You might also like
- OLV1 (Load Flow Analysis)Document1 pageOLV1 (Load Flow Analysis)MarioNo ratings yet
- Katalog PeralatanDocument438 pagesKatalog PeralatanSurya Kazu MaruNo ratings yet
- Voltage Regulation GeneratorsDocument29 pagesVoltage Regulation Generatorsprabhakaran_hdecNo ratings yet
- Insulation Testing of Low Voltage CablesDocument12 pagesInsulation Testing of Low Voltage Cablesmarkigldmm918100% (2)
- VLT Hvac Basic Drive FC 101Document45 pagesVLT Hvac Basic Drive FC 101MarioNo ratings yet
- Kabelindo NYY CableDocument11 pagesKabelindo NYY CableReza Putra PamungkasNo ratings yet
- ETAP Short-Circuit Summary ReportDocument2 pagesETAP Short-Circuit Summary ReportMarioNo ratings yet
- Brugg Cables User GuideDocument27 pagesBrugg Cables User GuideMehdi_Mashayekhi_172No ratings yet
- PT 9017 P3 Dissimilar en PDFDocument6 pagesPT 9017 P3 Dissimilar en PDFMarioNo ratings yet
- Tech Bulletins CableDocument25 pagesTech Bulletins CableMarioNo ratings yet
- Conductor Joint US3668301Document11 pagesConductor Joint US3668301MarioNo ratings yet
- Generator DroopDocument60 pagesGenerator DroopGanti1977100% (1)
- Termination and JointingDocument2 pagesTermination and JointingMarioNo ratings yet
- Fiche Technique IMMERCAB® IMDocument1 pageFiche Technique IMMERCAB® IMMarioNo ratings yet
- Strain ClampDocument1 pageStrain ClampMarioNo ratings yet
- MVF024 PowervisionDocument3 pagesMVF024 PowervisionMarioNo ratings yet
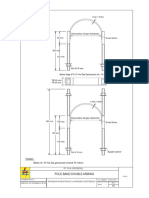
- Pole Band Double Arming: Pt. PLN (Persero)Document1 pagePole Band Double Arming: Pt. PLN (Persero)MarioNo ratings yet
- AAAC XLPE Overhead Conductor SpecificationDocument1 pageAAAC XLPE Overhead Conductor SpecificationMarioNo ratings yet
- Maximum Short Circuit ANSIDocument1 pageMaximum Short Circuit ANSIMarioNo ratings yet
- Schneider QA QCDocument64 pagesSchneider QA QCcharlesc5746No ratings yet
- PPT EnglandDocument48 pagesPPT EnglandMarioNo ratings yet
- PQ Notes1 1Document26 pagesPQ Notes1 1bnewport1No ratings yet
- Envpep120606en V0Document5 pagesEnvpep120606en V0MarioNo ratings yet
- Cathodic ProtectionDocument60 pagesCathodic ProtectionnoogeyNo ratings yet
- Engine Data SheetEngine Data SheetEngine Data SheetEngine Data SheetDocument3 pagesEngine Data SheetEngine Data SheetEngine Data SheetEngine Data SheetHumayun Nawaz100% (1)
- Unit Substation Specs and DimensionsDocument9 pagesUnit Substation Specs and DimensionsMarioNo ratings yet
- 1LA8355-4AB90-Z B31+B45+G50+K45+L1Y+M27+Y82 Datasheet enDocument1 page1LA8355-4AB90-Z B31+B45+G50+K45+L1Y+M27+Y82 Datasheet enMarioNo ratings yet
- Regulations For The Installation of Electrical Wiring EleDocument121 pagesRegulations For The Installation of Electrical Wiring EleKrishna Sankar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2019-High Temperature Oxidation Resistance of Ni P and Ni B Electroless Coatings On Mild Steel After Long Term TestsDocument8 pages2019-High Temperature Oxidation Resistance of Ni P and Ni B Electroless Coatings On Mild Steel After Long Term TestsSandra AriasNo ratings yet
- TALAT Lecture 5105: Surface Treatment of AluminiumDocument15 pagesTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNo ratings yet
- Electroless Ni CoatingDocument23 pagesElectroless Ni CoatingAbdul WasayNo ratings yet
- UMW SMTA Surface Finish JuneDocument56 pagesUMW SMTA Surface Finish JuneZian HennNo ratings yet
- The Process The Overview: Electroless NickelDocument1 pageThe Process The Overview: Electroless NickelCindy Montero SerranoNo ratings yet
- Engineering Failure Analysis: Arulvel S., Elayaperumal A., Jagatheeshwaran M.SDocument14 pagesEngineering Failure Analysis: Arulvel S., Elayaperumal A., Jagatheeshwaran M.SAshok Kumar MohapatraNo ratings yet
- Electroless NickelDocument5 pagesElectroless NickelvianaufgNo ratings yet
- Technical ManualDocument22 pagesTechnical ManualKuldip PatelNo ratings yet
- Surface & Coatings TechnologyDocument9 pagesSurface & Coatings TechnologyHuy HeinekenNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Corrosion Action and Passivation Mechanism of Magnesium Alloy in Fluoride SolutionDocument5 pagesCorrosion Action and Passivation Mechanism of Magnesium Alloy in Fluoride SolutiondaihailongNo ratings yet
- Nickel Plating PDFDocument40 pagesNickel Plating PDFVeronica CorreaNo ratings yet
- Electroless Nickel IntroductionDocument56 pagesElectroless Nickel Introductionabhishek_giteNo ratings yet
- Expt Nichem Boren: Preliminary Data SheetDocument16 pagesExpt Nichem Boren: Preliminary Data Sheetshortfilms babaNo ratings yet
- Defence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianDocument9 pagesDefence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianvianaufgNo ratings yet
- Coating Thickness MeasurementDocument15 pagesCoating Thickness MeasurementAnonymous w6v7JWfr5100% (1)
- Santrophene InjectionDocument27 pagesSantrophene InjectionalfiharadisNo ratings yet
- Role of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewDocument12 pagesRole of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewTJPRC PublicationsNo ratings yet
- East/west Finish CodesDocument14 pagesEast/west Finish CodesEastWest IndustriesNo ratings yet
- Zinc Plating EffectDocument14 pagesZinc Plating EffectSantiago TuestaNo ratings yet
- Electroless Nickel Composite CoatingsDocument1 pageElectroless Nickel Composite CoatingsJosé Emilio Román de AndaNo ratings yet
- Corrosion and Its ControlDocument23 pagesCorrosion and Its Controlapi-26041653No ratings yet
- Casewell Plating2001 PDFDocument50 pagesCasewell Plating2001 PDFHarindra Kusumpriya100% (1)
- Omniseal Expanding Plug Valve Brochure PDFDocument28 pagesOmniseal Expanding Plug Valve Brochure PDFMohamadIbnuHassanNo ratings yet
- Improvements in Impact Resistance Property of Metal Plated Abs and Nylon6 ThermoplasticsDocument3 pagesImprovements in Impact Resistance Property of Metal Plated Abs and Nylon6 ThermoplasticsJessica PowellNo ratings yet
- Vikings-Halar Coated Deluge ValveDocument12 pagesVikings-Halar Coated Deluge ValveHenry WuNo ratings yet
- Chapter 4 Surface Treatment & CoatingDocument30 pagesChapter 4 Surface Treatment & CoatingmuhamadsaidiNo ratings yet
- Floating JointDocument2 pagesFloating JointEDUARDO NICOLASNo ratings yet
- Astm B733-97 PDFDocument12 pagesAstm B733-97 PDFAleiser Quevedo AcuñaNo ratings yet
- Friction and Wear of Electroless NiP and NiP+PTFE CoatingsDocument7 pagesFriction and Wear of Electroless NiP and NiP+PTFE CoatingsJosé Emilio Román de AndaNo ratings yet