You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 4-Cylinder Diesel Engine With Unit Injector PDFDocument282 pages4-Cylinder Diesel Engine With Unit Injector PDFgeorge100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Steam Blowing ProcedureDocument15 pagesSteam Blowing ProcedureDangol100% (14)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- EverExceed Hybrid Solar SystemDocument0 pagesEverExceed Hybrid Solar Systemasr2972No ratings yet
- Module 6 Exercises Problem No. 3Document2 pagesModule 6 Exercises Problem No. 3Ariel GamboaNo ratings yet
- Final Reflective EssayDocument5 pagesFinal Reflective Essayapi-355669783No ratings yet
- 693 Super TrakDocument2 pages693 Super TraklandagoNo ratings yet
- Project List With Cost Details 2018 2019 Panimalar PolyDocument8 pagesProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamNo ratings yet
- Box Shift Conveyor 2018Document2 pagesBox Shift Conveyor 2018Chockalingam AthilingamNo ratings yet
- Mixer GrinderDocument29 pagesMixer GrinderChockalingam AthilingamNo ratings yet
- Bottling Plant PLC 2019Document4 pagesBottling Plant PLC 2019Chockalingam AthilingamNo ratings yet
- Project Titles NC 2018 Cs Fea RDDocument9 pagesProject Titles NC 2018 Cs Fea RDChockalingam AthilingamNo ratings yet
- Shock Absorber Failure 2018Document3 pagesShock Absorber Failure 2018Chockalingam AthilingamNo ratings yet
- 11 Foldable Bridge 2017 PrintDocument48 pages11 Foldable Bridge 2017 PrintChockalingam AthilingamNo ratings yet
- Scotck Yoke PPT Veltech 2016Document29 pagesScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
- MOTORISED Press Durga Poly 2016Document76 pagesMOTORISED Press Durga Poly 2016Chockalingam AthilingamNo ratings yet
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Document3 pages6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamNo ratings yet
- Safety For Motorised Sheet Forming 2018Document3 pagesSafety For Motorised Sheet Forming 2018Chockalingam AthilingamNo ratings yet
- Block Diagram of Carbon Level IndicatorDocument1 pageBlock Diagram of Carbon Level IndicatorChockalingam AthilingamNo ratings yet
- Scotch Yoke Hacksaw Sriram Engg ReportDocument67 pagesScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- Gas Cutting DeviceDocument3 pagesGas Cutting DeviceChockalingam AthilingamNo ratings yet
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- Plastic Injection Manual 2016 Amk PolyDocument43 pagesPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamNo ratings yet
- Abs 127two - Axes - Drill 2016 ReviewDocument3 pagesAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamNo ratings yet
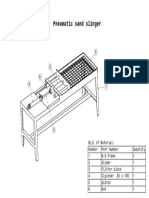
- Pneumatic Sand SlingerDocument1 pagePneumatic Sand SlingerChockalingam AthilingamNo ratings yet
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
- HTTP FOR ENGINEERINGDocument1 pageHTTP FOR ENGINEERINGChockalingam AthilingamNo ratings yet
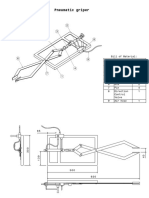
- Pneumatic GriperDocument2 pagesPneumatic GriperChockalingam AthilingamNo ratings yet
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- IR Sensor UnitDocument1 pageIR Sensor UnitChockalingam AthilingamNo ratings yet
- Amk SymbolDocument6 pagesAmk SymbolChockalingam AthilingamNo ratings yet
- Lorry Trailor Lifter CostDocument1 pageLorry Trailor Lifter CostChockalingam AthilingamNo ratings yet
- HonningDocument1 pageHonningChockalingam AthilingamNo ratings yet
- F T ZL 6L: 4 - RLT TTJ R5 !.1Document1 pageF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamNo ratings yet
- Pneumatic Elevator Abs 20124Document3 pagesPneumatic Elevator Abs 20124Chockalingam AthilingamNo ratings yet
- Electronic ComparatorDocument1 pageElectronic ComparatorChockalingam AthilingamNo ratings yet
- AbgDocument28 pagesAbgHiltonNo ratings yet
- Chapter 2Document8 pagesChapter 2Troy Gold100% (1)
- Abstract of Cooling Tower ProjectDocument8 pagesAbstract of Cooling Tower ProjectAWAL ADAMNo ratings yet
- Document CepDocument7 pagesDocument CepShanzay DaudNo ratings yet
- Below Is A List of The Major Hydro Power Plants in IndiaDocument2 pagesBelow Is A List of The Major Hydro Power Plants in Indiavishalvpatel0909No ratings yet
- Analisis Patah Lelah Pipa Cold Superheater Boiler PLTU 2 Banten - LabuanDocument9 pagesAnalisis Patah Lelah Pipa Cold Superheater Boiler PLTU 2 Banten - LabuanRahmat TohirNo ratings yet
- MSA5TCD00L16111Document4 pagesMSA5TCD00L16111kenneth dossNo ratings yet
- CHP Thesis KTHDocument98 pagesCHP Thesis KTHDimuthu Prasad WijethungeNo ratings yet
- PIPE Ch3 Diesel Power PlantDocument50 pagesPIPE Ch3 Diesel Power PlantDanerys Targaryan0% (1)
- Boiler Safety ValvesDocument21 pagesBoiler Safety ValvesParveen KohliNo ratings yet
- Week 7Document6 pagesWeek 7shmyeNo ratings yet
- DSR and AOR For Solar Photovoltaic Power PlantDocument4 pagesDSR and AOR For Solar Photovoltaic Power PlantroushanNo ratings yet
- Steam Drum LevelsDocument11 pagesSteam Drum LevelsAnith kumar Reddy100% (1)
- Bcedk103 203Document6 pagesBcedk103 203Deeksha V PanchalNo ratings yet
- MEP MyanmarDocument27 pagesMEP Myanmarempty87No ratings yet
- CEP PresentatioDocument14 pagesCEP PresentatioVinod Mahajan100% (1)
- 98240-00920 - Parts Catalogue S12N-PTA-2, PTK-2 - June 97Document190 pages98240-00920 - Parts Catalogue S12N-PTA-2, PTK-2 - June 97sxturbo100% (5)
- Exergy Analysis of A 420MW Combined Cycle Power PlantDocument9 pagesExergy Analysis of A 420MW Combined Cycle Power PlantRakibHassanAkashNo ratings yet
- Servicio Nacional de Aprendizaje SenaDocument4 pagesServicio Nacional de Aprendizaje SenaAbnner GabrielNo ratings yet
- Revue Des Energies Renouvelables SMEE'10 Bou Ismail Tipaza (2010) 311 - 325Document15 pagesRevue Des Energies Renouvelables SMEE'10 Bou Ismail Tipaza (2010) 311 - 325Camilo ErasoNo ratings yet
- Once Through: Steam GeneratorsDocument21 pagesOnce Through: Steam GeneratorsrajrampallyNo ratings yet
- EEET2334 35 Sample MST 2013Document8 pagesEEET2334 35 Sample MST 2013Kashka IraniNo ratings yet
- Tellus EssayDocument3 pagesTellus Essayapi-302061977No ratings yet
- EI6002 Power Plant Instrumentation Question BankDocument14 pagesEI6002 Power Plant Instrumentation Question BankDon N100% (1)