo de Ladrillo y Mortero 2021-22Document7 pagesCalculo de Ladrillo y Mortero 2021-22jose reyesNo ratings yet
- H.Simbologia Dist Parte 1 y 2Document37 pagesH.Simbologia Dist Parte 1 y 2José Juan Jiménez AlejandroNo ratings yet
- Asme IxDocument282 pagesAsme Ixteklador123456100% (1)
- Cuaderno de Piezas - 125.002 HP400 SecundariaDocument67 pagesCuaderno de Piezas - 125.002 HP400 SecundariaGilberto Garnica MurilloNo ratings yet
- Tsalach SACDocument14 pagesTsalach SACKaty IbarraNo ratings yet
- MorteroDocument34 pagesMorteroRaul MalcaNo ratings yet
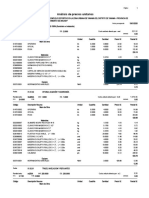
- Analisis de Precios UnitariosDocument54 pagesAnalisis de Precios UnitariosJavier Antúnez AntúnezNo ratings yet
- Roscas y ResortesDocument34 pagesRoscas y ResortesMiguel100% (1)
- Analisis Costos Unitarios Losa MultideportivaDocument32 pagesAnalisis Costos Unitarios Losa MultideportivaLedith LedithNo ratings yet
- Sena WPS:SENA 0001 Hoja 1 de 1 Emisión: 7/5/2020 Revisión: 0 Especificación de Procedimiento de Soldadura (WPS)Document2 pagesSena WPS:SENA 0001 Hoja 1 de 1 Emisión: 7/5/2020 Revisión: 0 Especificación de Procedimiento de Soldadura (WPS)SamuelNo ratings yet
- Lab Gravedad Especifica Del Cemento.Document19 pagesLab Gravedad Especifica Del Cemento.Bryan PonceNo ratings yet
- Análisis de Precios Unitarios: PáginaDocument10 pagesAnálisis de Precios Unitarios: PáginaLucero Villagra BautistaNo ratings yet
- Procesos de Soldadura y Union Segun AwsDocument2 pagesProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- VALORIZACIONESDocument42 pagesVALORIZACIONESReinerNo ratings yet
- 3 ADQUISICION DE CEMENTO PORTLAND TIPO IP X 42.5 KG. Ok.Document4 pages3 ADQUISICION DE CEMENTO PORTLAND TIPO IP X 42.5 KG. Ok.GADIDUNIA PFOCCORI CHOQQUENo ratings yet
- MildredDocument1 pageMildredLizbeth SCNo ratings yet
- RADIOGRAFIADocument20 pagesRADIOGRAFIA1hommeNo ratings yet
- 022 - Control de Juntas de Hdpe Por TermofusiónDocument1 page022 - Control de Juntas de Hdpe Por TermofusiónWalter PeñaNo ratings yet