You might also like
- Boilers, Boiler Fuel andDocument7 pagesBoilers, Boiler Fuel andVivek RamnohurNo ratings yet
- Energy Conservation in Bagasse Fired BoilerDocument4 pagesEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCNo ratings yet
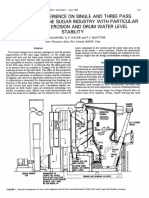
- Operating Experience On Single and Three Pass BoilersDocument7 pagesOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaNo ratings yet
- 3194 PDF PDFDocument7 pages3194 PDF PDFdillipsh123No ratings yet
- Dynamic Model of a Once-Through Steam GeneratorDocument8 pagesDynamic Model of a Once-Through Steam GeneratorFrancesco CordellaNo ratings yet
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pages1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiNo ratings yet
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersArunNo ratings yet
- Efficiency Calculations of BagasseDocument4 pagesEfficiency Calculations of BagasseOmar Ahmed ElkhalilNo ratings yet
- Ejectors Give Any Suction PressureDocument7 pagesEjectors Give Any Suction Pressurehappale2002No ratings yet
- PROPERTIES AND OPERATING EXPERIENCE WITH BAGASSE AS A BOILER FUELDocument6 pagesPROPERTIES AND OPERATING EXPERIENCE WITH BAGASSE AS A BOILER FUELAmulya KumarNo ratings yet
- Bioenergy PPT Baggasse OnDocument17 pagesBioenergy PPT Baggasse Onjambo98No ratings yet
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 pagesSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado MarroquinNo ratings yet
- 1988 - Magasiner - Pneumatic Spreading of Fibrous PDFDocument6 pages1988 - Magasiner - Pneumatic Spreading of Fibrous PDFShubha Roy100% (1)
- Basics of Boiler DesignDocument92 pagesBasics of Boiler DesignJitender SinghNo ratings yet
- Alstom BFB PDFDocument18 pagesAlstom BFB PDFNaveed RabbaniNo ratings yet
- Cane Shredder 2Document9 pagesCane Shredder 2Dirajen Pullay MardayNo ratings yet
- Boiler and Its Efficiency-1Document38 pagesBoiler and Its Efficiency-1Madhu KamshettyNo ratings yet
- Performance of An Improved Pan Stirrer A PDFDocument12 pagesPerformance of An Improved Pan Stirrer A PDFbkarakoseNo ratings yet
- Research On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatorDocument5 pagesResearch On Heat Transfer Coefficient of Horizontal Tube Falling Film EvaporatordonyaNo ratings yet
- USC Steam Turbine TechnologyDocument17 pagesUSC Steam Turbine TechnologyteijarajNo ratings yet
- CH-14 Design Fundamentals of BoilerDocument15 pagesCH-14 Design Fundamentals of BoilerRavi ShankarNo ratings yet
- Development of Steam DrumDocument8 pagesDevelopment of Steam DrumRaja SellappanNo ratings yet
- Emsland Germany Ka26 CCPP Project DatasheetDocument6 pagesEmsland Germany Ka26 CCPP Project DatasheetNihed KilaniNo ratings yet
- Falling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFDocument5 pagesFalling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFFajar KurniawanNo ratings yet
- Cane preparation optimisedDocument7 pagesCane preparation optimisedarcher178No ratings yet
- Condensing Economizer ArticleDocument4 pagesCondensing Economizer ArticleErhan KayabaşıNo ratings yet
- From Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsFrom EverandFrom Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsNo ratings yet
- NAWTEC13-3164: Optimizing Steam Turbine Generator OutputDocument14 pagesNAWTEC13-3164: Optimizing Steam Turbine Generator OutputAjiNo ratings yet
- IEEE BoilerDocument9 pagesIEEE Boiler4nagNo ratings yet
- Formulas BoilerDocument0 pagesFormulas BoilerJopha S Deva100% (1)
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocument9 pagesDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596No ratings yet
- TPP Steel PlantDocument25 pagesTPP Steel PlantPRASANTHNo ratings yet
- Optimization of Milling Performance of A Sugar Mill by UsingDocument12 pagesOptimization of Milling Performance of A Sugar Mill by Usingduraiprakash830% (1)
- Over Water WingDocument7 pagesOver Water WingtsaipeterNo ratings yet
- Circulation Control CalculationDocument26 pagesCirculation Control Calculationhafidhrahadiyan2No ratings yet
- 7.1.prob - Sheet Gas Power CyclesDocument3 pages7.1.prob - Sheet Gas Power CyclesAnonymous mXicTi8hB0% (1)
- Concepts of HHV and LHVDocument3 pagesConcepts of HHV and LHVEliot Kh100% (1)
- BFBC or StrokerDocument6 pagesBFBC or StrokerkichasNo ratings yet
- Piping Eveporative COndensersDocument12 pagesPiping Eveporative COndensersscribd99190No ratings yet
- Air Monitoring Combustion Air Power BoilersDocument189 pagesAir Monitoring Combustion Air Power BoilersAnonymous zdCUbW8HfNo ratings yet
- Roller Grate 5Document9 pagesRoller Grate 5barrosojmsNo ratings yet
- Energy Management in Multiple Effect EvaporatorDocument5 pagesEnergy Management in Multiple Effect EvaporatorI. Murali KrishnaNo ratings yet
- 5 - Turbine Generator Upgrades & MaintenanceDocument30 pages5 - Turbine Generator Upgrades & Maintenancerashm006ranjan100% (1)
- Selection Criteria For DampersDocument4 pagesSelection Criteria For Dampersmarlon168No ratings yet
- Bps-06 NOx ControlDocument4 pagesBps-06 NOx ControlLTE002No ratings yet
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 pagesEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshNo ratings yet
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesDocument12 pages1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19No ratings yet
- UTW CJSC Steam TurbinesDocument36 pagesUTW CJSC Steam TurbinesvamsiklNo ratings yet
- Thermal Performance Assessment of Steam Surface CondenserDocument8 pagesThermal Performance Assessment of Steam Surface CondenserJeeEianYannNo ratings yet
- Gas Turbines Technical PerformanceDocument2 pagesGas Turbines Technical PerformanceRoozbeh PNo ratings yet
- Steam Condensation ReportDocument17 pagesSteam Condensation ReportKingsley EdemidiongNo ratings yet
- Failures of BoilersDocument7 pagesFailures of BoilersTeuku Rizal El SilencioNo ratings yet
- Furnace 01490Document83 pagesFurnace 01490JKKNo ratings yet
- TP CFB 12 03Document16 pagesTP CFB 12 03Harish MechNo ratings yet
- Thrust Free Tailbar For Mill DriveDocument3 pagesThrust Free Tailbar For Mill Driveanwar mughalNo ratings yet
- Firing of BiomassDocument8 pagesFiring of BiomassBrianNo ratings yet
- Coal Blending With Fly Ash-An ApproachDocument28 pagesCoal Blending With Fly Ash-An ApproachcaptainrajneeshNo ratings yet
- Simulation of A Visbreaking UnitDocument5 pagesSimulation of A Visbreaking UnitPablo PaganiNo ratings yet
- Mi - 6 12 eDocument20 pagesMi - 6 12 eflitzzzNo ratings yet
- Tutorial 3. Flow and Heat Transfer Over A Flat PlateDocument22 pagesTutorial 3. Flow and Heat Transfer Over A Flat PlatemihailmiNo ratings yet
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- Characteristics: Lorem Ipsum Lorem IpsumDocument1 pageCharacteristics: Lorem Ipsum Lorem IpsumflitzzzNo ratings yet
- Cross-Flow Staggered-Tube Heat Exchanger Analysis For High Entha PDFDocument107 pagesCross-Flow Staggered-Tube Heat Exchanger Analysis For High Entha PDFhalder_kalyan9216No ratings yet
- 051 056Document6 pages051 056flitzzzNo ratings yet
- Troubleshoot ClassicDocument9 pagesTroubleshoot ClassicflitzzzNo ratings yet
- Paper18 KumarDocument10 pagesPaper18 KumarghezelasheghiNo ratings yet
- Heat Transfer White PaperDocument14 pagesHeat Transfer White PaperflitzzzNo ratings yet
- USB Devices and DriversDocument7 pagesUSB Devices and DriversflitzzzNo ratings yet
- Astm Standart Table of PreasureDocument1 pageAstm Standart Table of PreasureflitzzzNo ratings yet
- Aisi Standart Table of PreasureDocument2 pagesAisi Standart Table of PreasureflitzzzNo ratings yet
- List Game Pro PC GamersDocument48 pagesList Game Pro PC GamersflitzzzNo ratings yet
- Game List.085646001485 AprilDocument118 pagesGame List.085646001485 AprilflitzzzNo ratings yet
- Third Party Legal NoticesDocument1 pageThird Party Legal NoticesvincexianNo ratings yet
- 50byn 3sbDocument4 pages50byn 3sbflitzzzNo ratings yet
- ICC-ES-AC 86-0619-AltDocument10 pagesICC-ES-AC 86-0619-AltrcNo ratings yet
- DIY Homemade HHO Hydrogen Generator - RMCyberneticsDocument6 pagesDIY Homemade HHO Hydrogen Generator - RMCyberneticsharisaryono100% (1)
- 3363 - Problem - 5-6 Material Balance High Press Gas Reservoir - Jun07Document2 pages3363 - Problem - 5-6 Material Balance High Press Gas Reservoir - Jun07Charles PabaneNo ratings yet
- SABIC® LLDPE - 118NM - Global - Technical - Data - SheetDocument1 pageSABIC® LLDPE - 118NM - Global - Technical - Data - SheetKenneth ShiNo ratings yet
- Waukesha Worldpump - ArticleDocument4 pagesWaukesha Worldpump - Articlepaulo cesar hernandez mijangosNo ratings yet
- MasterCast 141MDocument5 pagesMasterCast 141Mrobin rezkNo ratings yet
- Department of Civil Engineering Test Report of Concrete Mix DesignDocument3 pagesDepartment of Civil Engineering Test Report of Concrete Mix Designsupreetha k sNo ratings yet
- 2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions HyderabadDocument4 pages2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions Hyderabadnithish0% (1)
- Geology Report Group 6Document19 pagesGeology Report Group 6Muiz Sofi100% (1)
- Formula Mass WorksheetDocument21 pagesFormula Mass WorksheetEsther ParNo ratings yet
- Green Composites: An OverviewDocument11 pagesGreen Composites: An OverviewAyushNo ratings yet
- Balancing Chemical Equations: For Advanced Chemistry Special Science High School in Grade 10 Quarter 3/ Week 2Document9 pagesBalancing Chemical Equations: For Advanced Chemistry Special Science High School in Grade 10 Quarter 3/ Week 2Venice Gwyn ChavezNo ratings yet
- Design and Manufacturing of Water Chiller For Proc PDFDocument17 pagesDesign and Manufacturing of Water Chiller For Proc PDFzoom_999No ratings yet
- Master Glenium SKY 8108: High Range Water Reducing AdmixtureDocument2 pagesMaster Glenium SKY 8108: High Range Water Reducing Admixturedana setiawanNo ratings yet
- Characterization of Minerals, Metals and MaterialsDocument723 pagesCharacterization of Minerals, Metals and Materialslfvorster99No ratings yet
- BCA Booklet Content Drywall Internal Partition Sept 2013Document72 pagesBCA Booklet Content Drywall Internal Partition Sept 2013Carl XhingNo ratings yet
- CPVC - Cat VIKING Conexiones UL FM BlazemasterDocument28 pagesCPVC - Cat VIKING Conexiones UL FM BlazemasterpvaldezmtzNo ratings yet
- Adhesion Test On Metallic CoatingDocument2 pagesAdhesion Test On Metallic Coatingget5rajeshNo ratings yet
- DPW G2 Multi Pole Spec SheetDocument2 pagesDPW G2 Multi Pole Spec SheetlNo ratings yet
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocument5 pagesAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- Steel I-Beam Calculation Design CheckDocument9 pagesSteel I-Beam Calculation Design CheckSuresh DevarajanNo ratings yet
- Adsorption of Surfactants On Sand SurfacDocument13 pagesAdsorption of Surfactants On Sand SurfacBihag Shukla100% (1)
- Testing For Biological MoleculesDocument3 pagesTesting For Biological MoleculessariniNo ratings yet
- Sa268 2019Document8 pagesSa268 2019CK CkkouNo ratings yet
- Hans OerstedDocument17 pagesHans OerstedseialuwisNo ratings yet
- Temperature Distribution in Concrete Bridges by E C Hambly PDFDocument6 pagesTemperature Distribution in Concrete Bridges by E C Hambly PDFAnonymous dxsNnL6S8hNo ratings yet
- Chapter 13 Rock Physics at Laboratory Scale, From Textbook: Rock Quality, Seismic Velocity, Attenuation and AnisotropyDocument47 pagesChapter 13 Rock Physics at Laboratory Scale, From Textbook: Rock Quality, Seismic Velocity, Attenuation and AnisotropyCamilo Cepeda UgaldeNo ratings yet
- TemperatureDocument6 pagesTemperatureNur Khairiah Daimah SanupinNo ratings yet
- The Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticDocument3 pagesThe Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticKimi Annika VillarealNo ratings yet
- Technical Design Information for Latrine ConstructionDocument24 pagesTechnical Design Information for Latrine Constructionchris mwauraNo ratings yet