You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 2mins from Kyoto station☆big group - Kyōto-shi的公寓 出租Document1 page2mins from Kyoto station☆big group - Kyōto-shi的公寓 出租Mark J.L. ChenNo ratings yet
- Kyoto's Best RoomDocument1 pageKyoto's Best RoomMark J.L. ChenNo ratings yet
- Guest Izba Banya Podvorye DiminoDocument1 pageGuest Izba Banya Podvorye DiminoMark J.L. ChenNo ratings yet
- Enjoy Kyoto Miki HouseDocument1 pageEnjoy Kyoto Miki HouseMark J.L. ChenNo ratings yet
- Good Access To Kyoto Sta DowntownDocument1 pageGood Access To Kyoto Sta DowntownMark J.L. ChenNo ratings yet
- Stay As 5ppl1min To Kyoto sta+WIFIDocument1 pageStay As 5ppl1min To Kyoto sta+WIFIMark J.L. ChenNo ratings yet
- 月光荘. Moonlight GuesthouseDocument3 pages月光荘. Moonlight GuesthouseMark J.L. ChenNo ratings yet
- Luxurious Residence in Gion Kyoto - 京都的獨立屋 出租Document8 pagesLuxurious Residence in Gion Kyoto - 京都的獨立屋 出租Mark J.L. ChenNo ratings yet
- Toba Seaside Hotel in Ise-ShimaDocument3 pagesToba Seaside Hotel in Ise-ShimaMark J.L. ChenNo ratings yet
- Japan - The Best of AirbnbDocument4 pagesJapan - The Best of AirbnbMark J.L. ChenNo ratings yet
- Shokoku JiDocument3 pagesShokoku JiMark J.L. ChenNo ratings yet
- Modern MACHIYA With WoodDocument8 pagesModern MACHIYA With WoodMark J.L. ChenNo ratings yet
- LNG 1 1 e 13 150dpi19 4577Document16 pagesLNG 1 1 e 13 150dpi19 4577Mark J.L. Chen100% (1)
- Heat ExchangerDocument12 pagesHeat ExchangeremergingengineerNo ratings yet
- SCFMDocument1 pageSCFMMark J.L. ChenNo ratings yet
- MIT1 040s09 Lec22Document43 pagesMIT1 040s09 Lec22patilsachin70No ratings yet
- Gas TurbinesDocument1 pageGas TurbinesMark J.L. ChenNo ratings yet
- SPRUTT Clothes-Hanger - Yellow - IKEADocument3 pagesSPRUTT Clothes-Hanger - Yellow - IKEAMark J.L. ChenNo ratings yet
- Online Indian ExportDocument1 pageOnline Indian ExportMark J.L. ChenNo ratings yet
- 文件1Document2 pages文件1Mark J.L. ChenNo ratings yet
- Translate GoogleusercontentDocument1 pageTranslate GoogleusercontentMark J.L. ChenNo ratings yet
- 文件1Document2 pages文件1Mark J.L. ChenNo ratings yet
- Translate GoogleusercontentDocument1 pageTranslate GoogleusercontentMark J.L. ChenNo ratings yet
- Translate GoogleusercontentDocument1 pageTranslate GoogleusercontentMark J.L. ChenNo ratings yet
- Phone User GuideDocument295 pagesPhone User GuideEdward BettsNo ratings yet
- Beam Deflection FormulaeDocument2 pagesBeam Deflection Formulae7575757575100% (6)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Electromagnetic Spectrum 1 QP PDFDocument13 pagesElectromagnetic Spectrum 1 QP PDFWai HponeNo ratings yet
- Epicor Software India Private Limited: Brief Details of Your Form-16 Are As UnderDocument9 pagesEpicor Software India Private Limited: Brief Details of Your Form-16 Are As UndersudhadkNo ratings yet
- Village Survey Form For Project Gaon-Setu (Village Questionnaire)Document4 pagesVillage Survey Form For Project Gaon-Setu (Village Questionnaire)Yash Kotadiya100% (2)
- 6Document2 pages6Min Hsuan HsianNo ratings yet
- E61 DiagramDocument79 pagesE61 Diagramthanes1027No ratings yet
- Senior Project RiceberryDocument76 pagesSenior Project RiceberryIttisak PrommaNo ratings yet
- Maxillofacial Notes DR - Mahmoud RamadanDocument83 pagesMaxillofacial Notes DR - Mahmoud Ramadanaziz200775% (4)
- Leather & Polymer - Lec01.2k11Document11 pagesLeather & Polymer - Lec01.2k11Anik AlamNo ratings yet
- Indian Standard (First Revision) : Method of Chemical Analysis of Hydraulic CementDocument44 pagesIndian Standard (First Revision) : Method of Chemical Analysis of Hydraulic CementArijit dasguptaNo ratings yet
- Potato Storage and Processing Potato Storage and Processing: Lighting SolutionDocument4 pagesPotato Storage and Processing Potato Storage and Processing: Lighting SolutionSinisa SustavNo ratings yet
- NG Teng Fong Discharge DocumentsDocument14 pagesNG Teng Fong Discharge DocumentsAnonymous yGwMIPJRawNo ratings yet
- Adenoid HypertrophyDocument56 pagesAdenoid HypertrophyWidi Yuli HariantoNo ratings yet
- Study Notes On Isomers and Alkyl HalidesDocument3 pagesStudy Notes On Isomers and Alkyl HalidesChristian Josef AvelinoNo ratings yet
- BQ - Electrical Calibration Relay Bld803, NPBDocument2 pagesBQ - Electrical Calibration Relay Bld803, NPBKazuya KasumiNo ratings yet
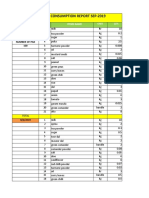
- Daily Staff Food Consumption Reports Sep-2019Document4 pagesDaily Staff Food Consumption Reports Sep-2019Manjit RawatNo ratings yet
- Pioneer PDP 5071 5070pu Arp 3354Document219 pagesPioneer PDP 5071 5070pu Arp 3354Dan Prewitt100% (1)
- The Emom Manual: 25 Kettlebell Conditioning WorkoutsDocument14 pagesThe Emom Manual: 25 Kettlebell Conditioning WorkoutsguilleNo ratings yet
- Feature: SFP Optical Module 1 .25G Double Optical Fiber 20kmDocument2 pagesFeature: SFP Optical Module 1 .25G Double Optical Fiber 20kmDaniel Eduardo RodriguezNo ratings yet
- Starkville Dispatch Eedition 9-10-20Document12 pagesStarkville Dispatch Eedition 9-10-20The DispatchNo ratings yet
- Case Study of Milk ProductionDocument46 pagesCase Study of Milk Productionmian21100% (2)
- Congenital Flexural Deformity in CalfDocument6 pagesCongenital Flexural Deformity in CalfBibek SutradharNo ratings yet
- Chemical Engineering Projects List For Final YearDocument2 pagesChemical Engineering Projects List For Final YearRajnikant Tiwari67% (6)
- TC 10 emDocument7 pagesTC 10 emDina LydaNo ratings yet
- S ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do OntarioDocument15 pagesS ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do Ontariocarlos menaNo ratings yet
- Far Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxDocument10 pagesFar Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxRyan Christian BalanquitNo ratings yet
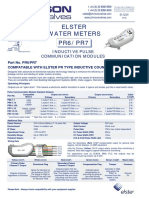
- Data Sheet No. 01.12.01 - PR6 - 7 Inductive Pulse ModuleDocument1 pageData Sheet No. 01.12.01 - PR6 - 7 Inductive Pulse ModuleThaynar BarbosaNo ratings yet
- Neopuff PDFDocument4 pagesNeopuff PDFoechimNo ratings yet
- Pantera 900Document3 pagesPantera 900Tuan Pham AnhNo ratings yet
- Method Statement (RC Slab)Document3 pagesMethod Statement (RC Slab)group2sd131486% (7)
- Benzil PDFDocument5 pagesBenzil PDFAijaz NawazNo ratings yet