You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Homework #1: Ans: (1) TDocument3 pagesHomework #1: Ans: (1) TwangivanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- IB - Ch6 - 16 Past PapersDocument33 pagesIB - Ch6 - 16 Past Papersrejymol100% (1)
- Sample WW QuestionsDocument10 pagesSample WW QuestionsKrishna Kumar MeenaNo ratings yet
- 41-How To Calculate Air Temp in Unconditioned SpacesDocument3 pages41-How To Calculate Air Temp in Unconditioned Spacesalmig200No ratings yet
- Culligan's Series LC Reverse Osmosis Water SystemDocument6 pagesCulligan's Series LC Reverse Osmosis Water SystemIyad AlemNo ratings yet
- Mee61 AssessmentDocument5 pagesMee61 AssessmentJoktanBelarminoNo ratings yet
- Bombas y Modos de FallaDocument20 pagesBombas y Modos de FallaedwinsazzzNo ratings yet
- Chapter 2-Distillation Process (ELEARN)Document73 pagesChapter 2-Distillation Process (ELEARN)amirulhaqimNo ratings yet
- 05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFDocument2 pages05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFCường Đặng ViếtNo ratings yet
- MR CV PC200-7 Pak JoniDocument2 pagesMR CV PC200-7 Pak JonililikNo ratings yet
- Lecture 7Document4 pagesLecture 7minoNo ratings yet
- Turbo Generator & Its AuxiliariesDocument89 pagesTurbo Generator & Its AuxiliariesPapun ScribdNo ratings yet
- Module 3 Activity No. 5 Experiment No. 3 Ice Making TestDocument22 pagesModule 3 Activity No. 5 Experiment No. 3 Ice Making TestMARIANNEANGEL DEVILLENANo ratings yet
- Auxiliary VesselDocument3 pagesAuxiliary VesselSachin5586No ratings yet
- Lecture - 2 - Regenerative Gas Turbine P. PlantsDocument27 pagesLecture - 2 - Regenerative Gas Turbine P. PlantsHew LetNo ratings yet
- CFD Analysis of Matrix Cooling Method in Gas Turbine BladesDocument31 pagesCFD Analysis of Matrix Cooling Method in Gas Turbine BladespramodassNo ratings yet
- Flow in Packed BedsDocument54 pagesFlow in Packed BedsleasturbaNo ratings yet
- Unit Operations of Agricultural ProcessingDocument2 pagesUnit Operations of Agricultural ProcessingMonika KshNo ratings yet
- Journal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFDocument6 pagesJournal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFmasgrahaNo ratings yet
- Thorburn Flex Powergen2012Document4 pagesThorburn Flex Powergen2012Raja Syahmarizal Raja BaharuddinNo ratings yet
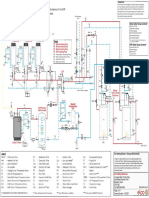
- 3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini CalorifiersDocument1 page3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini Calorifiersadyro12No ratings yet
- Chapter 5Document37 pagesChapter 5TajTajNo ratings yet
- Separator Design GuideDocument36 pagesSeparator Design Guidelaleye_olumide100% (16)
- Agitator Power Requirement and Mixing Intensity CalculationDocument29 pagesAgitator Power Requirement and Mixing Intensity CalculationHimatush0% (1)
- Ground Floor Fire Fighting Layout: Legends & AbbreviationsDocument1 pageGround Floor Fire Fighting Layout: Legends & Abbreviationsahmad almasriNo ratings yet
- DesalinationDocument14 pagesDesalinationmarishankar1990No ratings yet
- DefrostDocument3 pagesDefrostMarcial Jr. MilitanteNo ratings yet
- Machining MechAnalysis CHPT 3Document38 pagesMachining MechAnalysis CHPT 3Brahim MouchaneNo ratings yet
- Terminology of HVAC TermsDocument2 pagesTerminology of HVAC TermsNaresh SewdinNo ratings yet
- Burkert Type2000, PneumaticDocument29 pagesBurkert Type2000, PneumaticGL Thiết Bị Công NghiệpNo ratings yet