You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Wear Mechanism of Exhaust ValveDocument8 pagesWear Mechanism of Exhaust Valvemuki10No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- SAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, IncDocument2 pagesSAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, Incmuki10No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Technical Data Sheet: Persang Alloy Industries Pvt. LTDDocument2 pagesTechnical Data Sheet: Persang Alloy Industries Pvt. LTDmuki10No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Yogesh Aghav 2Document7 pagesYogesh Aghav 2pranjalbaruah8No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Thermal Shock Corrosion of Valve SteelsDocument13 pagesThermal Shock Corrosion of Valve Steelsmuki10No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Transient Thermal Analysis of Engine Exhaust ValveDocument20 pagesTransient Thermal Analysis of Engine Exhaust Valvemuki10No ratings yet
- Understanding Valve Design and AlloysDocument6 pagesUnderstanding Valve Design and Alloysmuki10No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Engine Valve Recession, Case StudyDocument4 pagesEngine Valve Recession, Case Studymuki10100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Valve Face BurningDocument2 pagesValve Face BurningMomina AliNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Wear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat InsertsDocument13 pagesWear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat Insertsmuki10No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 7-Failure Analysis of InternalDocument9 pages7-Failure Analysis of Internalrajeshsrajan1974No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Engine Combustion Deposit PDFDocument16 pagesEngine Combustion Deposit PDFMomina AliNo ratings yet
- Wear Behaviour of Engine ValveDocument5 pagesWear Behaviour of Engine Valvemuki10No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Effects of High Temperature On The Microstructure of Engine ValvesDocument5 pagesEffects of High Temperature On The Microstructure of Engine ValvesMomina AliNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Lead-Free Comparison of AlloysDocument11 pagesLead-Free Comparison of Alloysmuki10No ratings yet
- Gas Lift Paper 1Document12 pagesGas Lift Paper 1muki10No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Gas Lift Paper ResearchDocument15 pagesGas Lift Paper Researchmuki10No ratings yet
- SAC ALLOY 305 MaterialDocument2 pagesSAC ALLOY 305 Materialmuki10No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Nodal Analysis - Based Design For Improving Gas Lift Wells ProductionDocument10 pagesNodal Analysis - Based Design For Improving Gas Lift Wells ProductionSeth CheathamNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SAC ALLOY 305 MaterialDocument2 pagesSAC ALLOY 305 Materialmuki10No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Add To Study GuideDocument16 pagesAdd To Study Guidemuki10No ratings yet
- SAC 305 Bar Solder Data SheetDocument2 pagesSAC 305 Bar Solder Data Sheetmuki10No ratings yet
- Reference LetterDocument2 pagesReference Lettermuki10No ratings yet
- Technical Data Sheet: Persang Alloy Industries Pvt. LTDDocument2 pagesTechnical Data Sheet: Persang Alloy Industries Pvt. LTDmuki10No ratings yet
- Wellbore Cleanout ReportDocument2 pagesWellbore Cleanout Reportmuki10No ratings yet
- CNG Cylinder BlastDocument3 pagesCNG Cylinder Blastmuki10No ratings yet
- Demister EfficiencyDocument9 pagesDemister EfficiencyHastelloy MonelNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Metal Foam Heat ExchangerDocument16 pagesMetal Foam Heat Exchangermuki10No ratings yet
- ME4Document12 pagesME4muki10No ratings yet
- 215 Final Exam Formula SheetDocument2 pages215 Final Exam Formula SheetH.C. Z.No ratings yet
- The Neuromarketing ConceptDocument7 pagesThe Neuromarketing ConceptParnika SinghalNo ratings yet
- Money Habits - Saddleback ChurchDocument80 pagesMoney Habits - Saddleback ChurchAndriamihaja MichelNo ratings yet
- Coaching Manual RTC 8Document1 pageCoaching Manual RTC 8You fitNo ratings yet
- Architect Magazine 2023 0506Document152 pagesArchitect Magazine 2023 0506fohonixNo ratings yet
- Principles of Cooking MethodsDocument8 pagesPrinciples of Cooking MethodsAizelle Guerrero Santiago100% (1)
- COSMO NEWS September 1, 2019 EditionDocument4 pagesCOSMO NEWS September 1, 2019 EditionUnited Church of Christ in the PhilippinesNo ratings yet
- Lifetime Prediction of Fiber Optic Cable MaterialsDocument10 pagesLifetime Prediction of Fiber Optic Cable Materialsabinadi123No ratings yet
- DeathoftheegoDocument123 pagesDeathoftheegoVictor LadefogedNo ratings yet
- Apartheid in South AfricaDocument24 pagesApartheid in South Africaapi-300093410100% (1)
- Conformity Observation Paper 1Document5 pagesConformity Observation Paper 1api-524267960No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Social Studies 5th Grade Georgia StandardsDocument6 pagesSocial Studies 5th Grade Georgia Standardsapi-366462849No ratings yet
- Using JAXB For XML With Java - DZone JavaDocument20 pagesUsing JAXB For XML With Java - DZone JavajaehooNo ratings yet
- Ode To The West Wind Text and AnalysisDocument7 pagesOde To The West Wind Text and AnalysisAbdullah HamzaNo ratings yet
- Nota 4to Parcial ADocument8 pagesNota 4to Parcial AJenni Andrino VeNo ratings yet
- Chapters Name in Sanskrit and English Setting The SceneDocument3 pagesChapters Name in Sanskrit and English Setting The Sceneishvarchandra dasNo ratings yet
- Klarna: Klarna A Company Valued To Be 5.5 Billion and 8 Most Valued Fintech Company in The WorldDocument1 pageKlarna: Klarna A Company Valued To Be 5.5 Billion and 8 Most Valued Fintech Company in The WorldChetan NarasannavarNo ratings yet
- The Relationship Between Law and MoralityDocument12 pagesThe Relationship Between Law and MoralityAnthony JosephNo ratings yet
- D3Document2 pagesD3zyaNo ratings yet
- ARCHESDocument10 pagesARCHESCaroline MugureNo ratings yet
- Section 9 - Brickwork and BlockworkDocument6 pagesSection 9 - Brickwork and BlockworkShing Faat WongNo ratings yet
- Write A Program in C To Check Whether A Entered Number Is Positive, Negative or ZeroDocument10 pagesWrite A Program in C To Check Whether A Entered Number Is Positive, Negative or ZeroSabin kandelNo ratings yet
- Strength Exp 2 Brinell Hardness TestDocument13 pagesStrength Exp 2 Brinell Hardness Testhayder alaliNo ratings yet
- Café Management System Full and Final ReportDocument18 pagesCafé Management System Full and Final ReportMuhammad Xalman Xhaw100% (3)
- Glint 360 Design GuideDocument2 pagesGlint 360 Design GuidebNo ratings yet
- 5 L&D Challenges in 2024Document7 pages5 L&D Challenges in 2024vishuNo ratings yet
- SBFpart 2Document12 pagesSBFpart 2Asadulla KhanNo ratings yet
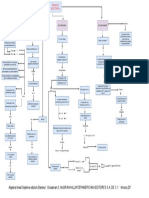
- Algebra Lineal Septima Edicion Stanley I. Grossman S. Mcgraw-Hilliinteramericana Editores S.A. de C.V Mexico, DFDocument1 pageAlgebra Lineal Septima Edicion Stanley I. Grossman S. Mcgraw-Hilliinteramericana Editores S.A. de C.V Mexico, DFJOSE JULIAN RAMIREZ ROJASNo ratings yet
- Geotech Report, ZHB010Document17 pagesGeotech Report, ZHB010A.K.M Shafiq MondolNo ratings yet
- 10-02-20. Deed of Donation SSF Equipment - SSF On Vermicomposting (Formerly Large Scale Vermi Composting Production)Document3 pages10-02-20. Deed of Donation SSF Equipment - SSF On Vermicomposting (Formerly Large Scale Vermi Composting Production)Catherine BenbanNo ratings yet