You might also like
- 602 Ssab Toolox Machining Rec 6 PDFDocument20 pages602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Technology of Machine ToolsDocument60 pagesTechnology of Machine ToolsMayank SharmaNo ratings yet
- 6.DNA Damages and RepairDocument49 pages6.DNA Damages and RepairChandrachur GhoshNo ratings yet
- LAB REPORT of Single Point Cutting Tool OperationDocument3 pagesLAB REPORT of Single Point Cutting Tool OperationAhtisham AmjadNo ratings yet
- Mastercam Tutorial Surface ModelingDocument4 pagesMastercam Tutorial Surface Modelingapi-3848892100% (1)
- AutocollimatorDocument19 pagesAutocollimatorharshitagarwal60400% (1)
- Hemp & The Ultimate History Lesson (Transcript)Document3 pagesHemp & The Ultimate History Lesson (Transcript)Zachary Riles ConnerNo ratings yet
- Tool Signature of Single Point Cutting ToolDocument11 pagesTool Signature of Single Point Cutting ToolMaljon Daren DalanginNo ratings yet
- AE832: Introduction To Robotics Lab: Round 2 Experiments Experiment 1: MTAB Mini Robot Subject: Batch 8, MTAB Mini RobotDocument5 pagesAE832: Introduction To Robotics Lab: Round 2 Experiments Experiment 1: MTAB Mini Robot Subject: Batch 8, MTAB Mini RobotPravallika Yadav100% (1)
- Rr212403 Automobile Engineering DrawingDocument4 pagesRr212403 Automobile Engineering DrawingSrinivasa Rao GNo ratings yet
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningpankajNo ratings yet
- MBM Ch11 Strengthening 2016 v1Document30 pagesMBM Ch11 Strengthening 2016 v1punitdubeyNo ratings yet
- Alnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesDocument18 pagesAlnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesparthpatelparthNo ratings yet
- M 2548 M 2558 BrochureDocument4 pagesM 2548 M 2558 BrochureRavinder KadianNo ratings yet
- Mechanics of Metal CuttingDocument24 pagesMechanics of Metal CuttingSreehari ViswanathanNo ratings yet
- Natural Frequency and ResonanceDocument23 pagesNatural Frequency and ResonanceHamed AzargoshasbNo ratings yet
- 24 Forces Developing and Acting in Machine ToolsDocument13 pages24 Forces Developing and Acting in Machine ToolsPRASAD326100% (4)
- MZ04 Standard SpecificationsDocument29 pagesMZ04 Standard SpecificationsXanti Zabala Da RosaNo ratings yet
- Schenck - H 40 Bu: Balancing MachineDocument1 pageSchenck - H 40 Bu: Balancing MachineFlavio Ballio100% (1)
- Thesis CombineDocument115 pagesThesis CombineHarshvardhan RaiNo ratings yet
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Document5 pagesTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- Chapter (5) Di Fsidl Dsidls T Design of Spindles and Spindle SupportsDocument16 pagesChapter (5) Di Fsidl Dsidls T Design of Spindles and Spindle Supportsabdullah 3mar abou reashaNo ratings yet
- ANCA - Part 1 - Making Rotary Instruments For SurgeonsDocument6 pagesANCA - Part 1 - Making Rotary Instruments For Surgeonsclivas83No ratings yet
- Plasma CamDocument20 pagesPlasma CamkairotdfNo ratings yet
- A Method For Predicting Chatter Stability For Systems SchmitzDocument8 pagesA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNo ratings yet
- Lecture 15 True Stress Strain HardeningDocument21 pagesLecture 15 True Stress Strain HardeningJordan KingNo ratings yet
- ME-311 Machine Design - Lecture 3Document27 pagesME-311 Machine Design - Lecture 3Muhammad Zun Nooren BangashNo ratings yet
- How To Choose Cutting DataDocument31 pagesHow To Choose Cutting DataJose JacksonNo ratings yet
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument10 pagesME6005/Process Planning & Cost Estimation Year/sem:IV/VIIvengadeshNo ratings yet
- Characteristics of Trochoids and Their Application To Determining Gear Teeth Fillet ShapesDocument14 pagesCharacteristics of Trochoids and Their Application To Determining Gear Teeth Fillet ShapesJohn FelemegkasNo ratings yet
- BAVAC Side Channel BlowerDocument7 pagesBAVAC Side Channel BlowerMuhamad Imam MutaqinNo ratings yet
- American Filler MetalsDocument13 pagesAmerican Filler MetalsĐình NamNo ratings yet
- Photochemical MachiningDocument15 pagesPhotochemical MachiningHeineken Ya Praneetpongrung0% (1)
- Artcam Detailed Installation InstructionsDocument12 pagesArtcam Detailed Installation InstructionsCamelia Neagu-CogalniceanuNo ratings yet
- U1Metal Cutting & Tool DesignDocument62 pagesU1Metal Cutting & Tool DesignVansh puriNo ratings yet
- Recent Trends in ManufacturingDocument13 pagesRecent Trends in ManufacturingAmbarish100% (2)
- Electric Discharge MachiningDocument18 pagesElectric Discharge MachiningKrdaeNo ratings yet
- Metal Repairs: Laser WeldingDocument24 pagesMetal Repairs: Laser WeldingV DhinakaranNo ratings yet
- Ultrasonic MachiningDocument11 pagesUltrasonic Machininghyundai31050% (2)
- SpringsDocument36 pagesSpringsFortune FireNo ratings yet
- 10 - Fundamentals of Metal Forming (Chapter 14)Document37 pages10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNo ratings yet
- Technical Service Manual: Model Number ChartDocument19 pagesTechnical Service Manual: Model Number ChartIván NavarroNo ratings yet
- Failure Analysis Report: (Generation Company)Document13 pagesFailure Analysis Report: (Generation Company)johnlavuNo ratings yet
- The Journal of Hellenic StudiesDocument12 pagesThe Journal of Hellenic Studiesaristarchos76No ratings yet
- Tool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesDocument12 pagesTool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesMuhabi DwiNo ratings yet
- Braze Training ManualDocument26 pagesBraze Training Manualritch99No ratings yet
- Nomenclatures of Single Point Cutting Tool Using Tool Makers MicroscopeDocument7 pagesNomenclatures of Single Point Cutting Tool Using Tool Makers Microscopeविशाल पुडासैनीNo ratings yet
- Abrasive Jet MachiningDocument25 pagesAbrasive Jet MachiningAjay BhaleraoNo ratings yet
- Complete EDM Handbook - 10Document8 pagesComplete EDM Handbook - 10peroz_ak47No ratings yet
- Chapter 2 Design For Strength - Fatigue Strength Variable LoadingDocument37 pagesChapter 2 Design For Strength - Fatigue Strength Variable LoadingHilmyZulkifliNo ratings yet
- Mechanism of Chip CurlDocument2 pagesMechanism of Chip CurlJai TiwariNo ratings yet
- Runout & Concentricity 2Document1 pageRunout & Concentricity 2Grimmo1979No ratings yet
- Alignment Test ReportDocument16 pagesAlignment Test ReportSharath Chandra PalleNo ratings yet
- MDF Printhead DS - 111717 - BR21763 MRDocument2 pagesMDF Printhead DS - 111717 - BR21763 MRAlireza KazemiNo ratings yet
- CNC Insert DesignationsDocument18 pagesCNC Insert DesignationsNemikumar Gandhi100% (1)
- Lathe MachineDocument20 pagesLathe MachineNor Faizal Nuroddin100% (2)
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- A 2 Cutoff Tech DataDocument1 pageA 2 Cutoff Tech DataDingo BkNo ratings yet
- Sheet Metal ProcessesDocument30 pagesSheet Metal ProcessesJagdish KolteNo ratings yet
- Welding Rod For c5 & f5 - Er 80s-b6Document1 pageWelding Rod For c5 & f5 - Er 80s-b6SatyamEngNo ratings yet
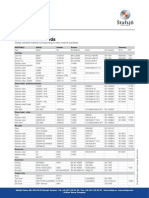
- Equivalencia de MaterialesDocument1 pageEquivalencia de MaterialesHelden Jasmani100% (1)
- Stainless Steel Grade Comparision System Diagram of Stainless Steel - Corrosion &heat Resistance Strength, Machinability WiseDocument1 pageStainless Steel Grade Comparision System Diagram of Stainless Steel - Corrosion &heat Resistance Strength, Machinability WiseSatyamEngNo ratings yet
- Parker O-Ring Material Guide-2008Document72 pagesParker O-Ring Material Guide-2008Ian Pillay50% (2)
- Fittech Brochure Companion Flanges and FittingsDocument16 pagesFittech Brochure Companion Flanges and FittingsSatyamEngNo ratings yet
- MechIndia Burnishing ToolsDocument4 pagesMechIndia Burnishing ToolsSatyamEngNo ratings yet
- Asco Direct Acting Solenoid Valve - 320Document6 pagesAsco Direct Acting Solenoid Valve - 320SatyamEng100% (1)
- Equivalent Materials GradeDocument2 pagesEquivalent Materials GradeSatyamEng80% (5)
- Hindstan Nylons - Ptfe CatalogueDocument11 pagesHindstan Nylons - Ptfe CatalogueSatyamEngNo ratings yet
- Weartech Electrode Stellite Cobalt NickleDocument1 pageWeartech Electrode Stellite Cobalt NickleSatyamEngNo ratings yet
- Surface Roughness Tester Page 1Document1 pageSurface Roughness Tester Page 1SatyamEngNo ratings yet
- Material Conversion TableDocument5 pagesMaterial Conversion TableMilin DesaiNo ratings yet
- Araldite Industrial AdhesiveDocument6 pagesAraldite Industrial AdhesiveSatyamEngNo ratings yet
- ENERPAC 00682GB - LPwrenchDocument4 pagesENERPAC 00682GB - LPwrenchSatyamEngNo ratings yet
- TorcupDocument4 pagesTorcupSatyamEngNo ratings yet
- GEE ElectrodeDocument17 pagesGEE ElectrodeSatyamEngNo ratings yet
- International Industrial SpringsDocument6 pagesInternational Industrial SpringsSatyamEngNo ratings yet
- Araldite Industrial AdhesiveDocument6 pagesAraldite Industrial AdhesiveSatyamEngNo ratings yet
- Enerpac NC E324Document1 pageEnerpac NC E324SatyamEngNo ratings yet
- Araldite Epoxy Adhesive - 2Document4 pagesAraldite Epoxy Adhesive - 2SatyamEngNo ratings yet
- BAJAJ Industrial LightsDocument5 pagesBAJAJ Industrial LightsSatyamEngNo ratings yet
- Activity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020Document6 pagesActivity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020brodyNo ratings yet
- Fitting Shop Workshop TechnologyDocument10 pagesFitting Shop Workshop TechnologyBilal Tayyab75% (12)
- 6-Screw and Gear MeasurementDocument50 pages6-Screw and Gear MeasurementRohit BhangaleNo ratings yet
- Minor Project: Kitchen Design - DetailsDocument1 pageMinor Project: Kitchen Design - DetailsBrijesh TripathiNo ratings yet
- Stationery Order FormDocument1 pageStationery Order FormXOXOXOXO XOXOXOXONo ratings yet
- 04-Clamping Principles & ClampsDocument86 pages04-Clamping Principles & ClampsVanaja Jadapalli83% (6)
- Written Test: Interior, Transitional, Exterior, and TerminalDocument9 pagesWritten Test: Interior, Transitional, Exterior, and TerminalZzzquil Lord V2No ratings yet
- 15" Planer Instruction Manual: MODEL G0550/G0551Document56 pages15" Planer Instruction Manual: MODEL G0550/G0551Nathan MoyerNo ratings yet
- Technical Data: Diameter - Pitch Combinations For Class of FitDocument1 pageTechnical Data: Diameter - Pitch Combinations For Class of FitecavalinNo ratings yet
- Evac Stainless Steel Vacuum ToiletDocument19 pagesEvac Stainless Steel Vacuum ToiletTayfun SezişNo ratings yet
- MHP3rd Light Bowgun Weapon TreeDocument4 pagesMHP3rd Light Bowgun Weapon TreeKent Joseph Cruz100% (1)
- EN Spare Parts ManualDocument24 pagesEN Spare Parts ManualAbdurrahim TomarNo ratings yet
- Torque Converter2 BuldozerDocument25 pagesTorque Converter2 BuldozerHelver Alonso MancipeNo ratings yet
- ProjectDocument9 pagesProjectaishwarya gavaliNo ratings yet
- Meditation Bench: ©woodworking For Mere MortalsDocument10 pagesMeditation Bench: ©woodworking For Mere MortalsMeNo ratings yet
- KnifeKits Catalog 2011Document64 pagesKnifeKits Catalog 2011mpolyadis100% (4)
- Water Tank Installation ManualDocument8 pagesWater Tank Installation Manualedgardo correaNo ratings yet
- .22 Winchester Magnum Rimfire - Wikipedia PDFDocument6 pages.22 Winchester Magnum Rimfire - Wikipedia PDFAce ActionNo ratings yet
- Making Folding Knives by Harold Hoffman (Action Book Publishers)Document78 pagesMaking Folding Knives by Harold Hoffman (Action Book Publishers)vbamain100% (3)
- Mohamed Abdo, Mech - Site..Eng, 2021 CVDocument2 pagesMohamed Abdo, Mech - Site..Eng, 2021 CVMuhammad AbdoNo ratings yet
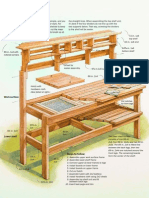
- Building A Potting Bench: Top Shelf UnitDocument2 pagesBuilding A Potting Bench: Top Shelf UnitjteamNo ratings yet
- SECTION 15730 Unitary Air Conditioning Equipment Rev 0Document61 pagesSECTION 15730 Unitary Air Conditioning Equipment Rev 0Munir RasheedNo ratings yet
- Brochure SPU (Compress)Document7 pagesBrochure SPU (Compress)nugrohoNo ratings yet
- Pipes - CIFDocument13 pagesPipes - CIFsolebNo ratings yet
- Installation and Service Manual of Curved StairliftDocument18 pagesInstallation and Service Manual of Curved StairliftAhmed AbdelftahNo ratings yet
- REDA INSTR Craniotomy SetDocument9 pagesREDA INSTR Craniotomy SetReza Yuni SandraNo ratings yet
- Api 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthDocument4 pagesApi 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthRamzi BEN AHMEDNo ratings yet
- Carpentry TermsDocument12 pagesCarpentry TermsReniel Ortega100% (1)
- Stop Lamp Legend PDFDocument4 pagesStop Lamp Legend PDFbakriramziNo ratings yet