You might also like
- Texture WallDocument2 pagesTexture WallamachmouchiNo ratings yet
- Abus Overhead Cranes InfoDocument12 pagesAbus Overhead Cranes Infoamachmouchi100% (1)
- Plan SketchDocument43 pagesPlan SketchIngenieria Estructural AplicadaNo ratings yet
- 022012Document2 pages022012amachmouchiNo ratings yet
- Stair Calculator: Calculate Approx Number of Steps Calculate Approx Number of StepsDocument2 pagesStair Calculator: Calculate Approx Number of Steps Calculate Approx Number of StepstannuNo ratings yet
- Cost EstimationDocument28 pagesCost Estimationmayur1980100% (1)
- Gutter Sizing CalculatorDocument5 pagesGutter Sizing CalculatorWinnie ChungNo ratings yet
- 022012Document2 pages022012amachmouchiNo ratings yet
- TrussDocument6 pagesTrussamachmouchiNo ratings yet
- This Is To Calculate The Input Values For Crane Software: 1,769 KG 6,580 KGDocument1 pageThis Is To Calculate The Input Values For Crane Software: 1,769 KG 6,580 KGamachmouchiNo ratings yet
- Connection Tips For Steel Wide Flange SectionsDocument7 pagesConnection Tips For Steel Wide Flange SectionsJuan Carlos VillalbaNo ratings yet
- Connection Tips For Steel Wide Flange SectionsDocument7 pagesConnection Tips For Steel Wide Flange SectionsJuan Carlos VillalbaNo ratings yet
- Advantages and Disadvantages of Composite Materials - Resin SystemsDocument2 pagesAdvantages and Disadvantages of Composite Materials - Resin SystemsAdil Alper CoskunNo ratings yet
- Step ColDocument21 pagesStep ColamachmouchiNo ratings yet
- Jan10 Steelwise Web PDFDocument4 pagesJan10 Steelwise Web PDFamachmouchiNo ratings yet
- CladdingDocument1 pageCladdingamachmouchiNo ratings yet
- Welder's Visual Inspection HandbookDocument77 pagesWelder's Visual Inspection HandbookamachmouchiNo ratings yet
- Roof DeckDocument9 pagesRoof DeckDhimas Surya NegaraNo ratings yet
- Roof Bracing DesignDocument4 pagesRoof Bracing Designrodriguez.gaytanNo ratings yet
- AISC ExamI1&2&3Document11 pagesAISC ExamI1&2&3Dhurai KesavanNo ratings yet
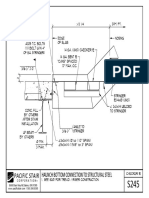
- s245 Checker Plate Haunch Bottom Stair Connection To Structural SteelDocument1 pages245 Checker Plate Haunch Bottom Stair Connection To Structural SteelamachmouchiNo ratings yet
- LRFD Shear Connector Design Procedure and EquationsDocument21 pagesLRFD Shear Connector Design Procedure and EquationsvklsNo ratings yet
- Ebsl Quote Request Form / Work Order Form Page 1 of 1: Arjun Bhise West WestDocument2 pagesEbsl Quote Request Form / Work Order Form Page 1 of 1: Arjun Bhise West WestamachmouchiNo ratings yet
- Gutter CalculationDocument5 pagesGutter CalculationamachmouchiNo ratings yet
- Ebsl Quote Request Form / Work Order Form Page 1 of 1: Arjun Bhise West WestDocument2 pagesEbsl Quote Request Form / Work Order Form Page 1 of 1: Arjun Bhise West WestamachmouchiNo ratings yet
- Pds Hempathane Hs 55610 En-GbDocument2 pagesPds Hempathane Hs 55610 En-GbThines KumarNo ratings yet
- Gutter and Down Spout CalculationDocument1 pageGutter and Down Spout CalculationzelmishaNo ratings yet
- Step ColDocument21 pagesStep ColamachmouchiNo ratings yet
- Hollow Core Building BrochureDocument16 pagesHollow Core Building Brochurelbhnsw5930No ratings yet
- A325m 12165Document8 pagesA325m 12165amachmouchiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Restaurant Industry Award Ma000119 Pay GuideDocument64 pagesRestaurant Industry Award Ma000119 Pay GuidestaktikaNo ratings yet
- Market Research of FevicolDocument12 pagesMarket Research of FevicolShraddha TiwariNo ratings yet
- PAL Pilots Seek Reinstatement After Illegal Strike RulingDocument835 pagesPAL Pilots Seek Reinstatement After Illegal Strike RulingJohn Robert BautistaNo ratings yet
- Quizzes Property Combined Questions and AnswersDocument10 pagesQuizzes Property Combined Questions and AnswersCars CarandangNo ratings yet
- Claremont Courier 6.7.13Document40 pagesClaremont Courier 6.7.13Claremont CourierNo ratings yet
- Swot Analysi S: Output Process I NputDocument20 pagesSwot Analysi S: Output Process I Nputchobiipiggy26No ratings yet
- Senior Executive Title Operations Management in Tampa Bay FL Resume Mark WanichDocument2 pagesSenior Executive Title Operations Management in Tampa Bay FL Resume Mark WanichMarkWanichNo ratings yet
- Chapter 30Document2 pagesChapter 30Ney GascNo ratings yet
- MFRS 5Document22 pagesMFRS 5mzsanjay8131No ratings yet
- QA System KMC AS7Document76 pagesQA System KMC AS7Rayudu VVSNo ratings yet
- AR Gapura Angkasa 2018Document222 pagesAR Gapura Angkasa 2018Alexius SPNo ratings yet
- Pepsi Cola Brand ArchitectureDocument13 pagesPepsi Cola Brand ArchitectureAyrushNo ratings yet
- 90-Day PlannerDocument8 pages90-Day PlannerNikken, Inc.No ratings yet
- Oe/Ee/Hps:: Instructions To Bidder FORDocument46 pagesOe/Ee/Hps:: Instructions To Bidder FORRabana KaryaNo ratings yet
- Farrukh Mushtaq ResumeDocument2 pagesFarrukh Mushtaq ResumeFarrukh M. MirzaNo ratings yet
- NP Profile 2014Document2 pagesNP Profile 2014JCI100% (1)
- Table 2.5 SolutionDocument3 pagesTable 2.5 SolutionMarghoob AhmadNo ratings yet
- C Hanaimp142Document2 pagesC Hanaimp142karamananNo ratings yet
- Tribe of TradersDocument6 pagesTribe of TradersdatsnoNo ratings yet
- Audit of InvestmentsDocument3 pagesAudit of InvestmentsJasmine Marie Ng Cheong50% (2)
- T3.Hull Chapter 10Document11 pagesT3.Hull Chapter 10Abhishek Gupta100% (1)
- Project On MicrofinanceDocument54 pagesProject On MicrofinancevbrutaNo ratings yet
- 2nd September General StrikeDocument15 pages2nd September General StrikeasokababuNo ratings yet
- International Accounting Standards, Harmonization and Financial ReportingDocument2 pagesInternational Accounting Standards, Harmonization and Financial ReportingDevi PrasadNo ratings yet
- PlayingByTheRules Apexart PDFDocument178 pagesPlayingByTheRules Apexart PDFinanna12No ratings yet
- Foreshore ApplicationDocument2 pagesForeshore ApplicationjovanNo ratings yet
- Asian EfficiencyDocument202 pagesAsian Efficiencysilvia100% (5)
- Form No 15GDocument4 pagesForm No 15Graghu_kiranNo ratings yet
- Engineering Management 5 - ControllingDocument46 pagesEngineering Management 5 - ControllingCraig PeriNo ratings yet
- AUTHORITY'S ENGINEER PACKAGE (AE - 9) MaharashtraDocument147 pagesAUTHORITY'S ENGINEER PACKAGE (AE - 9) MaharashtraYash GargNo ratings yet