You might also like
- Surface Roughness (JIS B 0601-2001)Document3 pagesSurface Roughness (JIS B 0601-2001)Prashantha Raju100% (3)
- Maintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsDocument21 pagesMaintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsFranklin L SilvaNo ratings yet
- Phased Array Probes Application MatrixDocument1 pagePhased Array Probes Application MatrixFethi BELOUISNo ratings yet
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- EC3 & EC4 Worked ExamplesDocument28 pagesEC3 & EC4 Worked Examplesplienovyras100% (4)
- Wind Load and Roof Load CalculationDocument20 pagesWind Load and Roof Load CalculationleodegarioporralNo ratings yet
- The Heart of The Hills. The History of Sassafras Primary School Number 3222 and Its Place in The Sassafras Community For 120 Years: 1894-2014 Rowan SmithDocument115 pagesThe Heart of The Hills. The History of Sassafras Primary School Number 3222 and Its Place in The Sassafras Community For 120 Years: 1894-2014 Rowan SmithRowan SmithNo ratings yet
- RICHARD M. HUFF - Reality TelevisionDocument200 pagesRICHARD M. HUFF - Reality TelevisionmelribeiroNo ratings yet
- Termodinamika Yunus Changel Chapter 15Document45 pagesTermodinamika Yunus Changel Chapter 15Silvi Wildia Hariadi PribadiNo ratings yet
- Introduction To Fluid MechanicsDocument49 pagesIntroduction To Fluid MechanicsTeja Maruvada100% (1)
- D-p5-Bv-pd-014 - Replica, Issue 01, Rev 00 - Insitu Metallographic Replica TestDocument16 pagesD-p5-Bv-pd-014 - Replica, Issue 01, Rev 00 - Insitu Metallographic Replica TestThinh NguyenNo ratings yet
- Ipc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderDocument7 pagesIpc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderOswaldo MontenegroNo ratings yet
- 03.QSP-QC-003-Transmitter Calibration Procedure With RTD & TCDocument2 pages03.QSP-QC-003-Transmitter Calibration Procedure With RTD & TCMangesh MohiteNo ratings yet
- 3D 301 Header AnalysisDocument19 pages3D 301 Header AnalysisMahmoud GaberNo ratings yet
- ITP For Inspection Fin Fan Cooler 03 E 2A 1 2 B1C PDFDocument2 pagesITP For Inspection Fin Fan Cooler 03 E 2A 1 2 B1C PDFMashudi FikriNo ratings yet
- IRTS NDT in Service Corrosion Mapping Procedure Revision 1Document11 pagesIRTS NDT in Service Corrosion Mapping Procedure Revision 1PeterNo ratings yet
- Handbook For Magnaflux YM5 Permanent Magnet Yoke Dec 11 English Printable Version PDFDocument5 pagesHandbook For Magnaflux YM5 Permanent Magnet Yoke Dec 11 English Printable Version PDFPilar Medrano MenaNo ratings yet
- Phased Array PresentationDocument39 pagesPhased Array Presentationravi100% (2)
- Non-Destructive Testing 03Document111 pagesNon-Destructive Testing 03Muhammad AbidinNo ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- RT 02Document91 pagesRT 02HAKANNo ratings yet
- Eddy Current Techniques For Non-DestructiveDocument185 pagesEddy Current Techniques For Non-DestructiveAli Min BaghdadNo ratings yet
- Ut at High TemperatureDocument11 pagesUt at High TemperatureaamirapiNo ratings yet
- E1158Document4 pagesE1158Irish Manglicmot LagundinoNo ratings yet
- Ut 4 PDFDocument42 pagesUt 4 PDFtusharNo ratings yet
- IRIS SetupDocument32 pagesIRIS SetupAqib AliNo ratings yet
- ASME SECTION VIII Ultrasonido CriteriosDocument1 pageASME SECTION VIII Ultrasonido CriteriosLorena Jimenez100% (1)
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- Steps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)Document7 pagesSteps For Carrying Out Radiographic Testing On Weld: 5. Calculate Exposure Time For Actual SOD (SOD-A)CheeragNo ratings yet
- Neutron RadiographyDocument29 pagesNeutron RadiographyKaitlyn SmallfootNo ratings yet
- Procedure Demonstration RecordDocument5 pagesProcedure Demonstration RecordSantanu SahaNo ratings yet
- GT11N2 Gas Turbine in IranDocument4 pagesGT11N2 Gas Turbine in IranMohammad Bahreini100% (1)
- Basic Knowledge Required For Entry: Wavemaker G3 Level 1 Training CourseDocument24 pagesBasic Knowledge Required For Entry: Wavemaker G3 Level 1 Training CourseJose OcañaNo ratings yet
- UT Procedure PDFDocument23 pagesUT Procedure PDFcentaury2013No ratings yet
- CV Hotrungtinh QC-NDT PDFDocument6 pagesCV Hotrungtinh QC-NDT PDFTrung Tinh HoNo ratings yet
- 38DLPlus Training Power PointDocument236 pages38DLPlus Training Power PointAndrésDamiánVallejoNo ratings yet
- Phased Array Ultrasonic Testing of Welds - 161-180Document20 pagesPhased Array Ultrasonic Testing of Welds - 161-180Kevin HuangNo ratings yet
- HTHA - Relatório SGS PDFDocument231 pagesHTHA - Relatório SGS PDFlgustavocoelhoNo ratings yet
- ASNTDocument5 pagesASNTshifaNo ratings yet
- Requirements For Non-Destructive Examination Methods Eddy CurrentDocument21 pagesRequirements For Non-Destructive Examination Methods Eddy Currentzemog001No ratings yet
- Approval of MPI ProcedureDocument17 pagesApproval of MPI ProcedureimranNo ratings yet
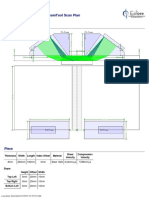
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajNo ratings yet
- PAUT at Elevated-TemperaturesDocument5 pagesPAUT at Elevated-Temperatureswalter091011No ratings yet
- Omniscan Setup - Basic SetupDocument29 pagesOmniscan Setup - Basic SetupcarlosNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- PA-CAT - Measurement of Metal Loss at Pipe Supports Using An Innovative Phased Array ApproachDocument12 pagesPA-CAT - Measurement of Metal Loss at Pipe Supports Using An Innovative Phased Array ApproachPetrNo ratings yet
- Upf Pipe Support Inspection RecordDocument2 pagesUpf Pipe Support Inspection RecordaryopnNo ratings yet
- IRTS Pulsed Eddy Current Testing Work ProcedureDocument10 pagesIRTS Pulsed Eddy Current Testing Work ProcedurePeterNo ratings yet
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANo ratings yet
- Automated Robotic InspectionDocument6 pagesAutomated Robotic Inspectionprakush01975225403No ratings yet
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaNo ratings yet
- Reporting: Report Manager Generator (P11)Document31 pagesReporting: Report Manager Generator (P11)PrakashNo ratings yet
- Final Draft en Iso Fdis 15548-2 - 2007Document39 pagesFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenNo ratings yet
- Regulatory Guide: June, 2019 PNRA-RG-904.06 (Rev.0)Document40 pagesRegulatory Guide: June, 2019 PNRA-RG-904.06 (Rev.0)Shahbaz AhmadNo ratings yet
- BHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Document11 pagesBHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Saddam HossainNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Nondestructive Inspection of Hull Welds 2002Document71 pagesNondestructive Inspection of Hull Welds 2002Henry GelvisNo ratings yet
- RT Safe Work Area CalculationDocument10 pagesRT Safe Work Area CalculationMuhammed Hisham H100% (1)
- Curso Leak DetectionDocument21 pagesCurso Leak DetectionDurgamadhaba Mishra100% (1)
- Transient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyFrom EverandTransient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyRating: 5 out of 5 stars5/5 (1)
- RT Procedure Rev.01Document30 pagesRT Procedure Rev.01shivanshsovNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Footing 110 PDFDocument11 pagesFooting 110 PDFasif billalNo ratings yet
- Truss PDFDocument1 pageTruss PDFNguyenThanhdungNo ratings yet
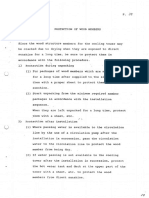
- 4 Protection of Wood MembersDocument16 pages4 Protection of Wood MembersNguyenThanhdungNo ratings yet
- Ecalc Manual PDFDocument58 pagesEcalc Manual PDFNguyenThanhdungNo ratings yet
- Pad Foundation DesignDocument4 pagesPad Foundation Designg4goharNo ratings yet
- Structural and Thermal Analysis On A Tapered Roller Bearing: AbstractDocument10 pagesStructural and Thermal Analysis On A Tapered Roller Bearing: AbstractNguyenThanhdungNo ratings yet
- Copeland Scroll ZR90-380 AGUDocument22 pagesCopeland Scroll ZR90-380 AGUAhmed AzadNo ratings yet
- Water Spray SystemDocument5 pagesWater Spray SystemNguyenThanhdungNo ratings yet
- Footing XMLDocument25 pagesFooting XMLShaikh Muhammad AteeqNo ratings yet
- FrameDocument2 pagesFrameNguyenThanhdungNo ratings yet
- Reference Data: Schedule 40 Steel Pipe DataDocument2 pagesReference Data: Schedule 40 Steel Pipe DataKareem HelalNo ratings yet
- AISC - Buckling DesignDocument9 pagesAISC - Buckling Designmelvin_leongNo ratings yet
- Cat76aa MetricDocument166 pagesCat76aa MetricNguyenThanhdung100% (1)
- Copeland Scroll ZR90-380 AGUDocument39 pagesCopeland Scroll ZR90-380 AGUNguyenThanhdungNo ratings yet
- Project ManagementDocument214 pagesProject ManagementNguyenThanhdungNo ratings yet
- Gas Leak CalculationDocument1 pageGas Leak CalculationNguyenThanhdungNo ratings yet
- Combustible Dust ExplosionsDocument7 pagesCombustible Dust ExplosionsNguyenThanhdungNo ratings yet
- L20 - Silos and TanksDocument22 pagesL20 - Silos and TanksVasil Georgiev GeorgievNo ratings yet
- Iw Tank Fa 9220 Trouble InvestigationDocument3 pagesIw Tank Fa 9220 Trouble InvestigationzatenneNo ratings yet
- Calculation of Wind and Seismic LoadsDocument6 pagesCalculation of Wind and Seismic Loadsfaris11No ratings yet
- 2500 MM 2500 MM: Protection (Steel Structure) at The Area of No Road CrossingDocument2 pages2500 MM 2500 MM: Protection (Steel Structure) at The Area of No Road CrossingNguyenThanhdungNo ratings yet
- GX EMan PDFDocument182 pagesGX EMan PDFNguyenThanhdungNo ratings yet
- Standard Weight Schedule 40 Steel PipeDocument1 pageStandard Weight Schedule 40 Steel PipeNguyenThanhdungNo ratings yet
- KQ AnhDocument1 pageKQ AnhNguyenThanhdungNo ratings yet
- Before After: Motor End - None Drive, Horizontal. Rotor Speed 24.66 R/sDocument5 pagesBefore After: Motor End - None Drive, Horizontal. Rotor Speed 24.66 R/sNguyenThanhdungNo ratings yet
- Create A ValveDocument15 pagesCreate A ValveBruno AssisNo ratings yet
- Artistic Landscape Photography by Wall, 1896Document186 pagesArtistic Landscape Photography by Wall, 1896geoecologist100% (1)
- Nikon D7000 User's Manual (English) PrintableDocument348 pagesNikon D7000 User's Manual (English) PrintablegoldfiresNo ratings yet
- Film Review: Godard's BreathlessDocument7 pagesFilm Review: Godard's Breathlessmattlight07No ratings yet
- You Cannot See Me From Where I Look at Myself-Francesca WoodmanDocument9 pagesYou Cannot See Me From Where I Look at Myself-Francesca WoodmanJinyeong Park100% (1)
- How We Use Instagram To Communicate Microbiology To The PublicDocument8 pagesHow We Use Instagram To Communicate Microbiology To The PublicKoyel Sreyashi BasuNo ratings yet
- Lesson 1 ActivityDocument2 pagesLesson 1 ActivityYameteKudasaiNo ratings yet
- Reading Test - 2017 1st SemesterDocument2 pagesReading Test - 2017 1st SemesterTuanyNo ratings yet
- L38111 (Kunlun2) MB Schemetics L3 RepairDocument45 pagesL38111 (Kunlun2) MB Schemetics L3 RepairMilson MenezesNo ratings yet
- LensCulture Street Photography Guide 2023Document90 pagesLensCulture Street Photography Guide 2023gianlucaNo ratings yet
- Whole UnitDocument47 pagesWhole Unitapi-349901673No ratings yet
- Editing Documents: With POLARIS Office, You Can Create New Documents inDocument5 pagesEditing Documents: With POLARIS Office, You Can Create New Documents inPeter D.No ratings yet
- My First 100 Basic English Questions With Spanish TranslationsDocument66 pagesMy First 100 Basic English Questions With Spanish Translationsrico16022813No ratings yet
- PixelDocument3 pagesPixelSopno GhuriNo ratings yet
- American Cinematographer Manual by Michael Goi, Editor, Michael Goi, ASCDocument1,611 pagesAmerican Cinematographer Manual by Michael Goi, Editor, Michael Goi, ASCNava BuddyNo ratings yet
- Family Photos TranscriptDocument1 pageFamily Photos TranscriptRut MejiaNo ratings yet
- Fall 2018 Quadrille CatalogDocument84 pagesFall 2018 Quadrille CatalogChronicleBooksNo ratings yet
- Digital Imaging in DentistryDocument24 pagesDigital Imaging in DentistryimmortalneoNo ratings yet
- SU99Document95 pagesSU99saopauloNo ratings yet
- Mini YearBook ProjectDocument12 pagesMini YearBook Projectrmatthews21No ratings yet
- Analysis of LeonDocument21 pagesAnalysis of Leonapi-301438132No ratings yet
- Interesting Topics For PresentationDocument13 pagesInteresting Topics For PresentationArivazhagan ArtNo ratings yet
- (Ebook PDF) - Graphic Design - Advanced Photoshop TechniquesDocument115 pages(Ebook PDF) - Graphic Design - Advanced Photoshop TechniquesLisaNo ratings yet
- Photoshop CS5 Shortcut KeysDocument5 pagesPhotoshop CS5 Shortcut KeysHarvinder SinghNo ratings yet
- The Impossible DoseDocument32 pagesThe Impossible DoseAdna Hash AhmedNo ratings yet
- BOA Emulator Software Installation Guide 175xDocument8 pagesBOA Emulator Software Installation Guide 175xbrunomarmeNo ratings yet
- POPE, ARTHUR UPHAM - Encyclopaedia IranicaDocument10 pagesPOPE, ARTHUR UPHAM - Encyclopaedia IranicaThe RearrangerNo ratings yet
- Mingo ScriptDocument4 pagesMingo Scriptapi-660545153No ratings yet
- Kashinath Narayan Gharat v. State of Maharashtra, 2021 SCC OnLine Bom 5910Document15 pagesKashinath Narayan Gharat v. State of Maharashtra, 2021 SCC OnLine Bom 5910SAKET BANSALNo ratings yet