You might also like
- Adding Value To Wastewater by Resource Recovery and Reformulation As Growth Media: Current Prospects and PotentialDocument10 pagesAdding Value To Wastewater by Resource Recovery and Reformulation As Growth Media: Current Prospects and PotentialMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript The Use of Mixed Effluent Liquid Wastes As A Source of Valuable Nutrients WIT Transactions On Ecology and The EnvironmentDocument9 pagesAccepted Manuscript The Use of Mixed Effluent Liquid Wastes As A Source of Valuable Nutrients WIT Transactions On Ecology and The EnvironmentMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Nanofiltration of Treated Digested Agricultural Wastewater For Recovery of Carboxylic Acids Journal of Cleaner ProductionDocument41 pagesAccepted Manuscript Nanofiltration of Treated Digested Agricultural Wastewater For Recovery of Carboxylic Acids Journal of Cleaner ProductionMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript The Use of Membrane Technology For The Formulation of Spent Anaerobic Digester Effluents As Nutrient Source For Bacterial Growth WIT Transactions On Ecology and The EnvironmentDocument8 pagesAccepted Manuscript The Use of Membrane Technology For The Formulation of Spent Anaerobic Digester Effluents As Nutrient Source For Bacterial Growth WIT Transactions On Ecology and The EnvironmentMyrto-Panagiota ZacharofNo ratings yet
- MPhil Thesis Intensive Propagation of The Lactic Acid Bacterium Lactococcus Lactis 2007Document1 pageMPhil Thesis Intensive Propagation of The Lactic Acid Bacterium Lactococcus Lactis 2007Myrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Bacteriocins Produced by Lactic Acid Bacteria APCBEE ProcediaDocument6 pagesAccepted Manuscript Bacteriocins Produced by Lactic Acid Bacteria APCBEE ProcediaMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Nutrient Recovery From Sludge Using Filtration Systems Conference: 17th European Biosolids and Organic Resources ConferenceDocument14 pagesAccepted Manuscript Nutrient Recovery From Sludge Using Filtration Systems Conference: 17th European Biosolids and Organic Resources ConferenceMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Investigation of a Suitable Growth Strategy for Optimisationof Intensive Propagation and Lactic Acid Conference: International Conference on Chemical Engineering and Applications (CCEA 2010) Singapore, 26-28 February, 2010, Volume: 1Document6 pagesAccepted Manuscript Investigation of a Suitable Growth Strategy for Optimisationof Intensive Propagation and Lactic Acid Conference: International Conference on Chemical Engineering and Applications (CCEA 2010) Singapore, 26-28 February, 2010, Volume: 1Myrto-Panagiota ZacharofNo ratings yet
- PHD Thesis The Production of Bacteriocins From Lactic Acid Bacteria 2011Document2 pagesPHD Thesis The Production of Bacteriocins From Lactic Acid Bacteria 2011Myrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Use of Complex Effluent Streams As A Potential Source of Volatile Fatty Acids 4th International Conference On Engineering For Waste and Biomass ValorisationDocument6 pagesAccepted Manuscript Use of Complex Effluent Streams As A Potential Source of Volatile Fatty Acids 4th International Conference On Engineering For Waste and Biomass ValorisationMyrto-Panagiota ZacharofNo ratings yet
- The Importance of Lactobacilli in Contemporary Food and Pharmaceutical Industry A Review ArticleDocument6 pagesThe Importance of Lactobacilli in Contemporary Food and Pharmaceutical Industry A Review ArticleMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Optimization of Growth Conditions For Intensive Propagation, Growth Development and Lactic Acid Production of Selected Strains of Lactobacilli Chemeca Publications 2009Document9 pagesAccepted Manuscript Optimization of Growth Conditions For Intensive Propagation, Growth Development and Lactic Acid Production of Selected Strains of Lactobacilli Chemeca Publications 2009Myrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscripts Recovery of Volatile Fatty Acids (VFA) From Complex Waste Effluents Using Membranes Water Science&TechnologyDocument17 pagesAccepted Manuscripts Recovery of Volatile Fatty Acids (VFA) From Complex Waste Effluents Using Membranes Water Science&TechnologyMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Separation of Lactobacilli Bacteriocins From Fermented Broths Using Membranes Process BiochemistryDocument33 pagesAccepted Manuscript Separation of Lactobacilli Bacteriocins From Fermented Broths Using Membranes Process BiochemistryMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Modelling and Simulation of Cell Growth Dynamics, Substrate Consumption and Lactic Acid Production Kinetics of Lactococcus Lactis Biotechnology and Bioprocess EngineeringDocument29 pagesAccepted Manuscript Modelling and Simulation of Cell Growth Dynamics, Substrate Consumption and Lactic Acid Production Kinetics of Lactococcus Lactis Biotechnology and Bioprocess EngineeringMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Economic Liquid Growth Medium Development For High-Rate Production of Cellular Biomass and Lactic Acid of Lactococcus Lactis BioMicroworld 2013Document5 pagesAccepted Manuscript Economic Liquid Growth Medium Development For High-Rate Production of Cellular Biomass and Lactic Acid of Lactococcus Lactis BioMicroworld 2013Myrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript The Filtration Characteristics of Anaerobic Digester Effluents Employing Cross Flow Ceramic Membrane Microfiltration For Nutrient Recovery DesalinationDocument18 pagesAccepted Manuscript The Filtration Characteristics of Anaerobic Digester Effluents Employing Cross Flow Ceramic Membrane Microfiltration For Nutrient Recovery DesalinationMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Low Molecular Weight Liquid Media Development For Lactobacilli Producing Bacteriocins Journal of Chemical Technology and BiotechnologyDocument30 pagesAccepted Manuscript Low Molecular Weight Liquid Media Development For Lactobacilli Producing Bacteriocins Journal of Chemical Technology and BiotechnologyMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Complex Effluent Streams As A Potential Source of Volatile Fatty AcidsDocument49 pagesAccepted Manuscript Complex Effluent Streams As A Potential Source of Volatile Fatty AcidsMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Investigation of Shelf life of Potency and Activity of the Lactobacilli Produced Bacteriocinsthrough their Exposure to Various Physicochemical Stress factors Probiotics and Antimicrobial ProteinsDocument25 pagesAccepted Manuscript Investigation of Shelf life of Potency and Activity of the Lactobacilli Produced Bacteriocinsthrough their Exposure to Various Physicochemical Stress factors Probiotics and Antimicrobial ProteinsMyrto-Panagiota ZacharofNo ratings yet
- Accepted Manuscript Partially Chemically Defined Liquid Medium Development For Intensive Propagation of Industrial Fermentation Lactobacilli Strains Annals of MicrobiologyDocument28 pagesAccepted Manuscript Partially Chemically Defined Liquid Medium Development For Intensive Propagation of Industrial Fermentation Lactobacilli Strains Annals of MicrobiologyMyrto-Panagiota ZacharofNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Assignment 1Document3 pagesAssignment 1Miraj savani100% (1)
- Atomic Spectrum of HydrogenDocument3 pagesAtomic Spectrum of HydrogenlovemynaturecountryNo ratings yet
- Light Dependent ResistorDocument4 pagesLight Dependent ResistorantonerajNo ratings yet
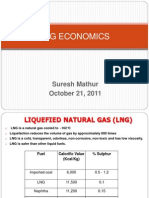
- LNG EconomicsDocument19 pagesLNG EconomicsCal67% (3)
- Petronas Samur PL PDFDocument38 pagesPetronas Samur PL PDFJessica Ward100% (1)
- Thermoelectric Cooling ModulesDocument8 pagesThermoelectric Cooling ModuleshabteabNo ratings yet
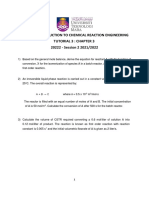
- Tutorial3 - C3 - CHE 244Document3 pagesTutorial3 - C3 - CHE 244Sheikh AdibNo ratings yet
- Journal of Molecular Liquids: Sonu, Sayantan Halder, Sunita Kumari, Rishika Aggrawal, Vinod K. Aswal, Subit K. SahaDocument11 pagesJournal of Molecular Liquids: Sonu, Sayantan Halder, Sunita Kumari, Rishika Aggrawal, Vinod K. Aswal, Subit K. SahaAbiel Angel GarciaNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/51Document12 pagesCambridge IGCSE: CHEMISTRY 0620/51FFNo ratings yet
- 3b.boiler Treatment MethodsDocument76 pages3b.boiler Treatment Methodsalokbdas100% (1)
- DSM-0295.0 Al2O3 NiAl CermetDocument3 pagesDSM-0295.0 Al2O3 NiAl CermetApichitNo ratings yet
- How To Make An Atomic BombDocument30 pagesHow To Make An Atomic Bombarjun vijay100% (3)
- Complete DissertationDocument240 pagesComplete DissertationAriSuandiNo ratings yet
- USP-NF Atorvastatin CalciumDocument8 pagesUSP-NF Atorvastatin CalciumPhạm Đức LộcNo ratings yet
- Bomba Neumatica PB 1/4Document16 pagesBomba Neumatica PB 1/4Marco MendozaNo ratings yet
- WBJEE 13 Solution - PhysicsDocument2 pagesWBJEE 13 Solution - PhysicsSaumyasankar SarangiNo ratings yet
- Tmecc 0411Document6 pagesTmecc 0411Karen BenteoNo ratings yet
- Adiabatic Vs Isothermal ProcessDocument2 pagesAdiabatic Vs Isothermal ProcessRyanNo ratings yet
- Efficascy of Fly Ash & Stone Dust Stabilizing Clayey Soil 1Document77 pagesEfficascy of Fly Ash & Stone Dust Stabilizing Clayey Soil 1KrishnaNo ratings yet
- Reactions of Acids Homework Worksheet HADocument3 pagesReactions of Acids Homework Worksheet HASarah KKCNo ratings yet
- Green Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlDocument25 pagesGreen Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlteguhwidiartoNo ratings yet
- Chem 315 - Lab 5 - Gas Chromatography - AcetatesDocument13 pagesChem 315 - Lab 5 - Gas Chromatography - AcetateskNo ratings yet
- Electronic Configuration: By: Cyra Eunicer. TanaelDocument17 pagesElectronic Configuration: By: Cyra Eunicer. TanaelDegala, Jan Marlou V.No ratings yet
- A Research Project Submitted To The: DR - Naga Rathna SupriyaDocument6 pagesA Research Project Submitted To The: DR - Naga Rathna Supriyamansi bodaNo ratings yet
- (A6) Durability of Concrete With Different Mineral Admixtures A ReviewDocument12 pages(A6) Durability of Concrete With Different Mineral Admixtures A ReviewAbd El-nour RamdNo ratings yet
- Safety Analysis For The Production of MethanolDocument14 pagesSafety Analysis For The Production of MethanolTauseef Aamere RoseNo ratings yet
- Molecular Structure and SpectrosDocument18 pagesMolecular Structure and Spectroskomal sharmaNo ratings yet
- Process Flow Chart Dairy ProductsDocument5 pagesProcess Flow Chart Dairy Productslokesh jainNo ratings yet
- Fire Shield LFST - 42E: Premium Performance Industry Applications Product AvailabilityDocument1 pageFire Shield LFST - 42E: Premium Performance Industry Applications Product Availabilityray9699No ratings yet
- Butadine Extraction Unit: FC LC TIDocument1 pageButadine Extraction Unit: FC LC TIAtwadin SatriadaniNo ratings yet