You might also like
- Apuntes de JoyeriaDocument95 pagesApuntes de JoyeriaMalena Valdivia100% (2)
- Tabla Tratamiento TermicoDocument7 pagesTabla Tratamiento TermicoJavierbm7No ratings yet
- Estructural Repair Manual For CLASESDocument40 pagesEstructural Repair Manual For CLASESMr_Nolan100% (4)
- Montacoches PDFDocument4 pagesMontacoches PDFGabriel Nanfuñay BustamanteNo ratings yet
- IBARMIA, General CastellanoDocument24 pagesIBARMIA, General CastellanoJosecantero73No ratings yet
- Microsoft PowerPoint - MONTAJE EN TALLER PDFDocument65 pagesMicrosoft PowerPoint - MONTAJE EN TALLER PDFFernando Víctor100% (1)
- Ficha Tecnica Del Acero Inoxidable AISI 304Document6 pagesFicha Tecnica Del Acero Inoxidable AISI 304marcelo antonio uculmana rosas100% (1)
- Calculo para Cilindros Hidraulicos 3Document2 pagesCalculo para Cilindros Hidraulicos 3richard steve perdomo lunaNo ratings yet
- Sae 4140Document5 pagesSae 4140Diego Fernando YustesNo ratings yet
- FERRITADocument35 pagesFERRITARuben Paguay100% (2)
- Guia Entrevista Exitosa AdeccoDocument11 pagesGuia Entrevista Exitosa AdeccoFernando J. TellezNo ratings yet
- Guia Entrevista Exitosa AdeccoDocument11 pagesGuia Entrevista Exitosa AdeccoFernando J. TellezNo ratings yet
- Curso de Capacitacion Operadores KB 63 - 89bbDocument73 pagesCurso de Capacitacion Operadores KB 63 - 89bbmaverick266050% (2)
- 6879 KONE TravelMaster110-KSMDocument8 pages6879 KONE TravelMaster110-KSMeeeeeduardoooooNo ratings yet
- Ilifts OMEGA - CompressedDocument42 pagesIlifts OMEGA - CompressedGilberto PootNo ratings yet
- Catalogo Cable de AceroDocument36 pagesCatalogo Cable de AceroJuan BacheroNo ratings yet
- Grua Puente Manual - 2Document8 pagesGrua Puente Manual - 2Ray LujanNo ratings yet
- Catalogo Ascensores Unifamiliares EleserDocument6 pagesCatalogo Ascensores Unifamiliares ElesergusequeNo ratings yet
- Diseño de Un Sistema Hidráulico para Máquina de TracciónDocument27 pagesDiseño de Un Sistema Hidráulico para Máquina de TracciónNijey RuizNo ratings yet
- Recomendación de Soldadura para Fisuras de LabioDocument2 pagesRecomendación de Soldadura para Fisuras de Labiojvpc154777No ratings yet
- Todo Los Partes Del AscensorDocument12 pagesTodo Los Partes Del AscensorEDIZONNo ratings yet
- Examen TopicsDocument2 pagesExamen TopicsEduardoNo ratings yet
- Sanitas SEM 44Document24 pagesSanitas SEM 44Egoi Fitz-James Stuart53% (19)
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocument10 pages1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezNo ratings yet
- Manual Tecnico de Electrodos AJUSTADO 4.0Document117 pagesManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- UNIDAD 1 Introduccion A La Ingenieria de MAterialesDocument32 pagesUNIDAD 1 Introduccion A La Ingenieria de MAterialesAlexanderNo ratings yet
- Catálogo Tractel 2013 PDFDocument284 pagesCatálogo Tractel 2013 PDFJorge LopezNo ratings yet
- Datos Acero 4340Document5 pagesDatos Acero 4340felipe_gonzalezfiNo ratings yet
- Relacionar Los Procesos Metalúrgicos, Etapas, TecnologíaDocument6 pagesRelacionar Los Procesos Metalúrgicos, Etapas, Tecnologíadina arriagadaNo ratings yet
- I-Po-02-03 Instructivo de Reparacion de PoleasDocument6 pagesI-Po-02-03 Instructivo de Reparacion de PoleasNelson Rodrigo Ron AguindaNo ratings yet
- Ntc2246 Cables de Acero para AscensoresDocument9 pagesNtc2246 Cables de Acero para Ascensoresjairo barriosNo ratings yet
- CATALOGO TL AscensoresDocument15 pagesCATALOGO TL AscensoresArq Ivan Dario ArangoNo ratings yet
- Empalme y Vulcanizado de Faja de Cable de AceroDocument28 pagesEmpalme y Vulcanizado de Faja de Cable de AceroEdwin Alfredo Eche QuirozNo ratings yet
- LUEZAR (Manual de Paracaidas IT100-S y PLUS)Document14 pagesLUEZAR (Manual de Paracaidas IT100-S y PLUS)toufikNo ratings yet
- Localizacion de Fallas en Baja TensionDocument21 pagesLocalizacion de Fallas en Baja TensionJosep Olortegui CiertoNo ratings yet
- Empalme Vulcanizado Sobre Conveyor (Cierre) de Faja CV 007Document6 pagesEmpalme Vulcanizado Sobre Conveyor (Cierre) de Faja CV 007Licdamis Patricio Zuñiga FuentesNo ratings yet
- Bloque de Valvulas HidraulicasDocument6 pagesBloque de Valvulas HidraulicasEdgardo Flores ReyesNo ratings yet
- VelinoDocument18 pagesVelinojames100% (2)
- ET370Document24 pagesET370Fernando Morales PachonNo ratings yet
- Ajuste Del Freno de La Máquina de TracciónDocument14 pagesAjuste Del Freno de La Máquina de TracciónMoises Perello100% (1)
- Acoples Flexibles de Torción INTERFLEXDocument4 pagesAcoples Flexibles de Torción INTERFLEXGuillermo HerreraNo ratings yet
- Limites de Desgaste - PPSXDocument49 pagesLimites de Desgaste - PPSXKevin Gustavo Bejar PilcoNo ratings yet
- 9-0906027 IesDocument3 pages9-0906027 IesCaroline CoelherNo ratings yet
- WEG w22 Motor Trifasico Comercial 008 Catalogo EspanolDocument8 pagesWEG w22 Motor Trifasico Comercial 008 Catalogo EspanolLiam JJNo ratings yet
- Tipos Arranque Motocompresores MonofasicosDocument6 pagesTipos Arranque Motocompresores MonofasicosdrespetoNo ratings yet
- Boceto de FunicularDocument37 pagesBoceto de FunicularAlex Huaraca YuyaliNo ratings yet
- Ascensor Acuñado Por Actuación Del Limitador de Velocidad.Document2 pagesAscensor Acuñado Por Actuación Del Limitador de Velocidad.Juan ascensoristaNo ratings yet
- Acoplamientos TOLLOKDocument35 pagesAcoplamientos TOLLOKWANKEL25No ratings yet
- KONE - 71903926 - Distrito Chapultepec - S - Nota de Bitácora (Visita de Supervisión de Cubo) - Seguimiento Al Sitio ListoDocument2 pagesKONE - 71903926 - Distrito Chapultepec - S - Nota de Bitácora (Visita de Supervisión de Cubo) - Seguimiento Al Sitio ListoHUGO DE LA FUENTENo ratings yet
- Estructura E1 E9Document9 pagesEstructura E1 E9Jhonatan Loyola DavilaNo ratings yet
- Freno de Ascensor Con Máquina Otis Manipulado.Document1 pageFreno de Ascensor Con Máquina Otis Manipulado.Juan ascensorista100% (1)
- E646 XHD EspañolDocument1 pageE646 XHD EspañolBrian HernandezNo ratings yet
- Catalogo Electrodos - ConarcoDocument24 pagesCatalogo Electrodos - ConarcolamoreraNo ratings yet
- 3-Principios Basicos Neuamtica - EjerciciosDocument4 pages3-Principios Basicos Neuamtica - EjerciciosJosue LazoNo ratings yet
- Yale Yk: Polipasto Eléctrico de Cable de AceroDocument8 pagesYale Yk: Polipasto Eléctrico de Cable de AceroVictor Hugo Chambi AlcalaNo ratings yet
- Diseno de Transportadores HelicoidalesDocument93 pagesDiseno de Transportadores HelicoidalesJulio Suarez ZedanoNo ratings yet
- MP Montaje PDFDocument18 pagesMP Montaje PDFjuanNo ratings yet
- FM2A-005 Alin. Tambor HoistDocument2 pagesFM2A-005 Alin. Tambor Hoistcynthia rojasNo ratings yet
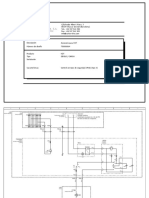
- Circuito Electrico Fusion PM C/ CarfDocument31 pagesCircuito Electrico Fusion PM C/ CarfDelipsy HdzNo ratings yet
- TM420WDocument1 pageTM420WCimtec S.A.No ratings yet
- DOC-fajin magnetico-WA0008Document2 pagesDOC-fajin magnetico-WA0008David Saico Curaca100% (1)
- Ascensores Otis 1Document1 pageAscensores Otis 1Jean SusanibarNo ratings yet
- Elevador Thyssen Krupp Syn1000-02Document1 pageElevador Thyssen Krupp Syn1000-02sevargasparinNo ratings yet
- MC Sie 664 001Document17 pagesMC Sie 664 001victorqmaunsaNo ratings yet
- EXT rWTmPkQ7SA8YkTViHSs1Document10 pagesEXT rWTmPkQ7SA8YkTViHSs1Ẉ̯͓̙̀e̶̳͎̯̕͟n̨̛͙͇̣̠ș̛̦ ş̪No ratings yet
- Ascensor LatitudeDocument6 pagesAscensor LatitudeMariel ChavezNo ratings yet
- Cerradura ElectricaDocument4 pagesCerradura ElectricaMiguel AngelNo ratings yet
- Obra Ascensor Hidraulico Marcelo Pl2 PasadizoDocument1 pageObra Ascensor Hidraulico Marcelo Pl2 PasadizoViqui FeckNo ratings yet
- Ejes HuecosDocument11 pagesEjes HuecosMisael Mendieta0% (2)
- Reclamo AscensoresDocument2 pagesReclamo AscensoresMiriam Yurivilca ValerioNo ratings yet
- Plan de Trabajo Ductos de AscensoresDocument1 pagePlan de Trabajo Ductos de AscensoresFranklin Alayo PoloNo ratings yet
- Hacer Cartera PapelDocument1 pageHacer Cartera PapelEgoi Fitz-James StuartNo ratings yet
- Fundiciones FerreasDocument28 pagesFundiciones FerreasEgoi Fitz-James StuartNo ratings yet
- Tecnicas MetalográficasDocument36 pagesTecnicas MetalográficasEgoi Fitz-James StuartNo ratings yet
- Unidad2 EstructurasmaterialesDocument38 pagesUnidad2 EstructurasmaterialesLuis Enrique Lopez VerdugoNo ratings yet
- Recuperar Capacidad de Memoria de Pendrive UsbDocument1 pageRecuperar Capacidad de Memoria de Pendrive UsbEgoi Fitz-James StuartNo ratings yet
- Practica II-TRACCIONDocument6 pagesPractica II-TRACCIONDaniel Alberto Hernández FloresNo ratings yet
- Ensayo de TraccionDocument28 pagesEnsayo de Traccionjuancerna2012No ratings yet
- PrestoDocument1 pagePrestoantuankkNo ratings yet
- PRACTICA 1 - Analisis MetalograficoDocument8 pagesPRACTICA 1 - Analisis MetalograficoAntonio Cordero Delgado0% (1)
- Metalografia AcerosDocument14 pagesMetalografia AcerosGrolier27No ratings yet
- Practica II-TRACCIONDocument6 pagesPractica II-TRACCIONDaniel Alberto Hernández FloresNo ratings yet
- Acero - Ensayo de TracciónDocument28 pagesAcero - Ensayo de Tracciónkencha2100% (1)
- Parques Tecnologicos EuskadiDocument3 pagesParques Tecnologicos EuskadiEgoi Fitz-James StuartNo ratings yet
- Recorrido 6 Playa de La Arena-MuskizDocument1 pageRecorrido 6 Playa de La Arena-MuskizEgoi Fitz-James StuartNo ratings yet
- 001 U 0023670005Document120 pages001 U 0023670005Egoi Fitz-James StuartNo ratings yet
- 12-045 PE AyuntamientoDocument89 pages12-045 PE AyuntamientoJosu CiArNo ratings yet
- Euskotek 55 DEF BajaDocument32 pagesEuskotek 55 DEF BajaEgoi Fitz-James StuartNo ratings yet
- Díptico Botellas Colores Identificacion)Document2 pagesDíptico Botellas Colores Identificacion)Egoi Fitz-James StuartNo ratings yet
- Parques Tecnologicos EuskadiDocument3 pagesParques Tecnologicos EuskadiEgoi Fitz-James StuartNo ratings yet
- Museos Gratis BilbaoDocument6 pagesMuseos Gratis BilbaoEgoi Fitz-James StuartNo ratings yet
- Guiaba Sica para Encontrar EmpleoDocument6 pagesGuiaba Sica para Encontrar EmpleoAlvaro Martín ValcárcelNo ratings yet
- Euskotek 55 DEF BajaDocument32 pagesEuskotek 55 DEF BajaEgoi Fitz-James StuartNo ratings yet
- Acero AleadoDocument47 pagesAcero AleadoRuthRebelliousNo ratings yet
- Diseño de Elemento de Máquinas 1Document29 pagesDiseño de Elemento de Máquinas 1Cristian PineidaNo ratings yet
- NTC522 1Document27 pagesNTC522 1cesar_durango100% (2)
- Aceros Especiales - SISADocument5 pagesAceros Especiales - SISAronaldcastillopNo ratings yet
- Aleaciones FerrosasDocument8 pagesAleaciones FerrosasEduardo CLNo ratings yet
- Resumen de Fabricación de EjesDocument11 pagesResumen de Fabricación de EjesJOS JOSNo ratings yet
- NormalizadoDocument5 pagesNormalizadolen kagamineNo ratings yet
- Aleaciones de TitanioDocument45 pagesAleaciones de TitanioAlba Rubio FernándezNo ratings yet
- Tratamiento Termico de Metales No FerrososDocument16 pagesTratamiento Termico de Metales No Ferrososkriss80150% (2)
- 5-EFECTO DiatomitaDocument10 pages5-EFECTO Diatomitakarzuha28No ratings yet
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 5 3Document10 pagesAjuste Montaje Verificacion y Control de Maquinas - Parte I 5 3J&R PRODUCCIONES Y EVENTOSNo ratings yet
- Tratamiento TérmicoDocument4 pagesTratamiento TérmicoricardourenaNo ratings yet
- Caracterización y Análisis Fractográfico Mediante Las Técnicas SEM y DRX en Acero SAE 5160, Tratado Térmicamente Mediante Temple y Revenidos A Diferentes TemperaturasDocument88 pagesCaracterización y Análisis Fractográfico Mediante Las Técnicas SEM y DRX en Acero SAE 5160, Tratado Térmicamente Mediante Temple y Revenidos A Diferentes TemperaturasJose Nicolas Hernandez FernandezNo ratings yet
- Ab Iyo Ed 09 137 01 EsferasDocument25 pagesAb Iyo Ed 09 137 01 EsferasLeonardoNo ratings yet
- Diagrama FeDocument5 pagesDiagrama FeArnaldo Arnez CamachoNo ratings yet
- Catalogo WebDocument40 pagesCatalogo WebBraay RomeoNo ratings yet
- Evaluacion Tema 3 2022-IIDocument4 pagesEvaluacion Tema 3 2022-IIluisNo ratings yet
- Banco de Preguntas Tratamientos TermicosDocument2 pagesBanco de Preguntas Tratamientos TermicosRafa D. Mance100% (1)
- Catalogo AceroDocument27 pagesCatalogo AceroSergio Leal100% (1)
- Practica 2 Ingenieria de MaterialesDocument6 pagesPractica 2 Ingenieria de MaterialesErick Enriquez ValenciaNo ratings yet
- Et033601618 PDFDocument41 pagesEt033601618 PDFAlan CoronelNo ratings yet
- Diapositivas Choque TérmicoDocument24 pagesDiapositivas Choque TérmicoFernando Henao HenaoNo ratings yet
- Articulo RodrigoF.A PDFDocument16 pagesArticulo RodrigoF.A PDFNoSoyElQueBuscasNo ratings yet