You might also like
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Coal ASH QualityDocument10 pagesCoal ASH QualitySourav DasNo ratings yet
- Components of Coal AshDocument4 pagesComponents of Coal AshDulguun BayNo ratings yet
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktceNo ratings yet
- Air Heaters: Requirement, Types ConstructionDocument20 pagesAir Heaters: Requirement, Types ConstructionArvind ShuklaNo ratings yet
- Fluid DynamicsDocument149 pagesFluid Dynamicsprasanta_bbsrNo ratings yet
- Fly Ash - WikipediaDocument12 pagesFly Ash - WikipediaBabar AliNo ratings yet
- 056 - 057 - NO To NO2 ConvetertDocument2 pages056 - 057 - NO To NO2 ConvetertrakeshkjNo ratings yet
- 3D CFD Simulation of Hydrodynamics of A 150MW Circulating Fluidized Bed Boiler PDFDocument8 pages3D CFD Simulation of Hydrodynamics of A 150MW Circulating Fluidized Bed Boiler PDFFabian Andrey DiazNo ratings yet
- Metallic Materials for FGD SystemsDocument21 pagesMetallic Materials for FGD SystemsClaudia MmsNo ratings yet
- Turbine Troubleshooting: Top 15 Issues and SolutionsDocument6 pagesTurbine Troubleshooting: Top 15 Issues and Solutionskumarmm1234No ratings yet
- Seawater Flue Gas DesulphurisationDocument2 pagesSeawater Flue Gas DesulphurisationNestramiNo ratings yet
- 2 Kanoria Sunil KumarDocument21 pages2 Kanoria Sunil KumarSudhir JadhavNo ratings yet
- Babcock and Wilcox Boiler.Document9 pagesBabcock and Wilcox Boiler.Sajid RazaNo ratings yet
- 1584Document6 pages1584malsttarNo ratings yet
- Overiew of Comb Cycle Rev 6.0 - Part 1Document73 pagesOveriew of Comb Cycle Rev 6.0 - Part 1SamNo ratings yet
- Boiler (Steam Generation) KSDocument25 pagesBoiler (Steam Generation) KSBangun WijayantoNo ratings yet
- Failure of Superheater Tubes in a Power PlantDocument23 pagesFailure of Superheater Tubes in a Power PlantAnand VarmaNo ratings yet
- 30 Ncmer037Document16 pages30 Ncmer037Arslan ArshadNo ratings yet
- Helical Coil Heat Exchanger DesignDocument4 pagesHelical Coil Heat Exchanger DesignSumit Lakde100% (1)
- Welded and Riveted ConnectionsDocument58 pagesWelded and Riveted ConnectionsDennis Manejero0% (1)
- Fluidized Bed CombustionDocument32 pagesFluidized Bed CombustionAbdul AhadNo ratings yet
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajNo ratings yet
- ASME Coal Fineness Sampling ProcedureDocument4 pagesASME Coal Fineness Sampling ProcedureRoby SzNo ratings yet
- Cornish BoilerDocument2 pagesCornish Boileranmolkasera100% (1)
- Making O&M More Efficient Through Reliability Centered MaintenanceDocument7 pagesMaking O&M More Efficient Through Reliability Centered MaintenanceNadia AlvaradoNo ratings yet
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocument12 pagesBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNo ratings yet
- Fluid Mechanics NotesDocument12 pagesFluid Mechanics Notessubha_aeroNo ratings yet
- Fuel Staging For NOx Reduction in Automatic Wood FurnacesDocument169 pagesFuel Staging For NOx Reduction in Automatic Wood FurnacesJoao MinhoNo ratings yet
- NTPC (National Thermal Power Corporation) Sipat Mechanical Vocational Training Report 4-Haxxo24 I IDocument44 pagesNTPC (National Thermal Power Corporation) Sipat Mechanical Vocational Training Report 4-Haxxo24 I Ihaxxo24No ratings yet
- Hydrodynamics of Gas-Solid FluidizationDocument53 pagesHydrodynamics of Gas-Solid FluidizationGabriel Cujia QuinteroNo ratings yet
- Foundrybench D19 Good Practice GuideDocument196 pagesFoundrybench D19 Good Practice GuideGangadharKasinathSastryNo ratings yet
- Pulverized CoalDocument11 pagesPulverized CoalAdrian ManzanoNo ratings yet
- Microbial CorrosionDocument13 pagesMicrobial CorrosionLutendo Assurance MadzivhaaNo ratings yet
- ME LAB MANUAL RevisedDocument64 pagesME LAB MANUAL RevisedClint Baring ArranchadoNo ratings yet
- FCSG For SAGDDocument7 pagesFCSG For SAGDaugur886No ratings yet
- Improving Air Preheater PerformanceDocument11 pagesImproving Air Preheater PerformancejaveddvcNo ratings yet
- NTPC TandaDocument97 pagesNTPC Tandamaurya1234No ratings yet
- PetroleumDocument54 pagesPetroleumJthan ReyesNo ratings yet
- Steam Turbine Condenser: A.k.s.raghavaDocument72 pagesSteam Turbine Condenser: A.k.s.raghavaRachit KhannaNo ratings yet
- 2 Telemetry TurbineDocument12 pages2 Telemetry TurbineSamNo ratings yet
- Boiler Types and ClassificationsDocument26 pagesBoiler Types and ClassificationshardikNo ratings yet
- Training ReportPDF PDFDocument42 pagesTraining ReportPDF PDFAman RajNo ratings yet
- Fatigue CorrosionDocument2 pagesFatigue Corrosionaop10468No ratings yet
- Difference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTDocument16 pagesDifference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTRaju MaityNo ratings yet
- Steam Turbine Blade Erosion Protection Options: Donald R Leger and Paul Franklin EthosenergyDocument13 pagesSteam Turbine Blade Erosion Protection Options: Donald R Leger and Paul Franklin EthosenergySh.nasirpurNo ratings yet
- B&W FBC Boiler Opeating Experience With U BeamsDocument9 pagesB&W FBC Boiler Opeating Experience With U BeamsNath BoyapatiNo ratings yet
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Supercritical Turbine Analysis & DesignDocument29 pagesSupercritical Turbine Analysis & DesignEngr Imtiaz Hussain GilaniNo ratings yet
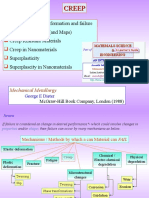
- Chapter 9c CreepDocument29 pagesChapter 9c CreepAnonymous 1DXipkNo ratings yet
- Air Pollution Prevention and Control: Dr. Wesam Al MadhounDocument52 pagesAir Pollution Prevention and Control: Dr. Wesam Al MadhounAIZAZ SHAIKHNo ratings yet
- Ch5.0 Operation of BoilersDocument80 pagesCh5.0 Operation of BoilersRey100% (1)
- Mechanical stokers guideDocument6 pagesMechanical stokers guideAnonymous mRBbdopMKfNo ratings yet
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project ReportmdjanNo ratings yet
- Explosion e Implosion CalderasDocument2 pagesExplosion e Implosion CalderasAntonio RamonNo ratings yet
- What Is FluidizationDocument14 pagesWhat Is FluidizationSimon StmNo ratings yet
- Fluid IzationDocument37 pagesFluid Izationmehtab hussainNo ratings yet
- Chapter 5 Fuel Characteristics and Properties Coal 2020Document80 pagesChapter 5 Fuel Characteristics and Properties Coal 2020Bassam RiachiNo ratings yet
- Sinhgad College of Engineering, Pune - 41 Department of Mechanical Engineering Power Plant Engineering Laboratory Term Work No: - 01 Study of “Fluidized Bed Combustion BoilersDocument52 pagesSinhgad College of Engineering, Pune - 41 Department of Mechanical Engineering Power Plant Engineering Laboratory Term Work No: - 01 Study of “Fluidized Bed Combustion Boilersanon_476116940No ratings yet
- Chemical Engineering Laboratory IDocument54 pagesChemical Engineering Laboratory IAndini DamayantiNo ratings yet
- Fixed and Fluidized Beds Flow RegimesDocument26 pagesFixed and Fluidized Beds Flow RegimesOkKotpalliwarNo ratings yet
- Case Study On Operational Inspection of A Fluidised Bed Combustion BoilerDocument31 pagesCase Study On Operational Inspection of A Fluidised Bed Combustion Boilerparthi20065768No ratings yet
- Coatings Word August 2010Document52 pagesCoatings Word August 2010sami_sakrNo ratings yet
- TK 411 - Lecture Note 6 - Reactor DesignDocument41 pagesTK 411 - Lecture Note 6 - Reactor DesignramaNo ratings yet
- Industrial BurnersDocument23 pagesIndustrial Burnerskarthikeyan5000No ratings yet
- Fluid Flow Packed Columns Fluidized: ThroughDocument6 pagesFluid Flow Packed Columns Fluidized: ThroughSaad NadeemNo ratings yet
- Pilot Plant Scale Up TechniqueDocument84 pagesPilot Plant Scale Up Techniquedimendra100% (8)
- The Knelson Concentrator: Application and Operation at RoseberyDocument9 pagesThe Knelson Concentrator: Application and Operation at RoseberyVivek RanganathanNo ratings yet
- 10 1016@j Biombioe 2010 04 005Document11 pages10 1016@j Biombioe 2010 04 005Harry hafitaraNo ratings yet
- CHL 331 Term Project - 2014Document6 pagesCHL 331 Term Project - 2014xxxxsalmanNo ratings yet
- Mathematical Modeling of A Continuous Vibrating Fluidized Bed Dryer For GrainDocument13 pagesMathematical Modeling of A Continuous Vibrating Fluidized Bed Dryer For GrainRintoNo ratings yet
- Fluidized Bed CombustionDocument2 pagesFluidized Bed Combustionlaila salahNo ratings yet
- Pig Iron Production GuideDocument120 pagesPig Iron Production Guidesaurabh100% (1)
- NetzschDocument12 pagesNetzschquiqueNo ratings yet
- 1 s2.0 S0009250917305067 Main PDFDocument32 pages1 s2.0 S0009250917305067 Main PDFGAJANAN M NAIKNo ratings yet
- FYP PropsalDocument17 pagesFYP PropsalusamaNo ratings yet
- Coal Proximate Analysis PaperDocument21 pagesCoal Proximate Analysis PaperRahul SenNo ratings yet
- Fluidized Bed ReactorDocument12 pagesFluidized Bed Reactoradnantayyab100% (1)
- Complete Guide To Powder CoatingDocument46 pagesComplete Guide To Powder CoatingDanny Durham100% (4)
- Fluidized bed reactor design and fabricationDocument11 pagesFluidized bed reactor design and fabricationHarshaNo ratings yet
- Chapter No.5 Reactor DesignDocument8 pagesChapter No.5 Reactor DesignmichsantosNo ratings yet
- Finmet G4Document25 pagesFinmet G4Ron EstolanoNo ratings yet
- Design of A Fluidized Drum GranulatorDocument6 pagesDesign of A Fluidized Drum GranulatorditchcheNo ratings yet
- Fluidized Bed Jet MillDocument5 pagesFluidized Bed Jet Milln73686861No ratings yet
- Thermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorDocument10 pagesThermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorgauravNo ratings yet
- Fluidization PDFDocument26 pagesFluidization PDFU19CH081 Arnav GuptaNo ratings yet
- HopperDocument59 pagesHopperAnthony Tinashe MlamboNo ratings yet