You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- (PPT) Eurocode 2 Design of Concrete Structures EN1992-1-1 (Walraven)Document173 pages(PPT) Eurocode 2 Design of Concrete Structures EN1992-1-1 (Walraven)Gregory SimmonNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AC Pressure Test ChartsDocument8 pagesAC Pressure Test ChartsLogan Wohlford100% (1)
- HVAC Design ModuleDocument8 pagesHVAC Design ModuleParth PatelNo ratings yet
- CH 18Document28 pagesCH 18rammirisNo ratings yet
- Review of Stress Strain Due To Flexure!!Document4 pagesReview of Stress Strain Due To Flexure!!rammirisNo ratings yet
- TVBK 5185JJwebDocument100 pagesTVBK 5185JJwebrammirisNo ratings yet
- 24333Document20 pages24333rammirisNo ratings yet
- NQ49840 PDFDocument316 pagesNQ49840 PDFrafaelnmbarrosNo ratings yet
- Steel Design - LRFD AISC Steel Manual 13th Edition Bolted ConnectionsDocument4 pagesSteel Design - LRFD AISC Steel Manual 13th Edition Bolted ConnectionsFernando PizarroNo ratings yet
- Beam DeflectionDocument16 pagesBeam DeflectionPrashant MavaleNo ratings yet
- PTI Journal Hyperstatic!!Document13 pagesPTI Journal Hyperstatic!!rammirisNo ratings yet
- CH 4Document24 pagesCH 4rammirisNo ratings yet
- CH 8.7Document28 pagesCH 8.7rammirisNo ratings yet
- Section3 3 PDFDocument14 pagesSection3 3 PDFAlma RasyidNo ratings yet
- CM 2laneDocument21 pagesCM 2lanerammirisNo ratings yet
- CH 11Document91 pagesCH 11rammirisNo ratings yet
- CH 2Document36 pagesCH 2rammirisNo ratings yet
- Dissertation CDNDocument271 pagesDissertation CDNrammirisNo ratings yet
- Langefeld ThesisDocument160 pagesLangefeld ThesisrammirisNo ratings yet
- Shear Rehabilitation of G-Girder Bridges in Alberta Using Fibre Reinforced Polymer SheetsDocument12 pagesShear Rehabilitation of G-Girder Bridges in Alberta Using Fibre Reinforced Polymer SheetsrammirisNo ratings yet
- Bar An Pre StressedDocument14 pagesBar An Pre StressedDiego Alejandro Flores OrtízNo ratings yet
- American App Examples 2007 CompleteDocument388 pagesAmerican App Examples 2007 CompleteJay NatoNo ratings yet
- Mary Beth D. Hueste, John B. Mander, and Anagha S. Parkar: Technical Report Documentation PageDocument176 pagesMary Beth D. Hueste, John B. Mander, and Anagha S. Parkar: Technical Report Documentation PageAntonio HenryNo ratings yet
- l05 092Document7 pagesl05 092rammirisNo ratings yet
- Calculation Eurocode 2Document4 pagesCalculation Eurocode 2rammirisNo ratings yet
- Shear Rehabilitation of G-Girder Bridges in Alberta Using Fibre Reinforced Polymer SheetsDocument12 pagesShear Rehabilitation of G-Girder Bridges in Alberta Using Fibre Reinforced Polymer SheetsrammirisNo ratings yet
- Is 1343 Second RevisionDocument68 pagesIs 1343 Second RevisionrammirisNo ratings yet
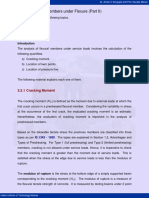
- Deflection Calculation and Control For Reinforced Concrete Flexural MembersDocument4 pagesDeflection Calculation and Control For Reinforced Concrete Flexural MembersrammirisNo ratings yet
- DonsoDocument78 pagesDonsoAzis Ali WibowoNo ratings yet
- Rak-43 3136 Prestressed Section Elastic ShorteningDocument2 pagesRak-43 3136 Prestressed Section Elastic ShorteningrammirisNo ratings yet
- BeamsDocument21 pagesBeamsSrinivas TanarapuNo ratings yet
- Pouring Permit 14k00302 - 6Document4 pagesPouring Permit 14k00302 - 6Abigail Sumatra CalunodNo ratings yet
- French DrainsDocument1 pageFrench DrainshulpeNo ratings yet
- Bom Format v2Document5 pagesBom Format v2Aries Villegas MontabonNo ratings yet
- CPCCCA3010 Install and Replace Windows and DoorsDocument41 pagesCPCCCA3010 Install and Replace Windows and DoorsRodrigo Andres Ruiz MedinaNo ratings yet
- Daylighting & Natural Lighting: Instructor: M Sc. Arch. Abdulbasit AliDocument39 pagesDaylighting & Natural Lighting: Instructor: M Sc. Arch. Abdulbasit AliAhmed FreehNo ratings yet
- BCM-V U2 Part-A 19-07-2021Document21 pagesBCM-V U2 Part-A 19-07-2021hyperloop707 designNo ratings yet
- Pipe Dimensions and Weights Data Sheet enDocument6 pagesPipe Dimensions and Weights Data Sheet enhaidderNo ratings yet
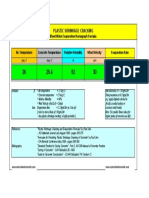
- Plastic Shrinkage Cracking: Bleed Water Evaporation Nomograph FormulaDocument1 pagePlastic Shrinkage Cracking: Bleed Water Evaporation Nomograph FormulaBesmir BeqiriNo ratings yet
- Types of Buildings: - Occupancy WiseDocument23 pagesTypes of Buildings: - Occupancy WiseMd. Tariqul IslamNo ratings yet
- Basic English Manual 2Document2 pagesBasic English Manual 2Iulian ZidaritaNo ratings yet
- US383050Document3 pagesUS383050Rohan KulkarniNo ratings yet
- Technological University of The Philippines: 2" X 3" X 18' Lumber 120x240cm PlywoodDocument10 pagesTechnological University of The Philippines: 2" X 3" X 18' Lumber 120x240cm Plywoodjoy ceE pabelloNo ratings yet
- HA3 - Diego Larra EspinoDocument4 pagesHA3 - Diego Larra EspinoDiegoNo ratings yet
- ROB - No-290 SUP-DESDocument120 pagesROB - No-290 SUP-DESmohana t100% (1)
- Design of Residential Building - Short NotDocument9 pagesDesign of Residential Building - Short NotyosefNo ratings yet
- Condensation in Buildings: Prepared By: Zarina Yasmin Hanur HarithDocument19 pagesCondensation in Buildings: Prepared By: Zarina Yasmin Hanur HarithSyafawani SyazyraNo ratings yet
- Batch 06,1604 17 732 320Document36 pagesBatch 06,1604 17 732 320syed AffanNo ratings yet
- 7chapter Masonry Structures - BNBC 2020 CommentaryDocument53 pages7chapter Masonry Structures - BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- 104 Monolithic Product InformationDocument1 page104 Monolithic Product Informationssmith2007No ratings yet
- Atap FumiraDocument4 pagesAtap FumiraJoko PurwodadiNo ratings yet
- Main Materials SortedDocument2,584 pagesMain Materials SortedAnaly DizonNo ratings yet
- NYC Building Code, Reference Standard RS 5-16Document16 pagesNYC Building Code, Reference Standard RS 5-16bclarkeoobNo ratings yet
- FV4C Installation Manual Fan Coil For Puronr RefrigerantDocument18 pagesFV4C Installation Manual Fan Coil For Puronr RefrigeranttylerdurdaneNo ratings yet
- Capstone Chapter 4Document108 pagesCapstone Chapter 4Calvin BaraquiaNo ratings yet
- Transmaterial 2 PDFDocument18 pagesTransmaterial 2 PDFSulman KhalidNo ratings yet
- BUILDING BYE LAWS RELATED TO FIRE SAFETY PROVISIONS - IndiaDocument20 pagesBUILDING BYE LAWS RELATED TO FIRE SAFETY PROVISIONS - IndiaSONY ABRAHAMNo ratings yet
- Steicomulti Udb en IDocument2 pagesSteicomulti Udb en IAlainNo ratings yet
- AOR Conc Blocks 450x300x150 M30Document1 pageAOR Conc Blocks 450x300x150 M30Daljeet SidhuNo ratings yet