You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ArcelorMittal SPEC GUIDE 20070801Document78 pagesArcelorMittal SPEC GUIDE 20070801SH1961No ratings yet
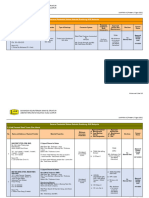
- Insights Test Series 2016 Complete Schedule Sheet1 5Document6 pagesInsights Test Series 2016 Complete Schedule Sheet1 5bigboss0086No ratings yet
- Insights Into Editorials Internet Access at The Cost of Net NeutralityDocument3 pagesInsights Into Editorials Internet Access at The Cost of Net NeutralityAnshulJainNo ratings yet
- AMRUT Guidelines PDFDocument76 pagesAMRUT Guidelines PDFRanjith ParvathapuramNo ratings yet
- Production Question and Answer All 2012Document149 pagesProduction Question and Answer All 2012AnshulJainNo ratings yet
- All About Diesel LocoDocument293 pagesAll About Diesel LocoDeepak Chauhan100% (9)
- Syllabus For Gate 2015 Mechanical Engineering ExamDocument3 pagesSyllabus For Gate 2015 Mechanical Engineering Examsalman10993No ratings yet
- Wagon ManualDocument511 pagesWagon ManualSusanta Baidya100% (1)
- Diesellocomotivetechnology 120815130704 Phpapp02Document89 pagesDiesellocomotivetechnology 120815130704 Phpapp02AnshulJainNo ratings yet
- Electrolysis of Alumina-Refining of Aluminium-Hoop's MethodDocument3 pagesElectrolysis of Alumina-Refining of Aluminium-Hoop's MethodTatenda SibandaNo ratings yet
- Section 26 05 33-Electrical Raceways PDFDocument14 pagesSection 26 05 33-Electrical Raceways PDFmasoodaeNo ratings yet
- Norsok L001Document2 pagesNorsok L001Walid Labidi50% (2)
- Binder1 MixturesDocument12 pagesBinder1 Mixturesjomabi0% (1)
- 52 - ApprovedTrussSystem List Ogos 2022Document18 pages52 - ApprovedTrussSystem List Ogos 2022siti nabilahNo ratings yet
- Edm English PDFDocument13 pagesEdm English PDFEstherNo ratings yet
- How To Get High Quality Pipe BendDocument23 pagesHow To Get High Quality Pipe BendYaneYang100% (1)
- Turbaloy 410 (SS 410) Data SheetDocument1 pageTurbaloy 410 (SS 410) Data SheetcandraNo ratings yet
- Phosphorus, Sulfur, and Silicon and The Related ElementsDocument18 pagesPhosphorus, Sulfur, and Silicon and The Related ElementsGerry Mark GubantesNo ratings yet
- Seminar Topic ON Galvanic Corrosion Parameters: Prepared byDocument16 pagesSeminar Topic ON Galvanic Corrosion Parameters: Prepared byDevashish JoshiNo ratings yet
- H SeriesDocument2 pagesH Serieschand_yelNo ratings yet
- Bombas Pentax SADocument48 pagesBombas Pentax SAAgustin CahuanaNo ratings yet
- Lgs Building Design ReportDocument63 pagesLgs Building Design ReportSAROJ BISWASNo ratings yet
- Extended Bonnet Cryogenic Globe ValvesDocument2 pagesExtended Bonnet Cryogenic Globe ValvesMarco Antonio Romero AcostaNo ratings yet
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDocument1 pageAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiNo ratings yet
- 304 DDQ SpecificationDocument1 page304 DDQ Specificationdac_angelovNo ratings yet
- Material Spec Chart 1Document1 pageMaterial Spec Chart 1mr.dennis73No ratings yet
- GF 2010-2011 - InglêsDocument140 pagesGF 2010-2011 - InglêsA R D100% (1)
- Report BookDocument14 pagesReport BookХардип ЗинтаNo ratings yet
- A Project Report On Summer Vocational Training in Bhilai Steel PlantDocument24 pagesA Project Report On Summer Vocational Training in Bhilai Steel PlantRahul PandeyNo ratings yet
- Types of Steel PDFDocument8 pagesTypes of Steel PDFIyappan MuruganNo ratings yet
- Cold Form Steel PDFDocument70 pagesCold Form Steel PDFJohnnatan ViniciusNo ratings yet
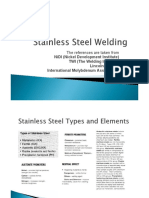
- The References Are Taken From Nidi (Nickel Development Institute) Twi (The Welding Institute) Lincoln Electric International Molybdenum AssociationDocument21 pagesThe References Are Taken From Nidi (Nickel Development Institute) Twi (The Welding Institute) Lincoln Electric International Molybdenum Associationarif maulanafNo ratings yet
- 9.Mb21 5f Externally Finned TubesDocument4 pages9.Mb21 5f Externally Finned Tubesyulianus_srNo ratings yet
- 02-NCSCM Volume 2 - Techical Specifications PDFDocument498 pages02-NCSCM Volume 2 - Techical Specifications PDFsadi3013No ratings yet
- Torque in OrthodonticsDocument115 pagesTorque in OrthodonticsRohini TondaNo ratings yet
- ASM Subject Guide - Aluminum PDFDocument5 pagesASM Subject Guide - Aluminum PDFzeeshaniqbalNo ratings yet
- Chemistry NomenclatureDocument12 pagesChemistry NomenclaturePreston WongNo ratings yet
- Ferrous Alloys: Author-W. W. DyrkaczDocument4 pagesFerrous Alloys: Author-W. W. DyrkaczsunsirNo ratings yet