You might also like
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewFrom EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNo ratings yet
- 2016 Test Paper-1 SolutionsDocument11 pages2016 Test Paper-1 SolutionsHari PrasadNo ratings yet
- Boiler Interview Question & Answer - Askpowerplant PDFDocument23 pagesBoiler Interview Question & Answer - Askpowerplant PDFnandusp1No ratings yet
- Boiler QuestionsDocument39 pagesBoiler Questionssk3146100% (11)
- Boiler BasicsDocument55 pagesBoiler BasicsSaravanakumar Alagarsamy100% (7)
- Boiler FAQs: Efficient Operation and SafetyDocument45 pagesBoiler FAQs: Efficient Operation and SafetyArsalan AliNo ratings yet
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719No ratings yet
- Boiler Theoretical QuestionDocument14 pagesBoiler Theoretical QuestionEzora Mushera0% (1)
- BoilerDocument19 pagesBoilerHimanshu kumarNo ratings yet
- 100 Questions On BoilersDocument5 pages100 Questions On Boilerskalpanaadhi100% (5)
- ... Boiler Problems......Document576 pages... Boiler Problems......Sundara Veerraju86% (7)
- Boiler OperationDocument97 pagesBoiler Operationdeeli1100% (2)
- Boiler BasicsDocument61 pagesBoiler Basicsfferla100% (1)
- Boiler and Steam SystemDocument33 pagesBoiler and Steam SystemDr. Akepati Sivarami Reddy100% (4)
- Boiler Exam Questions on Technology, Operations and SafetyDocument9 pagesBoiler Exam Questions on Technology, Operations and SafetySandip Warbhe83% (6)
- Top 50 Boiler Questions and AnswersDocument20 pagesTop 50 Boiler Questions and AnswersManasa ManuNo ratings yet
- 15 TPH FBC Boiler Technical DetailsDocument348 pages15 TPH FBC Boiler Technical DetailsMuttappa T JainapurNo ratings yet
- BOE REF SITES BOILER PARTSDocument22 pagesBOE REF SITES BOILER PARTSVelpuri RameshBabuNo ratings yet
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionAlok DoshiNo ratings yet
- Boiler FundamentalsDocument73 pagesBoiler Fundamentalsmasoodism100% (1)
- BoilerDocument16 pagesBoilerZubair Khan100% (1)
- Basics of Steam BoilersDocument29 pagesBasics of Steam BoilersGirish AroraNo ratings yet
- Steam BoilerDocument113 pagesSteam Boilerlusifadilah100% (4)
- Boiler InterlocksDocument54 pagesBoiler InterlocksAhemadNo ratings yet
- BOE PaperDocument3 pagesBOE PaperAnand Swami100% (2)
- 1e8c62 PDFDocument4 pages1e8c62 PDFGanesh Dasara0% (2)
- Boiler QuestionsDocument101 pagesBoiler QuestionssrinivasNo ratings yet
- Boiler Exam Study Guide 2Document10 pagesBoiler Exam Study Guide 2TINHLAING100% (3)
- Boiler Operation and MaintenanceDocument69 pagesBoiler Operation and MaintenanceGloria Hamilton100% (4)
- Boiler Mathematics (New Edition)Document5 pagesBoiler Mathematics (New Edition)AhmedUlBari100% (1)
- 210 MW Boiler Function System Cycles Main Auxiliaries OperationsDocument30 pages210 MW Boiler Function System Cycles Main Auxiliaries OperationsAhemad100% (2)
- 140 Boiler EmergenciesDocument32 pages140 Boiler EmergenciesSudip Guthe100% (2)
- General Description of Afbc BoilerDocument8 pagesGeneral Description of Afbc BoilerSaurabh Barange100% (1)
- Boiler Draught SystemDocument122 pagesBoiler Draught SystemBHUVANESH MNo ratings yet
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Boe Exam Paper Sep 2013Document8 pagesBoe Exam Paper Sep 2013Sandip WarbheNo ratings yet
- AP BOE-2013 Paper-1 SolutionDocument9 pagesAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- Boiler Operation Engineer (BOE) Viva QDocument12 pagesBoiler Operation Engineer (BOE) Viva QChetram Meena100% (1)
- Boiler SystemDocument22 pagesBoiler SystemMuhammad AfifuddinNo ratings yet
- Andhra Pradesh Boilers IDocument2 pagesAndhra Pradesh Boilers IPrakash KakaniNo ratings yet
- Indian BOE Coaching Services Provides Expert Guidance on Combustion SystemsDocument10 pagesIndian BOE Coaching Services Provides Expert Guidance on Combustion SystemsAlok DoshiNo ratings yet
- E. Steam Power Plant - Pe - ExamDocument4 pagesE. Steam Power Plant - Pe - ExamallovidNo ratings yet
- Reading Drawings-BOE EXAMDocument12 pagesReading Drawings-BOE EXAMChandra Kaladhar100% (12)
- KR BOE-2018 Paper-2 Solution PDFDocument8 pagesKR BOE-2018 Paper-2 Solution PDFBharatsinh Chauhan100% (4)
- Boiler Control and Instruments - Magadi (Compatibility Mode)Document30 pagesBoiler Control and Instruments - Magadi (Compatibility Mode)ArT MgMNo ratings yet
- The Boiler DesignDocument154 pagesThe Boiler DesignAyman Esa100% (2)
- Thermal Power Plant Objective Questions and Answers PDFDocument4 pagesThermal Power Plant Objective Questions and Answers PDFSaqib Ur RehmanNo ratings yet
- Boiler ReferenceDocument29 pagesBoiler ReferencetagolimotNo ratings yet
- Steam Genrators Lecture-2Document19 pagesSteam Genrators Lecture-2Gurpreet MeeluNo ratings yet
- BOE Oral Question TagDocument2 pagesBOE Oral Question TagParameswararao Billa80% (5)
- Design of A Steam Power PlantDocument19 pagesDesign of A Steam Power PlantAbhishek MeenaNo ratings yet
- Boiler Interview Question and AnswerDocument32 pagesBoiler Interview Question and AnswerVignesh Viki100% (1)
- Operation Of Boilers: Key Phases And Water Treatment StepsDocument50 pagesOperation Of Boilers: Key Phases And Water Treatment Stepstsrinivasan5083100% (1)
- Essential boiler system functions and safety questionsDocument4 pagesEssential boiler system functions and safety questionsanhhung8080% (5)
- 183 - Viva Questions Shared by Candidates of Gujarat BOE 2017Document4 pages183 - Viva Questions Shared by Candidates of Gujarat BOE 2017yousufali56100% (1)
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- 2.2 Boilers - Revised (Table Format)Document11 pages2.2 Boilers - Revised (Table Format)Gajanan JagtapNo ratings yet
- Performance Evaluation of Boilers: Avinash Raj 17BME0136Document36 pagesPerformance Evaluation of Boilers: Avinash Raj 17BME0136Rashmi KumariNo ratings yet
- BalancingDocument15 pagesBalancingKapil_1983No ratings yet
- TourismBrochure PuruliaDocument2 pagesTourismBrochure PuruliaKapil_1983No ratings yet
- Dodge Bearing.Document1 pageDodge Bearing.Kapil_1983No ratings yet
- BalancingDocument15 pagesBalancingKapil_1983No ratings yet
- GeneratorDocument18 pagesGeneratorKapil_1983No ratings yet
- ESP Operation and Maintenance GuideDocument42 pagesESP Operation and Maintenance GuideWahyu ßagus TriwiyonoNo ratings yet
- Concept AbtDocument7 pagesConcept AbtKapil_1983No ratings yet
- Preservation of Fans For Long Shut DownDocument1 pagePreservation of Fans For Long Shut DownKapil_1983No ratings yet
- Details of Domnik Air DrierDocument24 pagesDetails of Domnik Air DrierKapil_19830% (1)
- EMF GUIDE FOR ELECTRO MAGNETIC FIELDSDocument42 pagesEMF GUIDE FOR ELECTRO MAGNETIC FIELDSKapil_1983No ratings yet
- System Write Up For ETP in Thermal Power StationDocument3 pagesSystem Write Up For ETP in Thermal Power StationKapil_1983No ratings yet
- Leph 102Document42 pagesLeph 102Kapil_1983No ratings yet
- Schematic Diagram and Treatment Process of ETPDocument3 pagesSchematic Diagram and Treatment Process of ETPKapil_1983100% (1)
- Geometrical OpticsDocument44 pagesGeometrical OpticsKapil_1983100% (2)
- Circular MotionDocument37 pagesCircular MotionKapil_1983100% (1)
- CURRENT ELECTRICITY: KEY CONCEPTS IN 40 CHARACTERSDocument33 pagesCURRENT ELECTRICITY: KEY CONCEPTS IN 40 CHARACTERSKapil_1983100% (4)
- Basic of Process ControlDocument42 pagesBasic of Process Controlghass815100% (6)
- Presentation Burners: StartDocument15 pagesPresentation Burners: StartKapil_1983No ratings yet
- PAT Rules June 2012 - MrinalDocument28 pagesPAT Rules June 2012 - MrinalSayan AichNo ratings yet
- CondensorDocument26 pagesCondensorKapil_1983No ratings yet
- Power Plant Related TopicsDocument58 pagesPower Plant Related TopicsKapil_1983No ratings yet
- Stage - Ii Compressors - A Comparative Study UNIT-4 UNIT-5 UNIT-6 IA PA IA PA IA PA A B A B A B A B A B A B Trip ValueDocument1 pageStage - Ii Compressors - A Comparative Study UNIT-4 UNIT-5 UNIT-6 IA PA IA PA IA PA A B A B A B A B A B A B Trip ValueKapil_1983No ratings yet
- Boiler Cooling Guideline For Ktps123Document4 pagesBoiler Cooling Guideline For Ktps123Santosh MondalNo ratings yet
- 20042414Document35 pages20042414romo04No ratings yet
- Air CompressorsDocument43 pagesAir CompressorsagileengrNo ratings yet
- CombustionDocument35 pagesCombustionBernard Tan100% (1)
- Boe Notifiction 1Document1 pageBoe Notifiction 1RINJUNo ratings yet
- Mel725 37Document44 pagesMel725 37Rajneesh VachaspatiNo ratings yet
- CHECKLIST of Boiler DirctorateDocument2 pagesCHECKLIST of Boiler DirctorateKapil_1983No ratings yet
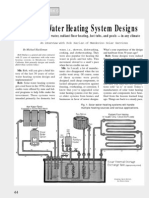
- Energy - Solar - Water Heating System Designs - (Ebook Construction Building How To Diy) (Tec@Nz)Document8 pagesEnergy - Solar - Water Heating System Designs - (Ebook Construction Building How To Diy) (Tec@Nz)ABELWALIDNo ratings yet
- Ncert ch2 Chemistry Class 11Document44 pagesNcert ch2 Chemistry Class 11Karan ManglaNo ratings yet
- Durborid Paste enDocument9 pagesDurborid Paste enSinan YILDIZNo ratings yet
- Raymond R. Weil, Nyle C. Brady Emeritus Professor - The Nature and Properties of Soils-Pearson (2016) - 101-147 PDFDocument47 pagesRaymond R. Weil, Nyle C. Brady Emeritus Professor - The Nature and Properties of Soils-Pearson (2016) - 101-147 PDFViviana LopezNo ratings yet
- Heat and Mass Transfer Rajput Cut2Document6 pagesHeat and Mass Transfer Rajput Cut2S Sweet SweetNo ratings yet
- Engineering Design Guideline Separator Vessel Rev01Document28 pagesEngineering Design Guideline Separator Vessel Rev01Yan Laksana50% (4)
- Amount of Substance CIE IGCSE 0620 PPQDocument7 pagesAmount of Substance CIE IGCSE 0620 PPQSNIPER GAMINGNo ratings yet
- Modeling and prevention of dust explosions in chemical processesDocument83 pagesModeling and prevention of dust explosions in chemical processesSawita LertsupochavanichNo ratings yet
- Pure Sine Vawe Inverter: SHI SeriesDocument3 pagesPure Sine Vawe Inverter: SHI SeriesbehaosziNo ratings yet
- DLP - (Inquiry Based Learning Approach)Document8 pagesDLP - (Inquiry Based Learning Approach)Julien ManarangNo ratings yet
- Chapter 11 - Chemical Reactions PDFDocument17 pagesChapter 11 - Chemical Reactions PDFapi-239855791No ratings yet
- Grade 7 Q2 Science LASDocument71 pagesGrade 7 Q2 Science LASIRISH ANNE MARAMAG100% (1)
- Stephen Hawking Reading ComprehensionDocument7 pagesStephen Hawking Reading ComprehensionJupiter MarsNo ratings yet
- Geography (Form 4) - Test 2 (2019)Document14 pagesGeography (Form 4) - Test 2 (2019)Kordell leydNo ratings yet
- DNH Solar Policy Clear - Notification - Electricity - Dept.Document10 pagesDNH Solar Policy Clear - Notification - Electricity - Dept.aniketNo ratings yet
- Solar ProjectDocument7 pagesSolar ProjectPriyanka MishraNo ratings yet
- Generator Power Factor Explained by YousseffaresDocument3 pagesGenerator Power Factor Explained by YousseffaresJoseph FaresNo ratings yet
- Higgs Boson Large Haddron Collider, BuddhismDocument8 pagesHiggs Boson Large Haddron Collider, BuddhismNihal SurasenNo ratings yet
- Concrete Mix Design M-40 (RCC) Grade: Name of Work Client Authority Engineer ContractorDocument34 pagesConcrete Mix Design M-40 (RCC) Grade: Name of Work Client Authority Engineer ContractorAshok amlapureNo ratings yet
- Chapter 9 HydrogenDocument19 pagesChapter 9 HydrogenYash PlayNo ratings yet
- River Morphology - Garde - IndiaDocument502 pagesRiver Morphology - Garde - Indiaburreiro100% (4)
- Unit 2 Passive Solar Heating and CoolingDocument69 pagesUnit 2 Passive Solar Heating and Coolingam9128No ratings yet
- Reaction of Beam: Roll No. Fy20H Y68Document4 pagesReaction of Beam: Roll No. Fy20H Y68Radhika GaikwadNo ratings yet
- Lecture 6 - Dynamics of Drive Systems: OutlineDocument12 pagesLecture 6 - Dynamics of Drive Systems: OutlineEmirhan AlmaNo ratings yet
- A Simple Experiment of Tyndall Effect: January, 13 2022 5 GroupDocument12 pagesA Simple Experiment of Tyndall Effect: January, 13 2022 5 GroupAnisah AzizahNo ratings yet
- Advantages of Ocean EnergyDocument5 pagesAdvantages of Ocean Energymunext96No ratings yet
- Switchgear Protection GuideDocument47 pagesSwitchgear Protection GuideEE166Srushti Vibhute.No ratings yet
- ACTIVITY NO. 10: The Nuclear Model of The Atom Name: Date: Year & Section: Score: Concept NotesDocument2 pagesACTIVITY NO. 10: The Nuclear Model of The Atom Name: Date: Year & Section: Score: Concept NotesDexter DizonNo ratings yet
- 03051Document2 pages03051JojolasNo ratings yet
- Tutorial 3 Heat Exchanger PDFDocument22 pagesTutorial 3 Heat Exchanger PDFBipin GiriNo ratings yet