You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Nephrology FormulasDocument3 pagesNephrology FormulasM Patel0% (1)
- Atomic Structure WorksheetsDocument21 pagesAtomic Structure Worksheetssantoshkumarsir7706100% (1)
- (QUIZ) NEMATODES (2nd Year BS Medical Technology)Document2 pages(QUIZ) NEMATODES (2nd Year BS Medical Technology)avery aerNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Dubai UAE InformationDocument28 pagesDubai UAE InformationsefdeniNo ratings yet
- Cepci 2015Document2 pagesCepci 2015mafechu100% (7)
- Railway Engineering 3Document31 pagesRailway Engineering 3Sheikh UbaidNo ratings yet
- Microbial Contamination Control in The Pharmaceutical IndustryDocument330 pagesMicrobial Contamination Control in The Pharmaceutical IndustryENRIQUE_POMALES683100% (5)
- Group 9 Caught in Between Modern and Contemporary ArtDocument12 pagesGroup 9 Caught in Between Modern and Contemporary Artlen lenNo ratings yet
- Installation Manual flexES 798980.GB0Document64 pagesInstallation Manual flexES 798980.GB0gius uddinNo ratings yet
- High Flux Steam Reforming Design Lowers CostDocument6 pagesHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahNo ratings yet
- The RangeDocument1 pageThe RangeAnissa Nurul BadriyahNo ratings yet
- Lecture26 WebDocument14 pagesLecture26 WebAnissa Nurul BadriyahNo ratings yet
- Catalyst Nanoparticle ShapesDocument4 pagesCatalyst Nanoparticle ShapesAnissa Nurul BadriyahNo ratings yet
- Danone MT Star Booklet 2014Document12 pagesDanone MT Star Booklet 2014Anissa Nurul BadriyahNo ratings yet
- Calcium Oxide Nanoparticles Catalyzed One-Step Multicomponent Synthesis of Highly Substituted Pyridines in Aqueous Ethanol MediaDocument6 pagesCalcium Oxide Nanoparticles Catalyzed One-Step Multicomponent Synthesis of Highly Substituted Pyridines in Aqueous Ethanol MediaAnissa Nurul BadriyahNo ratings yet
- OutDocument8 pagesOutAnissa Nurul BadriyahNo ratings yet
- Guanyi Chen, Rui Shan, Shangyao Li, Jiafu Shi: Contents Lists Available atDocument8 pagesGuanyi Chen, Rui Shan, Shangyao Li, Jiafu Shi: Contents Lists Available atAnissa Nurul BadriyahNo ratings yet
- 1 s2.0 S1385894711011570 MainDocument7 pages1 s2.0 S1385894711011570 MainAnissa Nurul BadriyahNo ratings yet
- Daftar Pustaka: Processes. Second Edition. John Wiley & Sons: New YorkDocument1 pageDaftar Pustaka: Processes. Second Edition. John Wiley & Sons: New YorkAnissa Nurul BadriyahNo ratings yet
- Ni - AISI - 9013 - Amonia ProductionDocument23 pagesNi - AISI - 9013 - Amonia ProductionBaher ElsheikhNo ratings yet
- ProQuestDocuments 2014 06 09Document8 pagesProQuestDocuments 2014 06 09Anissa Nurul BadriyahNo ratings yet
- 1 s2.0 S0021951707001339 MainDocument10 pages1 s2.0 S0021951707001339 MainAnissa Nurul BadriyahNo ratings yet
- Steam Sealing CondensersDocument2 pagesSteam Sealing Condensersbadrul1981No ratings yet
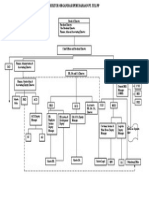
- Struktur OrganisasiDocument1 pageStruktur OrganisasiAnissa Nurul BadriyahNo ratings yet
- Struktur OrganisasiDocument1 pageStruktur OrganisasiAnissa Nurul BadriyahNo ratings yet
- Exergy AnalysisDocument14 pagesExergy AnalysisAnissa Nurul BadriyahNo ratings yet
- 3 15 1Document113 pages3 15 1Anissa Nurul BadriyahNo ratings yet
- OutDocument11 pagesOutAnissa Nurul BadriyahNo ratings yet
- Effect of StrengthDocument5 pagesEffect of StrengthAnissa Nurul BadriyahNo ratings yet
- RidgwayDocument40 pagesRidgwayAnissa Nurul BadriyahNo ratings yet
- Us 3666681Document5 pagesUs 3666681Anissa Nurul BadriyahNo ratings yet
- DocumentDocument1 pageDocumentAnissa Nurul BadriyahNo ratings yet
- Measurement of Carbon Dioxide Content: Centec Process SensorsDocument2 pagesMeasurement of Carbon Dioxide Content: Centec Process Sensorslaoying qdNo ratings yet
- Crude Fiber Lab ReportDocument10 pagesCrude Fiber Lab ReportNurbatrisyia NawiNo ratings yet
- Untitled Document-7Document13 pagesUntitled Document-7Ranjan singh BhadoriyaNo ratings yet
- ASTM A193-A193M-04cDocument12 pagesASTM A193-A193M-04cNadhiraNo ratings yet
- Chapter 4Document9 pagesChapter 4Aung KhantNo ratings yet
- Ihp MicroDocument13 pagesIhp MicroTejas HambirNo ratings yet
- Ask Astrologer Report - Specific Answer To Major Concern of LifeDocument8 pagesAsk Astrologer Report - Specific Answer To Major Concern of LifecyberastroNo ratings yet
- Report on internship at JDS TransformersDocument50 pagesReport on internship at JDS TransformersSachinNo ratings yet
- RCCHEMDocument10 pagesRCCHEMKartik PandeyNo ratings yet
- Training Programmers. Reniforcementptx145525Document9 pagesTraining Programmers. Reniforcementptx145525nkalaiNo ratings yet
- Emc SCADA PresentationDocument36 pagesEmc SCADA Presentationerode els erodeNo ratings yet
- Dorma FloorspringsDocument28 pagesDorma FloorspringsanilNo ratings yet
- Analysis of Caffeine Content in Kola Acuminate and Kola NitidaDocument50 pagesAnalysis of Caffeine Content in Kola Acuminate and Kola Nitidaebuka100% (1)
- Statepfofileofvidarbha PDFDocument53 pagesStatepfofileofvidarbha PDFAditiNo ratings yet
- Mitsubishi: Technical Service BulletinDocument11 pagesMitsubishi: Technical Service BulletinKonstantinNo ratings yet
- Complete Blood Count (CBC) Normal Laboratory Study Values: DefinitionDocument6 pagesComplete Blood Count (CBC) Normal Laboratory Study Values: DefinitionGlare RhayneNo ratings yet
- Um Centuris Pro Li900b1 - enDocument70 pagesUm Centuris Pro Li900b1 - enOsires Ferreira100% (1)
- Cardiovascular SystemDocument40 pagesCardiovascular SystemDouglas Jacques100% (1)
- M7 Lab: Sedimentary RocksDocument10 pagesM7 Lab: Sedimentary RocksEssay NationNo ratings yet
- Assignment On Computer HardwareDocument9 pagesAssignment On Computer HardwareMuktadirhasan100% (1)
- Tuto Traktor Arduino enDocument11 pagesTuto Traktor Arduino enlexetaNo ratings yet
- Pages From 5054 - w15 - QP - 22-6 - Gas PressureDocument1 pagePages From 5054 - w15 - QP - 22-6 - Gas Pressurelelon ongNo ratings yet