You might also like
- GM Passlock II SystemDocument14 pagesGM Passlock II Systemalmia tronicsNo ratings yet
- Galvanizing For Corrosion Protection (AGA)Document18 pagesGalvanizing For Corrosion Protection (AGA)Abrianto AkuanNo ratings yet
- 6 (1) - NORSOK M601 Welding & Inspection PipingDocument24 pages6 (1) - NORSOK M601 Welding & Inspection PipingAnwar Jbali100% (1)
- CLS 747 200Document158 pagesCLS 747 200Rodrigo Adam100% (8)
- 02 Samss 012Document9 pages02 Samss 012slan79bisNo ratings yet
- Shell Hazardous Area Classification FundamentalsDocument30 pagesShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- Astm A 924Document8 pagesAstm A 924djfreditoNo ratings yet
- M-122 Cast Structural Steel Rev2Document20 pagesM-122 Cast Structural Steel Rev2vlong30030% (1)
- Norsok Standard M-101Document62 pagesNorsok Standard M-101Popovici Alexandru100% (2)
- L-005 Compact Flanged ConnectionsDocument93 pagesL-005 Compact Flanged ConnectionsbreeeeezzzzzeNo ratings yet
- Norsok Standard - Structural DesignDocument26 pagesNorsok Standard - Structural DesignleodegarioporralNo ratings yet
- Surface Preparation and Protective Coating: Norsok StandardDocument28 pagesSurface Preparation and Protective Coating: Norsok StandardTeck Tiong Huan100% (1)
- NORSOK M-630 Edition 5 of 100930 PKL 100930 EndeligDocument133 pagesNORSOK M-630 Edition 5 of 100930 PKL 100930 EndeligRob CarolusNo ratings yet
- Norsok N-001Document30 pagesNorsok N-001Dia Putranto HarmayNo ratings yet
- BS en 1011-8 - 2004 PDFDocument24 pagesBS en 1011-8 - 2004 PDFrezaNo ratings yet
- Norsok M101Document62 pagesNorsok M101Anonymous FHkX0ANo ratings yet
- ISO 2063-Thermal Spray Coating PDFDocument5 pagesISO 2063-Thermal Spray Coating PDFabhibmaneNo ratings yet
- Norsok C-002 - 18014794Document99 pagesNorsok C-002 - 18014794Anonymous 19QCaJ100% (4)
- Engineering Material Specification: Approval From The Sheet Metal Tech ClubDocument8 pagesEngineering Material Specification: Approval From The Sheet Metal Tech ClubaldairlopesNo ratings yet
- Din 2526 PDFDocument1 pageDin 2526 PDFDaniel TrombimNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Astm B650Document5 pagesAstm B650Richard Wilson0% (1)
- Methods of Tube Expansion in Tube To TubDocument19 pagesMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- En 13445-5 - 2002 - 2007 PDFDocument12 pagesEn 13445-5 - 2002 - 2007 PDFrcpretoriusNo ratings yet
- ZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFDocument142 pagesZF CAT EBook Oil-Filters-Construction-Agricultural-Machinery-Transmissions 50114 201806 V02 IN PDFdeisy ortegaNo ratings yet
- NORSOK Standard M-503Document16 pagesNORSOK Standard M-503cristianoclemNo ratings yet
- Is2062 E350Document12 pagesIs2062 E350Sowmen ChakrobortyNo ratings yet
- BurnerDocument4 pagesBurnerAhmed Mohamed KhalilNo ratings yet
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDocument32 pagesEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNo ratings yet
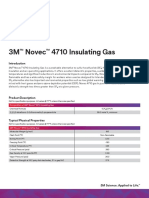
- SF6 Novec 4710Document4 pagesSF6 Novec 4710Fidya Eka PrahestiNo ratings yet
- M-123 Forged Structural Steel Rev2Document16 pagesM-123 Forged Structural Steel Rev2vlong3003No ratings yet
- Norsok M 630Document160 pagesNorsok M 630Alex KuvoricNo ratings yet
- En 10164Document5 pagesEn 10164Merk Erik0% (1)
- Norsok M102 Structural Aluminium FabricationDocument18 pagesNorsok M102 Structural Aluminium FabricationbreeeeezzzzzeNo ratings yet
- Inhoud Handbooks Paints & VarnishesDocument22 pagesInhoud Handbooks Paints & VarnishesLauraMilenaHernándezTorresNo ratings yet
- Norsok M-503 Cathodic ProtectionDocument14 pagesNorsok M-503 Cathodic ProtectionbreeeeezzzzzeNo ratings yet
- Norsok Materials GuideDocument37 pagesNorsok Materials GuideYomara Samantha Hernandez LaureanoNo ratings yet
- BS en Iso 11124-1Document12 pagesBS en Iso 11124-1davezak67% (3)
- Norsok Standard M-120Document42 pagesNorsok Standard M-120marz_dacuteNo ratings yet
- BS en 10250-3-2000Document17 pagesBS en 10250-3-2000Mansi BalduwaNo ratings yet
- En 10216 3 Grade p355nh Tubes PDFDocument1 pageEn 10216 3 Grade p355nh Tubes PDFFerro PipeNo ratings yet
- Dogging Guide 2003 - WorkCover NSWDocument76 pagesDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- En10297 1Document43 pagesEn10297 1Sadashiva SahooNo ratings yet
- Stay CablesDocument22 pagesStay Cablesalex_g00dyNo ratings yet
- BS 1435Document17 pagesBS 1435Salik SiddiquiNo ratings yet
- Corrosion AllowanceDocument35 pagesCorrosion AllowanceReni Mutiara Sari50% (2)
- MS Iso 683-17 - 2010 - Prev PDFDocument6 pagesMS Iso 683-17 - 2010 - Prev PDFtiffanyyy00No ratings yet
- M-121 Aluminium Structural Material Rev1Document17 pagesM-121 Aluminium Structural Material Rev1vlong3003100% (1)
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- BS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsDocument12 pagesBS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsMl Jain89% (18)
- Cen Iso 17844 - 2004 PDFDocument80 pagesCen Iso 17844 - 2004 PDFANNo ratings yet
- Din en 10168-2004Document13 pagesDin en 10168-2004Anonymous B7pghh100% (1)
- En 10168 Inspection InformationDocument12 pagesEn 10168 Inspection InformationStefano Squadrani100% (2)
- BS en 10060 2003Document12 pagesBS en 10060 2003VeraNo ratings yet
- Flat Products Catalogue: Coils SheetsDocument24 pagesFlat Products Catalogue: Coils SheetsAmro HassaninNo ratings yet
- SFD N004 2013 PDFDocument21 pagesSFD N004 2013 PDFMohamed Abo-ZaidNo ratings yet
- Norsok Systems No7 August 2022Document3 pagesNorsok Systems No7 August 2022angelito bernalNo ratings yet
- BS en Iso 2566-1-1999 PDFDocument35 pagesBS en Iso 2566-1-1999 PDFbhavin178No ratings yet
- Iso 15614-3 2008 PDFDocument24 pagesIso 15614-3 2008 PDFmomoNo ratings yet
- BS EN 10028 3 2009, Flat ProductsDocument20 pagesBS EN 10028 3 2009, Flat ProductsgopalvivekNo ratings yet
- Astm B633 19Document4 pagesAstm B633 19Satish JadhavNo ratings yet
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Document8 pagesStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LNo ratings yet
- Guidance On The Welding of Weathering SteelsDocument0 pagesGuidance On The Welding of Weathering Steelsinfinity_178No ratings yet
- Selection of Suitable Welding Consumable For Given ApplicationDocument37 pagesSelection of Suitable Welding Consumable For Given ApplicationqaNo ratings yet
- Astm B633-23 - Redline Astm B633-23Document7 pagesAstm B633-23 - Redline Astm B633-23somashekar1510No ratings yet
- A 928 - A 928M - 04 Qtkyoc9boti4tqDocument6 pagesA 928 - A 928M - 04 Qtkyoc9boti4tqsachinguptachdNo ratings yet
- Design Weld AaliDocument102 pagesDesign Weld Aali55312714No ratings yet
- MdsDocument124 pagesMdsAnonymous GE8mQqxNo ratings yet
- Kwolek-Temporary IVC FiltersDocument67 pagesKwolek-Temporary IVC Filtersale_f_79100% (1)
- OMB BALL ValveDocument44 pagesOMB BALL Valveale_f_79No ratings yet
- Natural Gas Product SpecificationsDocument4 pagesNatural Gas Product Specificationsale_f_79No ratings yet
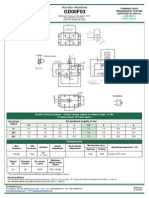
- GD0008F03Document1 pageGD0008F03ale_f_79No ratings yet
- Installation Guide Ansys 14.5Document71 pagesInstallation Guide Ansys 14.5ale_f_79No ratings yet
- Ansys 14.5 For Win Installation GuideDocument71 pagesAnsys 14.5 For Win Installation Guideale_f_79No ratings yet
- Electro Magnetic Induction PDFDocument28 pagesElectro Magnetic Induction PDFPuran BistaNo ratings yet
- 27C ChainDocument19 pages27C ChainyanaziNo ratings yet
- David Lowe Thesis PDFDocument201 pagesDavid Lowe Thesis PDFKRISHNA VAMSHINo ratings yet
- UMTS AircomDocument20 pagesUMTS AircomDũng PhạmNo ratings yet
- Tutorial - 05 - Excavation Settle 3DDocument13 pagesTutorial - 05 - Excavation Settle 3DAlejandro Camargo SanabriaNo ratings yet
- WDU 2.5 enDocument14 pagesWDU 2.5 enAhmadBintangNegoroNo ratings yet
- 01 GeoStrucAnal Cylinder Elastic PDFDocument12 pages01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNo ratings yet
- Capstone Documentation RevisedDocument5 pagesCapstone Documentation RevisedMary Joy BolinaNo ratings yet
- 25252525Document38 pages25252525Ivan GonzalezNo ratings yet
- Biodegradability of SurfactantsDocument1 pageBiodegradability of SurfactantsTinnysumardiNo ratings yet
- BSR NH Circle Jaipur 2016Document103 pagesBSR NH Circle Jaipur 2016vikash kumar50% (4)
- Acceleration GrpahDocument14 pagesAcceleration GrpahRAFAEL TORRESNo ratings yet
- Advanced Cooling System - EMD00253ENDocument4 pagesAdvanced Cooling System - EMD00253ENnarayanan_anoob0% (1)
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Document4 pagesRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungNo ratings yet
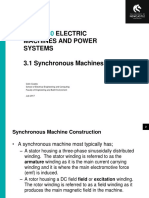
- 03-1 Synchronous Machines 1 DNDocument25 pages03-1 Synchronous Machines 1 DNsaif thuraonNo ratings yet
- Chapter 19A ConcreteDocument10 pagesChapter 19A ConcreteMofasa ENo ratings yet
- ITP InstrumentationDocument9 pagesITP InstrumentationzhangyiliNo ratings yet
- State ManagementDocument16 pagesState Managementnegikamal703No ratings yet
- Tube Well Design Project SolutionDocument5 pagesTube Well Design Project SolutionEng Ahmed abdilahi IsmailNo ratings yet
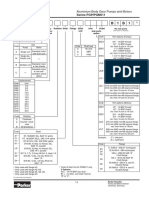
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 pagesPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNo ratings yet