You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Preview-90187 Pno H UnlockedDocument5 pagesPreview-90187 Pno H UnlockedFilip SuciuNo ratings yet
- Towards (De-) Financialisation: The Role of The State: Ewa KarwowskiDocument27 pagesTowards (De-) Financialisation: The Role of The State: Ewa KarwowskieconstudentNo ratings yet
- CS101 Solved File For Final Term MCQS 1 To 45 LecturesDocument130 pagesCS101 Solved File For Final Term MCQS 1 To 45 LecturesHisan Mehmood64% (28)
- Enter Pre NaurDocument82 pagesEnter Pre NaurNeha singhalNo ratings yet
- Begc133em20 21Document14 pagesBegc133em20 21nkNo ratings yet
- R WaseemDocument3 pagesR WaseemWaseem RajaNo ratings yet
- Math - Gr6 - Q2 - Week-08 - Comparing and Arranging Integers On The Number LineDocument37 pagesMath - Gr6 - Q2 - Week-08 - Comparing and Arranging Integers On The Number LineDiana TubigNo ratings yet
- Aci - The Financial Markets Association: Examination FormulaeDocument8 pagesAci - The Financial Markets Association: Examination FormulaeJovan SsenkandwaNo ratings yet
- WK5 SR MOD001074 Grundy 2006 PDFDocument18 pagesWK5 SR MOD001074 Grundy 2006 PDFadwiyahNo ratings yet
- Definition of CultureDocument14 pagesDefinition of CultureRenee Louise CoNo ratings yet
- Aalborg Engineering Sg8 EngDocument4 pagesAalborg Engineering Sg8 EngHenrique de OliveiraNo ratings yet
- Hellinger, Bert - GenoGraph 2.1 ManualDocument16 pagesHellinger, Bert - GenoGraph 2.1 ManualGladys Achurra DíazNo ratings yet
- (Promotion Policy of APDCL) by Debasish Choudhury: RecommendationDocument1 page(Promotion Policy of APDCL) by Debasish Choudhury: RecommendationDebasish ChoudhuryNo ratings yet
- College Physics Global 10th Edition Young Solutions ManualDocument25 pagesCollege Physics Global 10th Edition Young Solutions ManualSaraSmithdgyj100% (57)
- Control Work.: ..... Is A Typical ..... DishDocument4 pagesControl Work.: ..... Is A Typical ..... DishАндрій ХомишакNo ratings yet
- The Board-Management RelationshipDocument32 pagesThe Board-Management RelationshipAlisha SthapitNo ratings yet
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDocument2 pagesNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comNo ratings yet
- Orthodox Pebbles Raising of LazarusDocument29 pagesOrthodox Pebbles Raising of LazarusMonica DavidNo ratings yet
- Chapter 1Document25 pagesChapter 1Aditya PardasaneyNo ratings yet
- 2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTDocument5 pages2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTIbrahim JaberNo ratings yet
- 007-012477-001 SAS Token Guide OTP Hardware Token RevEDocument14 pages007-012477-001 SAS Token Guide OTP Hardware Token RevEBarons ArismatNo ratings yet
- We Don't Need No MBADocument9 pagesWe Don't Need No MBAsharad_khandelwal_2No ratings yet
- Baccolini, Raffaela - CH 8 Finding Utopia in Dystopia Feminism, Memory, Nostalgia and HopeDocument16 pagesBaccolini, Raffaela - CH 8 Finding Utopia in Dystopia Feminism, Memory, Nostalgia and HopeMelissa de SáNo ratings yet
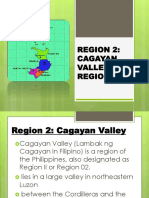
- Region 2Document75 pagesRegion 2yoyiyyiiyiyNo ratings yet
- Case: Iridium LLC: Bhanu - Divya - Harsh - NamitaDocument9 pagesCase: Iridium LLC: Bhanu - Divya - Harsh - NamitaHarsh AgrawalNo ratings yet
- Mps Item Analysis Template TleDocument11 pagesMps Item Analysis Template TleRose Arianne DesalitNo ratings yet
- Heredity and Variation IDocument21 pagesHeredity and Variation Ismbdy tbhhhNo ratings yet
- All This Comand Use To Type in NotepadDocument9 pagesAll This Comand Use To Type in NotepadBiloul ShirazNo ratings yet
- Manusia LemahDocument8 pagesManusia LemahKhoirul MubinNo ratings yet
- BMW I3 Wheel Airbag RemovalDocument6 pagesBMW I3 Wheel Airbag RemovalAjmaster.ltNo ratings yet