You might also like
- Objective Assignment 5: (Https://swayam - Gov.in)Document4 pagesObjective Assignment 5: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- Objective Assignment 1: (Https://swayam - Gov.in)Document7 pagesObjective Assignment 1: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- Quality Control and Improvement with MINITAB - Week 4 Key ConceptsDocument5 pagesQuality Control and Improvement with MINITAB - Week 4 Key Conceptssmg26thmayNo ratings yet
- Quality Control and MINITABDocument5 pagesQuality Control and MINITABsmg26thmayNo ratings yet
- WT Signature AnalysisDocument16 pagesWT Signature Analysissmg26thmayNo ratings yet
- Max of SpecDocument1 pageMax of Specsmg26thmayNo ratings yet
- Union Minister inaugurates Rs 11k cr highway projects in Madhya PradeshDocument105 pagesUnion Minister inaugurates Rs 11k cr highway projects in Madhya Pradeshsmg26thmayNo ratings yet
- Objective Assignment 3: (Https://swayam - Gov.in)Document8 pagesObjective Assignment 3: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- Objective Assignment 2: (Https://swayam - Gov.in)Document4 pagesObjective Assignment 2: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- Objective Assignment 7: (Https://swayam - Gov.in)Document4 pagesObjective Assignment 7: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- October 2020 in EnglishDocument93 pagesOctober 2020 in Englishsmg26thmayNo ratings yet
- The Nord Lock WasherDocument3 pagesThe Nord Lock Washersmg26thmayNo ratings yet
- Objective Assignment 8: (Https://swayam - Gov.in)Document4 pagesObjective Assignment 8: (Https://swayam - Gov.in)smg26thmayNo ratings yet
- October 2020 in EnglishDocument93 pagesOctober 2020 in Englishsmg26thmayNo ratings yet
- Nadappu in June 2020Document53 pagesNadappu in June 2020smg26thmayNo ratings yet
- Lectures Notes On: Machine Dynamics IIDocument145 pagesLectures Notes On: Machine Dynamics IIHaider NeamaNo ratings yet
- Shanin DOE - Six SigmaDocument7 pagesShanin DOE - Six SigmaBennett Matthews100% (1)
- Module No Module NameDocument2 pagesModule No Module Namesmg26thmayNo ratings yet
- Shainin Vs Six SigmaDocument4 pagesShainin Vs Six SigmaMuskan PorwalNo ratings yet
- Bolt and ThreadsDocument5 pagesBolt and Threadssmg26thmayNo ratings yet
- Shanin DOE - Six SigmaDocument7 pagesShanin DOE - Six SigmaBennett Matthews100% (1)
- RR-06-03 ShaininDocument26 pagesRR-06-03 ShaininShanmugam BalasubramaniamNo ratings yet
- Guide 1: Accessing To Two-Dimensional Matrix of Turbine - ElmdslDocument10 pagesGuide 1: Accessing To Two-Dimensional Matrix of Turbine - Elmdslsmg26thmayNo ratings yet
- Concise Process Improvement Definition With Case StudiesDocument22 pagesConcise Process Improvement Definition With Case Studiessmg26thmayNo ratings yet
- Title Needed Person: SL - NoDocument3 pagesTitle Needed Person: SL - Nosmg26thmayNo ratings yet
- Matlab Finite Element Modeling For Materials Engineers Using MATLABDocument74 pagesMatlab Finite Element Modeling For Materials Engineers Using MATLABPujara ManishNo ratings yet
- Infosys Mysore FA1 FA2 Exam PatternDocument4 pagesInfosys Mysore FA1 FA2 Exam Patternsmg26thmayNo ratings yet
- Fishbone Diagram Excel Template: Prepared by Dheeraj Vaidya, CFA, FRMDocument2 pagesFishbone Diagram Excel Template: Prepared by Dheeraj Vaidya, CFA, FRMsmg26thmayNo ratings yet
- Process-Mapping Six Sigma Project Work: Tool Usage and Expected ResultsDocument1 pageProcess-Mapping Six Sigma Project Work: Tool Usage and Expected Resultssmg26thmayNo ratings yet
- Six Sigma Project - Business CaseDocument1 pageSix Sigma Project - Business Casesmg26thmayNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- S/H Outer Drum ConnectionsDocument118 pagesS/H Outer Drum ConnectionsShambhu MehtaNo ratings yet
- Inspección, Pruebas, Y Mantenimiento de Gabinetes de Ataque Rápido E HidrantesDocument3 pagesInspección, Pruebas, Y Mantenimiento de Gabinetes de Ataque Rápido E HidrantesVICTOR RALPH FLORES GUILLENNo ratings yet
- 10 11 2017 Estore PricelistDocument43 pages10 11 2017 Estore PricelistilachezhiyanNo ratings yet
- High-Pressure Load-Sensing Control Block in Sandwich Plate Design M4-22Document20 pagesHigh-Pressure Load-Sensing Control Block in Sandwich Plate Design M4-22Wandi Roma AriyantoNo ratings yet
- Acc Manual NemDocument2 pagesAcc Manual NemLorenzoNo ratings yet
- Pump Selection ExampleDocument3 pagesPump Selection ExampleKrishnaprasad Nair100% (2)
- Exporterd DataDocument240 pagesExporterd DatapmnasimNo ratings yet
- Dymamics of Fluid Flow: Specific Energy and Critical DepthDocument13 pagesDymamics of Fluid Flow: Specific Energy and Critical DepthHiren PatelNo ratings yet
- Caterpillar 32B9400010 - Overhaul Gasket KitDocument3 pagesCaterpillar 32B9400010 - Overhaul Gasket KitFernando PadillaNo ratings yet
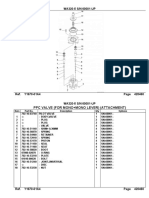
- PPC VALVE FOR MONO MONO LEVER - pdf1Document1 pagePPC VALVE FOR MONO MONO LEVER - pdf1eshopmanual limaNo ratings yet
- Pentair Aurora Model 380 Pump (Curves)Document31 pagesPentair Aurora Model 380 Pump (Curves)Mike PowerNo ratings yet
- FC Ratu Giok Cooling Line SchemeDocument2 pagesFC Ratu Giok Cooling Line SchemeRhomadon HsNo ratings yet
- Hydraulic System of TractorDocument19 pagesHydraulic System of TractorHussein Nashaat Sabah100% (1)
- Sta-Rite Jet PumpDocument40 pagesSta-Rite Jet Pumpaaronsmokes1100% (1)
- 330c InteractiveDocument9 pages330c InteractiveRajan Mullappilly100% (2)
- TH220B (Hidraulico)Document2 pagesTH220B (Hidraulico)Jesus BombasNo ratings yet
- P&IDDocument1 pageP&IDeuitimecNo ratings yet
- 07 - ValvesDocument31 pages07 - ValvesArdanNo ratings yet
- Weishaupt Valve Proving System VPS 504S2Document6 pagesWeishaupt Valve Proving System VPS 504S2diab ali100% (1)
- Class M6C1Document13 pagesClass M6C1SalimNo ratings yet
- Steam Turbine Combined Reheat Stop Description and Control ValvesDocument2 pagesSteam Turbine Combined Reheat Stop Description and Control Valvesparthibanemails5779100% (1)
- Centrifugal Pump CalcDocument55 pagesCentrifugal Pump CalcSeptian FirdausNo ratings yet
- Hydraulic Design of Sewer PipesDocument34 pagesHydraulic Design of Sewer PipesAkhil Shetty100% (1)
- Recheck List 2022 FuelsDocument14 pagesRecheck List 2022 FuelsWSYX/WTTE100% (1)
- Control LR2G RexrothDocument10 pagesControl LR2G RexrothMiguel Angel LopezNo ratings yet
- Twin-turbo System Troubleshooting GuideDocument4 pagesTwin-turbo System Troubleshooting GuideDesiderio Leonel Epullan LlanquileoNo ratings yet
- Packer Cross Reference GuideDocument3 pagesPacker Cross Reference GuideMaxime BerthoméNo ratings yet
- Calculation of Fire Hose Pump CapacityDocument1 pageCalculation of Fire Hose Pump CapacityCharitha Ranwala100% (1)
- Service Instruction: LycomingDocument1 pageService Instruction: LycomingdavidNo ratings yet
- Coiled Tubing CourseDocument15 pagesCoiled Tubing CourseShehzad khanNo ratings yet