You might also like
- VMS PaliDocument61 pagesVMS Palichintan100% (2)
- SPE 76-002 (2006) Flange MaterialsDocument6 pagesSPE 76-002 (2006) Flange Materials김창배No ratings yet
- Plug ValvesDocument14 pagesPlug Valvesashish.mathur1100% (1)
- Flange Pipe SupportDocument1 pageFlange Pipe SupportindeskeyNo ratings yet
- Mesc Spe 77-100 Oct 2012 Ball Valve To Bs 5351Document17 pagesMesc Spe 77-100 Oct 2012 Ball Valve To Bs 5351Dwayne YiiNo ratings yet
- Datasheet For Steel Grades Special Alloy Gs-25Crmo4Document2 pagesDatasheet For Steel Grades Special Alloy Gs-25Crmo4ssvrNo ratings yet
- Datasheet & Specification For Deluge ValveDocument2 pagesDatasheet & Specification For Deluge ValvechintanNo ratings yet
- L&T Process Ball Valves PDFDocument16 pagesL&T Process Ball Valves PDFUnna MalaiNo ratings yet
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Design Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardDocument43 pagesDesign Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardKom NakNo ratings yet
- Needle ValveDocument8 pagesNeedle ValveMuhammad Chilmi100% (1)
- 2 PN40 (WCB)Document2 pages2 PN40 (WCB)siddhesh_guessNo ratings yet
- QuillsDocument4 pagesQuillsajostosNo ratings yet
- Pipe Support IndexDocument4 pagesPipe Support IndexxkokarcaxNo ratings yet
- 7-12-0017 Rev 5Document2 pages7-12-0017 Rev 5cynideNo ratings yet
- Foot ValvesDocument4 pagesFoot Valveskingathur26681No ratings yet
- PGHU-CV-LDSTS-000001 R2 Piping Standards DrawingDocument46 pagesPGHU-CV-LDSTS-000001 R2 Piping Standards DrawingRiyan EsapermanaNo ratings yet
- PIP - Piping Material Specifications Collection - IHSDocument3 pagesPIP - Piping Material Specifications Collection - IHSmontanovillarroelfabiolalourdeNo ratings yet
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointshufuents-1No ratings yet
- Pms Eil BPCLDocument79 pagesPms Eil BPCLManjunatha VNo ratings yet
- List of Mesc Spe - 2014Document4 pagesList of Mesc Spe - 2014Robert Michaelraj67% (3)
- SPREADSHEETS SERIES No. 0009S - 2Document4 pagesSPREADSHEETS SERIES No. 0009S - 2Emma DNo ratings yet
- 76-031 - 2012 Branch FittingsDocument10 pages76-031 - 2012 Branch FittingspradeepNo ratings yet
- SP Item DatasheetsDocument21 pagesSP Item DatasheetsSELVAMANINo ratings yet
- Ug-116 - RT4Document3 pagesUg-116 - RT4miteshpatel191No ratings yet
- 4 2500 (F347H)Document2 pages4 2500 (F347H)siddhesh_guessNo ratings yet
- EGP3-03.20 Technical Requirements For Piping ComponentsDocument31 pagesEGP3-03.20 Technical Requirements For Piping ComponentsMathias OnosemuodeNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationswapneel_kulkarniNo ratings yet
- 04 Samss 051 PDFDocument9 pages04 Samss 051 PDFJuned BagdadiNo ratings yet
- Piping ClassDocument15 pagesPiping ClassCatalina BlancoNo ratings yet
- Material Requisition For Expansion Joint - Rev1Document4 pagesMaterial Requisition For Expansion Joint - Rev1altipatlarNo ratings yet
- M PL 033Document19 pagesM PL 033Ali ClubistNo ratings yet
- 2007 Catalog Constant SpringDocument36 pages2007 Catalog Constant Springinfo592No ratings yet
- BE-WI-248-01-F19 Datasheet Breather ValveDocument3 pagesBE-WI-248-01-F19 Datasheet Breather Valvemika cabelloNo ratings yet
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocument8 pages8 AS4041 ASME B31 3 Pipe Wall ThicknessĐinh Thiện SỹNo ratings yet
- Straddle Principle For FlangesDocument1 pageStraddle Principle For Flangesameybarve67% (3)
- Piping Line List Template 2018-05-29Document1 pagePiping Line List Template 2018-05-29Trevor KanodeNo ratings yet
- LiquidDocument2 pagesLiquidsiddhesh_guessNo ratings yet
- Problems With B16.5 and B16.47 Flange StandardsDocument1 pageProblems With B16.5 and B16.47 Flange StandardsManohar SeetharamNo ratings yet
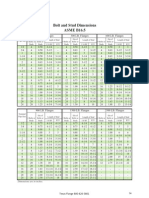
- Bolt and Stud DimentionDocument1 pageBolt and Stud DimentionwhngomjNo ratings yet
- Piping - Spec - 요약본 Rev1Document3 pagesPiping - Spec - 요약본 Rev1vangie3339515No ratings yet
- Valve MaterialsDocument9 pagesValve MaterialsVu Tung LinhNo ratings yet
- BOSS Flamco Pipe Support SystemDocument64 pagesBOSS Flamco Pipe Support Systempaulo100% (1)
- Flans Chen Prospekt EngDocument2 pagesFlans Chen Prospekt Englorenzinho290No ratings yet
- 13.date Sheet For Gate ValveDocument2 pages13.date Sheet For Gate ValveMrinal Kanti BhaduriNo ratings yet
- Hmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Document81 pagesHmel GGSRP Bathinda 16/43: Piping Material Specification 6922-6-44-0005 Rev. 0Krunal Shaj100% (1)
- 77 - 103Document13 pages77 - 103raja100% (2)
- 01LK0F01Document4 pages01LK0F01raobabar21No ratings yet
- Actuated Ball Valve 357 D - BDKDocument4 pagesActuated Ball Valve 357 D - BDKfarhanakhtar ansariNo ratings yet
- Face-To-Face Valve Dimensions - EN-558-1: DN Basic SeriessDocument3 pagesFace-To-Face Valve Dimensions - EN-558-1: DN Basic Seriessdona_001No ratings yet
- ADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...Document22 pagesADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...aymanNo ratings yet
- Zinq - AnalysisDocument116 pagesZinq - AnalysisAimiNo ratings yet
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices Pipingabdo samadNo ratings yet
- Design Model For Non-Bearing Column SplicesDocument15 pagesDesign Model For Non-Bearing Column SplicesBobaru MariusNo ratings yet
- Barge Notice 3Document11 pagesBarge Notice 3Faidzy A RahmanNo ratings yet
- Es 9-54 Fastener Installation and Torque ValuesDocument33 pagesEs 9-54 Fastener Installation and Torque ValuesCarlosFernandoMondragonDominguezNo ratings yet
- Connection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Document47 pagesConnection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Rajesh Jellelu100% (6)
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocument14 pagesAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89No ratings yet
- Week 1 Macro (DDR)Document49 pagesWeek 1 Macro (DDR)Stevie Sean100% (1)
- Adel Lock ManualDocument1 pageAdel Lock Manual24245677843No ratings yet
- KRPL Shahjahanpur Check List For Arc Welding MachineDocument1 pageKRPL Shahjahanpur Check List For Arc Welding MachineA S YadavNo ratings yet
- Roles of Community Health NursingDocument2 pagesRoles of Community Health Nursingdy kimNo ratings yet
- DesignDocument402 pagesDesignEduard BoleaNo ratings yet
- 2012 Karshaniya YavaguDocument4 pages2012 Karshaniya YavaguRANJEET SAWANTNo ratings yet
- Tutorial Letter 101/0/2022: Foundations in Applied English Language Studies ENG1502 Year ModuleDocument17 pagesTutorial Letter 101/0/2022: Foundations in Applied English Language Studies ENG1502 Year ModuleFan ele100% (1)
- Gita Ananda SDocument10 pagesGita Ananda Srosaanggita76No ratings yet
- Fluid Mechanics HydraulicsDocument420 pagesFluid Mechanics Hydraulicsanonymousdi3noNo ratings yet
- Device InfoDocument3 pagesDevice InfoGrig TeoNo ratings yet
- Statistics For Criminology and Criminal Justice (Jacinta M. Gau)Document559 pagesStatistics For Criminology and Criminal Justice (Jacinta M. Gau)Mark Nelson Pano ParmaNo ratings yet
- Soal PTS Vii BigDocument6 pagesSoal PTS Vii Bigdimas awe100% (1)
- Adolescents and Career DevelopmentDocument10 pagesAdolescents and Career DevelopmentMasrijah MasirNo ratings yet
- The Senior High School in The Phillipines: The Way To The WorldDocument5 pagesThe Senior High School in The Phillipines: The Way To The WorldRodel Ramos DaquioagNo ratings yet
- Pavlishchuck Addison - 2000 - Electrochemical PotentialsDocument6 pagesPavlishchuck Addison - 2000 - Electrochemical PotentialscomsianNo ratings yet
- Challenges Affecting Devolution PDFDocument94 pagesChallenges Affecting Devolution PDFELIJAH M. OMBEONo ratings yet
- Module 2 - Part III - UpdatedDocument38 pagesModule 2 - Part III - UpdatedDhriti NayyarNo ratings yet
- STRESS HealthDocument40 pagesSTRESS HealthHajra KhanNo ratings yet
- Homeopatia Vibracional RatesDocument45 pagesHomeopatia Vibracional RatesAugusto Bd100% (4)
- Questionnaire OriginalDocument6 pagesQuestionnaire OriginalJAGATHESANNo ratings yet
- Ninja 5e v1 5Document8 pagesNinja 5e v1 5Jeferson Moreira100% (2)
- IO5 Future Skills Foresight 2030 ReportDocument96 pagesIO5 Future Skills Foresight 2030 ReportjuliavalleNo ratings yet
- Design of A Low Cost Hydrostatic Bearing: Anthony Raymond WongDocument77 pagesDesign of A Low Cost Hydrostatic Bearing: Anthony Raymond WongRogelio DiazNo ratings yet
- FacebookDocument2 pagesFacebookAbhijeet SingareNo ratings yet
- 4040 SERIES: Hinge (Pull Side) (Shown) Top Jamb (Push Side) Parallel Arm (Push Side)Document11 pages4040 SERIES: Hinge (Pull Side) (Shown) Top Jamb (Push Side) Parallel Arm (Push Side)Melrose FabianNo ratings yet
- Simulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventDocument7 pagesSimulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventAA0809No ratings yet
- Project in Precal: Mary Joyce MolinesDocument11 pagesProject in Precal: Mary Joyce MolinesJaja KeykNo ratings yet
- MatrixDocument4 pagesMatrixReni Anggraini100% (1)
- TRUMPF Marking Laser BrochureDocument48 pagesTRUMPF Marking Laser BrochureKKM SBNo ratings yet
- Unit 12 BriefDocument7 pagesUnit 12 Briefapi-477397447No ratings yet