You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chakachamna Hydropower: TDX PowerDocument33 pagesChakachamna Hydropower: TDX PowerghostamirNo ratings yet
- BHEL AR 12-13 Eng For Web PDFDocument300 pagesBHEL AR 12-13 Eng For Web PDFKumar KoteNo ratings yet
- Vol 2Document180 pagesVol 2ghostamirNo ratings yet
- Hazardous Areas Stanwell Power StationDocument19 pagesHazardous Areas Stanwell Power Stationghostamir100% (1)
- HeatTracingcalculations SteamandElectricalDocument11 pagesHeatTracingcalculations SteamandElectricalghostamirNo ratings yet
- ML020230122 PDFDocument81 pagesML020230122 PDFghostamirNo ratings yet
- Design Guide 1Document50 pagesDesign Guide 1ghostamir100% (1)
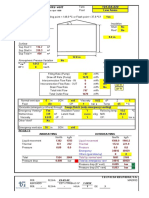
- PV Elite User's Guide 7Document2 pagesPV Elite User's Guide 7ghostamirNo ratings yet
- Plnat Water-Make Up P&idDocument58 pagesPlnat Water-Make Up P&idghostamirNo ratings yet
- PV Elite User's Guide 9Document2 pagesPV Elite User's Guide 9ghostamirNo ratings yet
- PV Elite User's Guide 3Document2 pagesPV Elite User's Guide 3ghostamirNo ratings yet
- What'S New in PV Elite and Codecalc: Code Updates and Analysis ChangesDocument2 pagesWhat'S New in PV Elite and Codecalc: Code Updates and Analysis ChangesghostamirNo ratings yet
- PV Elite User's Guide 5Document2 pagesPV Elite User's Guide 5ghostamirNo ratings yet
- PV Elite: User's GuideDocument2 pagesPV Elite: User's GuideghostamirNo ratings yet
- DM PlantDocument431 pagesDM Plantghostamir75% (4)
- Lube Oil PumpsDocument93 pagesLube Oil PumpsghostamirNo ratings yet
- HPAC - Evaluating Deaerator OperationDocument5 pagesHPAC - Evaluating Deaerator Operationghostamir100% (1)
- RFP - Turbine Hall Stores Building Ventilation Improvement ProjectDocument5 pagesRFP - Turbine Hall Stores Building Ventilation Improvement ProjectghostamirNo ratings yet
- Mehdi Gleb 2009Document43 pagesMehdi Gleb 2009ghostamirNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Progressive Cavity PumpsDocument2 pagesProgressive Cavity PumpsGerardo BautistaNo ratings yet
- Beli EqpDocument115 pagesBeli EqpRony CamaroNo ratings yet
- Pressure Drop of Y-StrainerDocument3 pagesPressure Drop of Y-StrainerAnantawut RakkaewNo ratings yet
- Petroleum Exploration and Production Activities in South AfricaDocument1 pagePetroleum Exploration and Production Activities in South AfricaEthan van DiemenNo ratings yet
- Performance of Strongly Bowed Stators in A 4-Stage High Speed CompressorDocument7 pagesPerformance of Strongly Bowed Stators in A 4-Stage High Speed CompressorSamrrt zNo ratings yet
- Bomba - Weir - Curvas Bombas Espuma PrincipaisDocument7 pagesBomba - Weir - Curvas Bombas Espuma PrincipaisWanderson AlcantaraNo ratings yet
- § ¤ Ёп 9Document6 pages§ ¤ Ёп 9Dilnaz BaimuratovaNo ratings yet
- Aquaforce: Detailed Performance Summary For Untitled1Document3 pagesAquaforce: Detailed Performance Summary For Untitled1RikiNo ratings yet
- 4.16 Clear Water High Lift Pump HouseDocument4 pages4.16 Clear Water High Lift Pump HousePrasenjit DeyNo ratings yet
- Online Pumped StorageDocument2 pagesOnline Pumped StorageABHINAV SAURAVNo ratings yet
- Venteo API 2000 (Amine)Document8 pagesVenteo API 2000 (Amine)Produccion VegetalNo ratings yet
- HIS KIT Includes THE Following Parts: Installation ManualDocument4 pagesHIS KIT Includes THE Following Parts: Installation ManualOPER123No ratings yet
- Sole Indian Manufacturer of of High Temperature In-Situ Oxygen Analyzer (HTO)Document6 pagesSole Indian Manufacturer of of High Temperature In-Situ Oxygen Analyzer (HTO)vishnu ANo ratings yet
- Orifice MeterDocument6 pagesOrifice MeterCeazar Justine FuluganNo ratings yet
- Operation Manual: ABB TurbochargingDocument170 pagesOperation Manual: ABB TurbochargingDodi SuhendraNo ratings yet
- Wisecochart PDFDocument15 pagesWisecochart PDFVitNo ratings yet
- Airleaf: Fancoils For High Efficiency Heating and CoolingDocument36 pagesAirleaf: Fancoils For High Efficiency Heating and CoolingGeorgi KalchevNo ratings yet
- Zone 2 Multi-Piece Wireline Skid: DescriptionDocument9 pagesZone 2 Multi-Piece Wireline Skid: DescriptionaminoNo ratings yet
- 1 210 Desuperheaters Spirax SarcoDocument7 pages1 210 Desuperheaters Spirax SarcoWADENo ratings yet
- SMP For Vacuum PumpDocument9 pagesSMP For Vacuum PumpSonratNo ratings yet
- Explosionado - ClasDocument14 pagesExplosionado - Clasjose ramirezNo ratings yet
- MGF and Softner ControlDocument1 pageMGF and Softner ControlSameer WareNo ratings yet
- Basic Mechanical EngineeringDocument13 pagesBasic Mechanical EngineeringJaysun Lanario PacrisNo ratings yet
- Entretien Machines 2021Document20 pagesEntretien Machines 2021kabambaNo ratings yet
- Next Generation Alternative Energy Storage Using Super Capacitors/ultra CapacitorsDocument25 pagesNext Generation Alternative Energy Storage Using Super Capacitors/ultra CapacitorsKonda Snigdha100% (1)
- High Rise Water DistributionDocument2 pagesHigh Rise Water DistributionzueklateNo ratings yet
- Rei 2021 ListDocument5 pagesRei 2021 ListRavi HanchateNo ratings yet
- Battery Storage Systems and Smart Mini-Grid - Sharing Our Experiences - Parimita MohantyDocument30 pagesBattery Storage Systems and Smart Mini-Grid - Sharing Our Experiences - Parimita MohantyEnergy for All67% (3)
- Aeolos Vertical Axis Wind Turbine EXW Price List - 2019Document5 pagesAeolos Vertical Axis Wind Turbine EXW Price List - 2019Anonymous U7o8tht51KNo ratings yet
- Thermal Power Station BoilersDocument176 pagesThermal Power Station BoilersmenNo ratings yet