You might also like
- Preparacion de Moldes Grupo 3Document15 pagesPreparacion de Moldes Grupo 3Jose Castillo BurgosNo ratings yet
- Hierro GrisDocument9 pagesHierro GrisJc Rl100% (1)
- Estirado en Frio y Caliente PDFDocument5 pagesEstirado en Frio y Caliente PDFIrving Mireles Reyes100% (1)
- Cuaderno de Prácticas - Sap 2023-24Document82 pagesCuaderno de Prácticas - Sap 2023-24hermestonto12No ratings yet
- Clase 5. 1. Transiciones Termicas. Tg.Document17 pagesClase 5. 1. Transiciones Termicas. Tg.cristian ortizNo ratings yet
- 10 Ingenieria de MaterialesDocument4 pages10 Ingenieria de MaterialesAimee RoarNo ratings yet
- 0xicorte para GuiarseDocument38 pages0xicorte para GuiarseMauricio Santiago CristobalNo ratings yet
- Soldabilidad de Los Materiales PDFDocument55 pagesSoldabilidad de Los Materiales PDFMauricio Fernando Cortes Casanga100% (1)
- Soldadura-25 preguntasDocument2 pagesSoldadura-25 preguntasFernandoiNo ratings yet
- Informe TIGDocument6 pagesInforme TIGFelipe Eduardo JimenezNo ratings yet
- Tipos de ColadaDocument17 pagesTipos de ColadaFranklin OsorioNo ratings yet
- 8 Colada Continua - Exposicion 1Document23 pages8 Colada Continua - Exposicion 1LuisCharrisNo ratings yet
- Ejercicios de SoldaduraDocument14 pagesEjercicios de SoldaduraMiguel100% (1)
- Doblado Con RodilloDocument2 pagesDoblado Con RodilloMauricio Alejandro Alonso RodríguezNo ratings yet
- Moldes 2Document8 pagesMoldes 2Raul Córdova MermaNo ratings yet
- SAW. Soldeo por arco sumergidoDocument21 pagesSAW. Soldeo por arco sumergidoAntonio GarciaNo ratings yet
- Diapositivas de Defectos en Soldaduras EspecialesDocument17 pagesDiapositivas de Defectos en Soldaduras EspecialesGerson Cahuana Sullca100% (1)
- La Forja Como Tal Estirado y ExtrusionDocument36 pagesLa Forja Como Tal Estirado y ExtrusionJuan Carlos Regalado AnguianoNo ratings yet
- Reporte PavonadoDocument6 pagesReporte PavonadoRicardo Humberto GallegosNo ratings yet
- METALURGICA DE LA SOLDADURA-1.pdf 11 PDFDocument20 pagesMETALURGICA DE LA SOLDADURA-1.pdf 11 PDFJose Luis L MNo ratings yet
- Procesos de conformado sin arranque de virutaDocument17 pagesProcesos de conformado sin arranque de virutaMisael LopeezNo ratings yet
- Laboratorio 2Document36 pagesLaboratorio 2Mayte Olenka Miranda BandaNo ratings yet
- Inventor Simulación Análisis Dinámico Elementos FinitosDocument2 pagesInventor Simulación Análisis Dinámico Elementos FinitosJuan AlmeidaNo ratings yet
- Soldeo Por ElectrogasDocument16 pagesSoldeo Por Electrogasnagola10No ratings yet
- Ensayo de Templabilidad PresentacionDocument28 pagesEnsayo de Templabilidad PresentacionMauricio CarmonaNo ratings yet
- Defectos cristalinos: DislocacionesDocument4 pagesDefectos cristalinos: DislocacionesJorge O'neill MerinoNo ratings yet
- SOLDADURA CON HAZ DE ELECTRONES FinalDocument28 pagesSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaNo ratings yet
- 4.4 Corte Por PlasmaDocument5 pages4.4 Corte Por PlasmaSamuel RiverollNo ratings yet
- Preguntas de SoldaduraDocument5 pagesPreguntas de SoldaduratoluchiNo ratings yet
- Informe de SoldaduraDocument8 pagesInforme de SoldaduraCruz Rodriguez PedroNo ratings yet
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDocument9 pages3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoNo ratings yet
- Defectos Del EmbutidoDocument8 pagesDefectos Del EmbutidoAle Calixto HermosillaNo ratings yet
- Ensayo de TermofluenciaDocument3 pagesEnsayo de Termofluencialduran_63No ratings yet
- Tarea 4 Cuestionario SOLD.Document4 pagesTarea 4 Cuestionario SOLD.Elvis Chancayauri Ylachoque100% (1)
- Flash WeldingDocument11 pagesFlash WeldingFelipeIgnacioDíazJofréNo ratings yet
- Pernos y SoldaduraDocument18 pagesPernos y Soldaduraandrewww07100% (1)
- Defectologia de Piezas Fundidas Procesos FundicionDocument6 pagesDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoNo ratings yet
- Tratamientos Termoquímicos.Document11 pagesTratamientos Termoquímicos.Paula RobalinoNo ratings yet
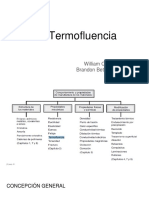
- Ensayo de TermofluenciaDocument10 pagesEnsayo de TermofluenciaBrandonBetancourthNo ratings yet
- Fundamentos de Soldadura SmawDocument15 pagesFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoNo ratings yet
- Taller Defectologia SoldaduraDocument10 pagesTaller Defectologia SoldaduraLina MariaNo ratings yet
- Forja Cincel, Campuzano Osorio Pablo.Document6 pagesForja Cincel, Campuzano Osorio Pablo.Jesus Eduardo Campuzano OsorioNo ratings yet
- Convertidores de AceroDocument30 pagesConvertidores de AceroLENIN DIEGO100% (4)
- E986 - E15 Mediciones Básicas Con Cintas ExtensometricasDocument14 pagesE986 - E15 Mediciones Básicas Con Cintas ExtensometricasCristian Andrés Pacó MoyaNo ratings yet
- Portafolio Academico Fip Unsa 2018Document4 pagesPortafolio Academico Fip Unsa 2018Andre MorningstarNo ratings yet
- Diagramas Ternarios y MulticomponentesDocument18 pagesDiagramas Ternarios y MulticomponentesBart FrienderNo ratings yet
- Fundición-proceso antiguo de conformado metalesDocument7 pagesFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlNo ratings yet
- Aceros Inoxidables y Al ManganesoDocument35 pagesAceros Inoxidables y Al Manganesogonsazul100% (1)
- Forja - Determinación de Fuerzas y PotenciaDocument20 pagesForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Producción Del AceroDocument18 pagesProducción Del AceroVictor RamirezNo ratings yet
- Corrosión UniformeDocument5 pagesCorrosión UniformeJuan SilvaNo ratings yet
- 11 Agrietamiento en Frio y en CalienteDocument34 pages11 Agrietamiento en Frio y en CalienteMarlon GutierrezNo ratings yet
- ESR_refinación_electroescoria_lingotes_aceroDocument14 pagesESR_refinación_electroescoria_lingotes_aceroyiyohuauNo ratings yet
- Fundamentos de La Deformacion Plastica de Los Metales PDFDocument30 pagesFundamentos de La Deformacion Plastica de Los Metales PDFCESAR ARTURO BAUTISTA ANAYANo ratings yet
- Fundicion Por RevestimientoDocument12 pagesFundicion Por RevestimientoEl Chocorrol ChocolatosoNo ratings yet
- Fisuración en caliente y fría en soldadurasDocument13 pagesFisuración en caliente y fría en soldadurasEspinoza HectorNo ratings yet
- Diseños de EntradasDocument19 pagesDiseños de EntradasCecilia Constanza Opazo ArancibiaNo ratings yet
- Sistema de colada: cálculo y tiposDocument45 pagesSistema de colada: cálculo y tiposDiego Beltrán100% (1)
- Proceso de vaciado en moldesDocument35 pagesProceso de vaciado en moldesDario Torres100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
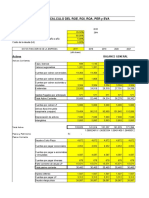
- Análisis Empresas - (Rev2)Document51 pagesAnálisis Empresas - (Rev2)Leonardo ReyesNo ratings yet
- Evaluación Económica V FinalDocument104 pagesEvaluación Económica V FinalLeonardo ReyesNo ratings yet
- Ficha Tecnica Del PlanDocument111 pagesFicha Tecnica Del PlanLeonardo ReyesNo ratings yet
- Formato LUP - Llenadora 8 - 003-VFDocument5 pagesFormato LUP - Llenadora 8 - 003-VFLeonardo ReyesNo ratings yet
- Diagrama de Afinidad - Ejemplo de Causas de Baja ProductividadDocument3 pagesDiagrama de Afinidad - Ejemplo de Causas de Baja ProductividadLeonardo ReyesNo ratings yet
- Cronograma GeneralDocument10 pagesCronograma GeneralLeonardo ReyesNo ratings yet
- Prorización HORNODocument4 pagesProrización HORNOLeonardo ReyesNo ratings yet
- Center Line FF 1.5LDocument3 pagesCenter Line FF 1.5LLeonardo ReyesNo ratings yet
- Check List 5S para el taller de almacenamientoDocument6 pagesCheck List 5S para el taller de almacenamientoLeonardo ReyesNo ratings yet
- Indicadores de ProyectoDocument6 pagesIndicadores de ProyectoLeonardo ReyesNo ratings yet
- Balanceo y CapacidadesDocument28 pagesBalanceo y CapacidadesLeonardo ReyesNo ratings yet
- Portada de Plan de AccionDocument2 pagesPortada de Plan de AccionLeonardo ReyesNo ratings yet
- Articulo Seguridad MypesDocument6 pagesArticulo Seguridad MypesLeonardo ReyesNo ratings yet
- 12 Paso 8 Estandarizar El Exito y Aprender de Los ErroresDocument2 pages12 Paso 8 Estandarizar El Exito y Aprender de Los ErroresLeonardo ReyesNo ratings yet
- Trabajo 19Document20 pagesTrabajo 19neleb_mor22No ratings yet
- Aumentar rentabilidad InduparckDocument2 pagesAumentar rentabilidad InduparckLeonardo ReyesNo ratings yet
- MaintenanceDocument81 pagesMaintenanceLeonardo ReyesNo ratings yet
- Análisis de los 5 ¿Por qué? - Herramienta de resolución de problemas para identificar causas raízDocument4 pagesAnálisis de los 5 ¿Por qué? - Herramienta de resolución de problemas para identificar causas raízLeonardo ReyesNo ratings yet
- Mapa de ProcesosDocument1 pageMapa de ProcesosLeonardo ReyesNo ratings yet
- 02 Ciclo-PdcaDocument2 pages02 Ciclo-PdcaLeonardo ReyesNo ratings yet
- Capacitación 5SDocument15 pagesCapacitación 5SLeonardo ReyesNo ratings yet
- 07 Diagrama de Espina de PescadoDocument3 pages07 Diagrama de Espina de PescadoLeonardo ReyesNo ratings yet
- Lista de Equipos de TrabajoDocument1 pageLista de Equipos de TrabajoLeonardo ReyesNo ratings yet
- Explicacion Diagrama Fast - y Otros DiagramasDocument15 pagesExplicacion Diagrama Fast - y Otros DiagramasLeonardo Reyes100% (1)
- Minuta de ReuniónDocument1 pageMinuta de ReuniónLeonardo ReyesNo ratings yet
- Aplicación Kano diseño producto farmacéuticoDocument28 pagesAplicación Kano diseño producto farmacéuticoal bauerNo ratings yet
- Auditoría MantenimientoDocument34 pagesAuditoría MantenimientoLeonardo Reyes100% (2)
- Indiv y OrgDocument3 pagesIndiv y OrgLeonardo ReyesNo ratings yet
- TCC Alejo Figueras FinalDocument83 pagesTCC Alejo Figueras FinalLuis TestaNo ratings yet
- Controlador Lógico Programable - PLCDocument2 pagesControlador Lógico Programable - PLCLeonardo ReyesNo ratings yet
- Aceite de ChiaDocument163 pagesAceite de ChiaRoberto Bayona MadridNo ratings yet
- Preinforme No. 5Document6 pagesPreinforme No. 5Luis Alejandro Molina LopezNo ratings yet
- El Atomo de CarbonoDocument9 pagesEl Atomo de CarbonoErika Gómez M.No ratings yet
- Faros Antiniebla Delantero 1s y Posteriores (Autoguardado)Document16 pagesFaros Antiniebla Delantero 1s y Posteriores (Autoguardado)Alexander SolanoNo ratings yet
- Manual QuiropracticoDocument26 pagesManual QuiropracticoDaniel CrucesNo ratings yet
- Partes de Un ChillerDocument8 pagesPartes de Un Chillerricardo100% (1)
- Introducción Al Bienestar Térmico HumanoDocument22 pagesIntroducción Al Bienestar Térmico HumanoEduardo Mayorga Téllez100% (1)
- Guís Estudio Intro A La Ingenieria PucvDocument3 pagesGuís Estudio Intro A La Ingenieria PucvAlvaro Matus CabNo ratings yet
- GEOLOGIA Y PETROFISICA PARA REGISTROS GEOFISICOS DE POZOSDocument25 pagesGEOLOGIA Y PETROFISICA PARA REGISTROS GEOFISICOS DE POZOSGerard Hdz50% (2)
- Fórmulas moleculares, reacciones químicas y conceptos básicos de química orgánicaDocument2 pagesFórmulas moleculares, reacciones químicas y conceptos básicos de química orgánicamalexander649787No ratings yet
- Protocolo lavado detergentesDocument22 pagesProtocolo lavado detergentesDen KazuNo ratings yet
- Epoxidación SharplessDocument14 pagesEpoxidación SharplessHezrra Perez KauffmanNo ratings yet
- Exposicion AlbañileriaDocument57 pagesExposicion AlbañileriaFelipe MoralesNo ratings yet
- Manual Fallas y Averias SKFDocument66 pagesManual Fallas y Averias SKFFelipe VallejoNo ratings yet
- Informe de MineralesDocument7 pagesInforme de Mineraleslogan_tac_63517100% (1)
- 3616 Perez Alonso Francisco JoseDocument332 pages3616 Perez Alonso Francisco JoseLuis Avit Medina QuispeNo ratings yet
- Cuestionario Previo Practica 4 Constante RDocument5 pagesCuestionario Previo Practica 4 Constante RBERENICE SANCHEZ MALDONADONo ratings yet
- Nomenclatura Inorgánica BásicaDocument1 pageNomenclatura Inorgánica BásicanayusNo ratings yet
- Reacciones de oxidación-reducciónDocument8 pagesReacciones de oxidación-reducciónjjurado183No ratings yet
- SANTUL Catalogo Santul HerramientasDocument65 pagesSANTUL Catalogo Santul HerramientasCarlitosh VeraNo ratings yet
- MSDS Diesel B2 Petroperú PDFDocument9 pagesMSDS Diesel B2 Petroperú PDFJohnny AlvaroNo ratings yet
- Clase 3. Comportamiento de Fases Del Gas NaturalDocument41 pagesClase 3. Comportamiento de Fases Del Gas NaturalMartha Patricia Medina Casas0% (1)
- Problemas QuimicaDocument41 pagesProblemas QuimicaAriano76No ratings yet
- Disilicato de LitioDocument9 pagesDisilicato de LitioBtz Vlz0% (2)
- ABSORCIONYEXTRACCIONDocument35 pagesABSORCIONYEXTRACCIONNoElia CaBreraNo ratings yet
- Determinación de Mn en Acero EspectrofotometríaDocument12 pagesDeterminación de Mn en Acero EspectrofotometríaALBERTNo ratings yet
- ACERO DiapositivasDocument25 pagesACERO DiapositivasYennyGarciaNo ratings yet
- Medios de Contraste RadiológicoDocument24 pagesMedios de Contraste RadiológicoAlexMcDowellNo ratings yet
- Marco Teórico - SolucionesDocument3 pagesMarco Teórico - SolucionesJuan Ubaldo100% (9)
- Desarenadores: tipos, elementos y cálculos para su diseño hidráulicoDocument27 pagesDesarenadores: tipos, elementos y cálculos para su diseño hidráulicoCristian Tarrillo Flores100% (1)