You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Clinical and Microbiological Efficacy of Chlorine Dioxide in The Management of Chronic Atrophic Candidiasis An Open Study by Mohammad 2004Document5 pagesClinical and Microbiological Efficacy of Chlorine Dioxide in The Management of Chronic Atrophic Candidiasis An Open Study by Mohammad 2004altamirano21No ratings yet
- 10 11648 J Ogce 20210906 13Document13 pages10 11648 J Ogce 20210906 13altamirano21No ratings yet
- Pinheiro 2018Document28 pagesPinheiro 2018altamirano21No ratings yet
- Hydroxychloroquine Final DOI IJAADocument24 pagesHydroxychloroquine Final DOI IJAAgervais100% (4)
- 500 Unknown Error Fetching URL: Reach Out Via EmailDocument1 page500 Unknown Error Fetching URL: Reach Out Via Emailaltamirano21No ratings yet
- Hydroxychloroquine and Azithromycin As A Treatment of COVID-19 PDFDocument24 pagesHydroxychloroquine and Azithromycin As A Treatment of COVID-19 PDFCamilo OrtizNo ratings yet
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- 42 - 2 - San Francisco - 04-97 - 0667Document5 pages42 - 2 - San Francisco - 04-97 - 0667Nguyễn Thanh TùngNo ratings yet
- Klinisk Test Av MmsDocument6 pagesKlinisk Test Av MmsscribbedulleNo ratings yet
- 42 - 2 - San Francisco - 04-97 - 0667Document5 pages42 - 2 - San Francisco - 04-97 - 0667Nguyễn Thanh TùngNo ratings yet
- Modeling The Fischer Tropsch Reaction in A Slurry Bubble Column ReactorDocument4 pagesModeling The Fischer Tropsch Reaction in A Slurry Bubble Column Reactoraltamirano21No ratings yet
- GTL - Delivering The Premium: 19th WPC Preprint Paper. For Delegate Use Only. Do Not CirculateDocument1 pageGTL - Delivering The Premium: 19th WPC Preprint Paper. For Delegate Use Only. Do Not Circulatealtamirano21No ratings yet
- Rector Usdg Chahuara Ardiles Jose GabrielDocument9 pagesRector Usdg Chahuara Ardiles Jose Gabrielaltamirano21No ratings yet
- Aspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantDocument9 pagesAspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantLina1929No ratings yet
- Petroleum PetrochemicalsDocument11 pagesPetroleum Petrochemicalscomicfan123No ratings yet
- C V MohamedmohsenDocument2 pagesC V Mohamedmohsenmohamedche88No ratings yet
- Gas-to-Liquid:: A Viable Alternative To Oil-Derived Transport Fuels?Document34 pagesGas-to-Liquid:: A Viable Alternative To Oil-Derived Transport Fuels?altamirano21No ratings yet
- Modeling The Performance and Emissions of British Gas - Lurgi-Based Integrated Gasification Combined Cycle SystemsDocument174 pagesModeling The Performance and Emissions of British Gas - Lurgi-Based Integrated Gasification Combined Cycle Systemsapi-3799861100% (1)
- Facultad de Ing. de Petróleo Gas Natural y PetroquímicaDocument3 pagesFacultad de Ing. de Petróleo Gas Natural y Petroquímicaaltamirano21No ratings yet
- Chemical Engineering Magazine, March 2015Document104 pagesChemical Engineering Magazine, March 2015altamirano21No ratings yet
- Wooing Investors To Prevent Cyclicality: Current ResearchDocument7 pagesWooing Investors To Prevent Cyclicality: Current Researchaltamirano21No ratings yet
- Hydrocarbon Processing 01 2012Document95 pagesHydrocarbon Processing 01 2012Ionela PoenaruNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- 17 09 2015Document32 pages17 09 2015altamirano21No ratings yet
- Are ValoDocument32 pagesAre Valoaltamirano21No ratings yet
- PRO II Tutorial GoodDocument77 pagesPRO II Tutorial GoodPetrol SollyNo ratings yet
- PRO MAX FoundationsManualEnDocument69 pagesPRO MAX FoundationsManualEnSrihari KodimelaNo ratings yet
- 17-18 May 2012 APIC Asia Petrochemical Industry Conference Kuala Lumpur MalaysiaDocument3 pages17-18 May 2012 APIC Asia Petrochemical Industry Conference Kuala Lumpur Malaysiaaltamirano21No ratings yet
- Dielectric Dispersion Logging in Heavy Oil: A Case Study From The Orinoco BeltDocument16 pagesDielectric Dispersion Logging in Heavy Oil: A Case Study From The Orinoco Beltaltamirano21No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plasma 4th State of MatterDocument42 pagesPlasma 4th State of MatterElcan DiogenesNo ratings yet
- Flare Sizing Rel 1 - 1Document50 pagesFlare Sizing Rel 1 - 1Andreea AntohiNo ratings yet
- Hydraulic Ram and Transient Analysis: Presented By: Arnab Das 2011CEW3394 Dr. Rakesh Khosa IIT DelhiDocument29 pagesHydraulic Ram and Transient Analysis: Presented By: Arnab Das 2011CEW3394 Dr. Rakesh Khosa IIT DelhiAvdhesh MeenaNo ratings yet
- Peerless Separation & Filtration Bulletin PDFDocument2 pagesPeerless Separation & Filtration Bulletin PDFJose Rodrigo Salguero DuranNo ratings yet
- Chem1110: Using Charles' Law and The Ideal Gas LawDocument10 pagesChem1110: Using Charles' Law and The Ideal Gas LawconnieNo ratings yet
- CRD Method 1Document4 pagesCRD Method 1SudharsananPRSNo ratings yet
- Spesific Gravity HydrometerDocument7 pagesSpesific Gravity HydrometerAbdulmajid OsmanNo ratings yet
- Utility ManualDocument95 pagesUtility ManualMuhammad Haris HamayunNo ratings yet
- Sewer Line DesignDocument5 pagesSewer Line DesignB SRINIVASNo ratings yet
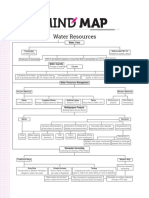
- Water Resources Mind MapDocument1 pageWater Resources Mind Mapanubhav deshwal100% (9)
- Efektifitas Rapid Sand Filter Untuk MeniDocument9 pagesEfektifitas Rapid Sand Filter Untuk MenitalibNo ratings yet
- 6 QuestionDocument4 pages6 Questionمحمد مسعدNo ratings yet
- Gujarat Technological University: Diploma in Civil Engineering Semester: 3Document4 pagesGujarat Technological University: Diploma in Civil Engineering Semester: 3krunal sutharNo ratings yet
- Projects PipelineDocument8 pagesProjects PipelineDinesh Lakmal SilvaNo ratings yet
- 6 - ch5 Aa 0Document49 pages6 - ch5 Aa 0Edlyn RamirezNo ratings yet
- Exlon Hdpe CatalogDocument32 pagesExlon Hdpe Catalogcarlos burgosNo ratings yet
- Modernization of Two-Phase Oil and Gas SeparatorDocument7 pagesModernization of Two-Phase Oil and Gas Separatorn.hartonoNo ratings yet
- Amine TreatmentDocument2 pagesAmine TreatmentEmamokeNo ratings yet
- On Water Conservation by Vishwajit MitraDocument18 pagesOn Water Conservation by Vishwajit Mitravmitra8575% (12)
- Derivacion de La Ley de Los Gases Ideales PDFDocument2 pagesDerivacion de La Ley de Los Gases Ideales PDFDomingo KarrascalNo ratings yet
- BY Tamil Selvam 2282ADocument11 pagesBY Tamil Selvam 2282AKarthickNo ratings yet
- Midterm Hydro ReviewerDocument6 pagesMidterm Hydro ReviewerAs ReNo ratings yet
- Tutorial 2 Production EngineeringDocument3 pagesTutorial 2 Production EngineeringkwesimarkNo ratings yet
- Condensate Receiving Unit 1Document51 pagesCondensate Receiving Unit 1Vraja KisoriNo ratings yet
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsDocument10 pagesChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiNo ratings yet
- Overview of Aquifer Mapping Pilot ProgrammeDocument18 pagesOverview of Aquifer Mapping Pilot ProgrammeHydrologywebsiteNo ratings yet
- VCR System1Document138 pagesVCR System1Neha Baraya100% (1)
- SHS Gr.12 Chap 9Document23 pagesSHS Gr.12 Chap 9Cj NacarioNo ratings yet
- Pengolahan Limbah Cair Industri TahuDocument6 pagesPengolahan Limbah Cair Industri TahuDenni RachmawanNo ratings yet
- H408 Handout 2013 Spring Updated 07 Apr 2015wDocument11 pagesH408 Handout 2013 Spring Updated 07 Apr 2015wAbid AnuarNo ratings yet