You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Bobcat Manual PDFDocument292 pagesBobcat Manual PDFAhmed MagedNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
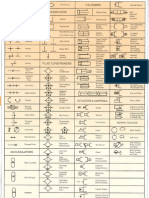
- Fluid Power Symbols ChartDocument2 pagesFluid Power Symbols ChartMahmoud NaelNo ratings yet
- AlhaaDocument54 pagesAlhaajishnu100% (4)
- University of Palestine Fluid Statics Chapter SummaryDocument97 pagesUniversity of Palestine Fluid Statics Chapter SummaryABDFERNo ratings yet
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- Calculation of Zincalume TankDocument20 pagesCalculation of Zincalume TankMr IncognitoNo ratings yet
- Gas DesighDocument81 pagesGas DesighNetra Nanda100% (1)
- Catalogo Tundlan 20121020Document936 pagesCatalogo Tundlan 20121020Pancho Campos100% (6)
- Nozzle Loads Piping Stresses and The Effect of Piping On EquipmentDocument40 pagesNozzle Loads Piping Stresses and The Effect of Piping On Equipmentcaesar00100% (6)
- A488Document18 pagesA488Pedro SilvaNo ratings yet
- 06A Froes AM South AfricaDocument31 pages06A Froes AM South AfricaAhmad Al NaserNo ratings yet
- dx9 03 1 TwolevelDocument30 pagesdx9 03 1 Twolevelrsrinath91No ratings yet
- X5 Lvsem EbsdDocument29 pagesX5 Lvsem EbsdAhmad Al NaserNo ratings yet
- CATASTROPHIES in Oil and Gas IndustryDocument24 pagesCATASTROPHIES in Oil and Gas IndustryAhmad Al Naser100% (1)
- Undergraduate Academic Calendar 2015-2016Document1 pageUndergraduate Academic Calendar 2015-2016Ahmad Al NaserNo ratings yet
- Molecules 17 03618Document12 pagesMolecules 17 03618Ahmad Al NaserNo ratings yet
- Effect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Document5 pagesEffect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Ahmad Al NaserNo ratings yet
- Air Cooled Heat Ex ChangersDocument8 pagesAir Cooled Heat Ex ChangersSoumyajyoti ChaudhuriNo ratings yet
- Red Size Sun Apelian Nov2011Document7 pagesRed Size Sun Apelian Nov2011Ahmad Al NaserNo ratings yet
- Effect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Document5 pagesEffect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Ahmad Al NaserNo ratings yet
- Summary of FSP of Composite Using Friction Stir ProcessingDocument14 pagesSummary of FSP of Composite Using Friction Stir ProcessingAhmad Al NaserNo ratings yet
- Red Size Sun Apelian Nov2011Document7 pagesRed Size Sun Apelian Nov2011Ahmad Al NaserNo ratings yet
- Alpha SymbolDocument2 pagesAlpha SymbolKoeng Sukmana DjayaNo ratings yet
- Effect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Document5 pagesEffect of Friction Stirr Processing With SiC Particles On Microstructure and Hardness of AZ31Ahmad Al NaserNo ratings yet
- Alpha SymbolDocument2 pagesAlpha SymbolKoeng Sukmana DjayaNo ratings yet
- Homework 6. Due Thursday May 24 P7.1, P7.4, P7.6Document1 pageHomework 6. Due Thursday May 24 P7.1, P7.4, P7.6Ahmad Al NaserNo ratings yet
- Alpha SymbolDocument2 pagesAlpha SymbolKoeng Sukmana DjayaNo ratings yet
- Department of Fluid Mechanics: Delhi Technological UniversityDocument10 pagesDepartment of Fluid Mechanics: Delhi Technological University2K20-ME-161 Mridul AnandNo ratings yet
- Air cleaner system V2403M-T engine parts listDocument3 pagesAir cleaner system V2403M-T engine parts listSergeyNo ratings yet
- Vibration Equations PDFDocument1 pageVibration Equations PDFgenas7265No ratings yet
- Ansys Tutorial For Assignment 2 PDFDocument27 pagesAnsys Tutorial For Assignment 2 PDFChethan K NarayanNo ratings yet
- CHAPTER2 -منهج جديد pdf2- m PDFDocument39 pagesCHAPTER2 -منهج جديد pdf2- m PDFmohammed elobideNo ratings yet
- Assignment 1-ME 272-SolutionDocument9 pagesAssignment 1-ME 272-SolutionAzooNo ratings yet
- Steer Epz ProductsDocument40 pagesSteer Epz ProductsReha YelkenNo ratings yet
- Contoh 2 WATER COOLED SCREW CHILLERDocument3 pagesContoh 2 WATER COOLED SCREW CHILLERsitiNo ratings yet
- C4000 Om en 17Document91 pagesC4000 Om en 17David Craig100% (1)
- Permissible Flange Face Imperfections by Pipe SizeDocument1 pagePermissible Flange Face Imperfections by Pipe SizemprabhurajalingamNo ratings yet
- Models - Mbd.washing Machine Vibration PDFDocument36 pagesModels - Mbd.washing Machine Vibration PDFgf-antaresNo ratings yet
- UT Dallas Syllabus For Phys2325.501 05f Taught by Mustapha Ishak-Boushaki (Mxi054000)Document2 pagesUT Dallas Syllabus For Phys2325.501 05f Taught by Mustapha Ishak-Boushaki (Mxi054000)UT Dallas Provost's Technology GroupNo ratings yet
- Manual Transmission and DifferentialDocument1 pageManual Transmission and DifferentialJeff PascoeNo ratings yet
- Astm Material Specifications: Group 1 MaterialsDocument4 pagesAstm Material Specifications: Group 1 Materialsabdelkader benabdallahNo ratings yet
- Pumping Unit C-640D-305-168Document51 pagesPumping Unit C-640D-305-168EdinsonUribeTorres100% (1)
- Studies On Shock Waves Produced by Reddy TubeDocument7 pagesStudies On Shock Waves Produced by Reddy TubeSai DhruvNo ratings yet
- Hydraulic FittingDocument124 pagesHydraulic FittingDhanraj PatilNo ratings yet
- Conveyor ExercisesDocument26 pagesConveyor ExercisesdanerdrrellNo ratings yet
- Tsurumi's RSR-KS Rotary Air Blowers with 3-lobe Spur RotorDocument7 pagesTsurumi's RSR-KS Rotary Air Blowers with 3-lobe Spur RotorEef Enterpises ValenzuelaNo ratings yet
- Series Low Pressure Centrifugal PumpDocument4 pagesSeries Low Pressure Centrifugal PumpDaniel CortezNo ratings yet
- D-155 3 Cylinder Diesel Engine Compressor Parts ListDocument3 pagesD-155 3 Cylinder Diesel Engine Compressor Parts ListMANUALES0% (1)
- Calorifier ManualDocument6 pagesCalorifier ManualKanak MevadaNo ratings yet