You might also like
- Kaiser Aluminum Soft Alloy Tube PDFDocument31 pagesKaiser Aluminum Soft Alloy Tube PDFgerrzen64No ratings yet
- Enovia VPLM VPM NavigatorDocument11 pagesEnovia VPLM VPM NavigatorAsker Ali TPNo ratings yet
- ASTM D 2000: Specification NumberDocument3 pagesASTM D 2000: Specification NumberjanarthananNo ratings yet
- B 171Document7 pagesB 171manuel flores100% (1)
- Trim Material Valve PlugDocument4 pagesTrim Material Valve Plugalexmontell100% (1)
- Scope Aluminum 6061 Catalogue enDocument4 pagesScope Aluminum 6061 Catalogue ensav33No ratings yet
- Iso 8502-1Document2 pagesIso 8502-1SUNIL RAJPUTNo ratings yet
- Astm A240 Uns S32205Document3 pagesAstm A240 Uns S32205Mintone Sajayah BekabekaNo ratings yet
- 3003 Aluminum Sheet SuppliersDocument12 pages3003 Aluminum Sheet Supplierssanghvi overseas incNo ratings yet
- Outokumpu Forta Range Stainless Steel DatasheetDocument16 pagesOutokumpu Forta Range Stainless Steel DatasheetNicola D'ettoleNo ratings yet
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Document51 pagesMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Evaluating Coatings For High Temperature Service: Standard Test Methods ForDocument3 pagesEvaluating Coatings For High Temperature Service: Standard Test Methods ForFernando Berrospi Garay100% (1)
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Iron-Nickel-Cobalt Sealing Alloy: Standard Specification ForDocument7 pagesIron-Nickel-Cobalt Sealing Alloy: Standard Specification ForJurun_BidanshiNo ratings yet
- Charles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelDocument66 pagesCharles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelAlarmakNo ratings yet
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- AMS4930LDocument8 pagesAMS4930Lremaja1249No ratings yet
- ASTM A213-A213M-05cDocument12 pagesASTM A213-A213M-05cNadhiraNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- B 900 - 99 - QjkwmaDocument12 pagesB 900 - 99 - QjkwmaLuis AndradeNo ratings yet
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterNo ratings yet
- Material Safety Data Sheet: What Is The Material and What Do I Need To Know in An Emergency?Document9 pagesMaterial Safety Data Sheet: What Is The Material and What Do I Need To Know in An Emergency?haharameshNo ratings yet
- Aluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Document8 pagesAluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Hussain MahmudNo ratings yet
- Al Busbar 6060 DatasheetDocument1 pageAl Busbar 6060 DatasheetpiirsaluNo ratings yet
- 277 - Galvanised Steel SheetsDocument10 pages277 - Galvanised Steel SheetsKaushik SenguptaNo ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- Astm A 902 2013 PDFDocument8 pagesAstm A 902 2013 PDFCarlos GuerraNo ratings yet
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDocument14 pages219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesNo ratings yet
- Astm A712 PDFDocument3 pagesAstm A712 PDFCristian OtivoNo ratings yet
- Msds Stainless SteelDocument11 pagesMsds Stainless Steelrakesh marwahNo ratings yet
- Aisi Type 403 (Chemical Composition)Document7 pagesAisi Type 403 (Chemical Composition)MiguelPacheecoAgamezNo ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Domex 100 XF Data SheetDocument2 pagesDomex 100 XF Data Sheetzubblwump5063No ratings yet
- Nitromet Liquid Ferritic NitrocarburizingDocument11 pagesNitromet Liquid Ferritic NitrocarburizingDoez AryanaNo ratings yet
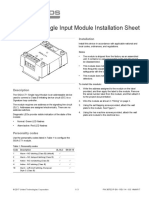
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocument3 pagesSIGA CT1 Est Manual Instalacion SH IngenieriaedgarNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
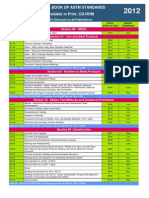
- Astm2012 PDFDocument3 pagesAstm2012 PDFRiyas UdheenNo ratings yet
- Maleable Cast IronsDocument0 pagesMaleable Cast IronsGilang Miky Pratama AlwianNo ratings yet
- Jis D0203 PDFDocument6 pagesJis D0203 PDFsabaris ksNo ratings yet
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNo ratings yet
- Astm A-240Document12 pagesAstm A-240Dionatas AlcântaraNo ratings yet
- Aisi H13Document2 pagesAisi H13123vigenNo ratings yet
- B343 92a Reapproved 2014 PDFDocument3 pagesB343 92a Reapproved 2014 PDFNinad PawarNo ratings yet
- NEA Catalog 2014 PDFDocument56 pagesNEA Catalog 2014 PDFmshameliNo ratings yet
- Aluminum Rectangular and Square Wire For Electrical PurposesDocument7 pagesAluminum Rectangular and Square Wire For Electrical Purposesvuqar0979No ratings yet
- Mil STD 1312BDocument44 pagesMil STD 1312BgreatsteelNo ratings yet
- Din71802 PDFDocument2 pagesDin71802 PDFjudas1432No ratings yet
- Adiabatic Shear Localization: Frontiers and AdvancesFrom EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNo ratings yet
- Aluminum TempersDocument5 pagesAluminum TempersLeonard ChoNo ratings yet
- A 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFDocument7 pagesA 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFTiến Lượng NguyễnNo ratings yet
- E1009Document4 pagesE1009sumedh11septNo ratings yet
- Engineering Material Specification: Controlled Document at Page 1 of 7Document7 pagesEngineering Material Specification: Controlled Document at Page 1 of 7Reginaldo SantosNo ratings yet
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Case Study: Stainless SteelDocument4 pagesCase Study: Stainless SteelJoshua WalkerNo ratings yet
- Floor Drains Ex enDocument1 pageFloor Drains Ex enJoshua WalkerNo ratings yet
- CA6NMDocument2 pagesCA6NMJoshua WalkerNo ratings yet
- LNS 304H: Stainless Steel Solid WireDocument1 pageLNS 304H: Stainless Steel Solid WireJoshua WalkerNo ratings yet
- Stainless Steel Solid Wire: ClassificationDocument1 pageStainless Steel Solid Wire: ClassificationJoshua WalkerNo ratings yet
- Better To Be Sustainable - Stainless Steel ReinforcementDocument7 pagesBetter To Be Sustainable - Stainless Steel ReinforcementJoshua WalkerNo ratings yet
- Lns304l EngDocument1 pageLns304l EngJoshua WalkerNo ratings yet
- INDUSTEEL Steel-SolutionsProtecAppli 201509 BDDocument24 pagesINDUSTEEL Steel-SolutionsProtecAppli 201509 BDJoshua WalkerNo ratings yet
- Classification: AWS A5.9 ER307 A-Nr 8 Mat-Nr 1.4370 ISO 14343-A S 18 8Mn F-NR 6 Nearest Classification 9606 FM 5Document1 pageClassification: AWS A5.9 ER307 A-Nr 8 Mat-Nr 1.4370 ISO 14343-A S 18 8Mn F-NR 6 Nearest Classification 9606 FM 5Joshua WalkerNo ratings yet
- 03 - Astm b265 - TitaniumDocument10 pages03 - Astm b265 - TitaniumJoshua WalkerNo ratings yet
- LNGTainer 07092017Document1 pageLNGTainer 07092017Joshua WalkerNo ratings yet
- ISSF Stainless Steel in Figures 2016 English PublicDocument27 pagesISSF Stainless Steel in Figures 2016 English PublicJoshua WalkerNo ratings yet
- Technical Brochure - Ferritics - MolyDocument5 pagesTechnical Brochure - Ferritics - MolyJoshua WalkerNo ratings yet
- ISSF Stainless Steel and Co2Document12 pagesISSF Stainless Steel and Co2Joshua WalkerNo ratings yet
- Sfa-5.6Document20 pagesSfa-5.6vannie_yundaNo ratings yet
- Chapter 2 MineralsDocument48 pagesChapter 2 MineralsDiasphroNo ratings yet
- Titanium PlatingDocument10 pagesTitanium PlatingMaría MGNo ratings yet
- Chemistry 103 Assignment No. 6: As at As AsDocument3 pagesChemistry 103 Assignment No. 6: As at As AsAli EslamiNo ratings yet
- Exp 6 Sodium Fusion PDFDocument4 pagesExp 6 Sodium Fusion PDFJessica Margaux Mercado0% (1)
- Problems 13.1: Difficulties Associated With The Partially Melted ZoneDocument2 pagesProblems 13.1: Difficulties Associated With The Partially Melted ZoneSayyidah FarhanaNo ratings yet
- Certificate No. 00801-16A PDFDocument1 pageCertificate No. 00801-16A PDFPaulo MoraesNo ratings yet
- Isotopes and Mass SpecDocument6 pagesIsotopes and Mass SpecSarah ZungailoNo ratings yet
- Selangor Skema Kimia Kertas 2 (Set 1)Document17 pagesSelangor Skema Kimia Kertas 2 (Set 1)SITI RAIHANI BINTI KAMSO MoeNo ratings yet
- Chemical Resistance Guide For Metal - Excelente PDFDocument8 pagesChemical Resistance Guide For Metal - Excelente PDFAmiLkar Lastre100% (1)
- LivermoniumDocument2 pagesLivermoniumizel preposeNo ratings yet
- Errata For Atkins' Chemical Principles 5th EditionDocument2 pagesErrata For Atkins' Chemical Principles 5th EditionRonald LNo ratings yet
- Version ThreeDocument35 pagesVersion Threeerick kanyiNo ratings yet
- Iso 2597 1 2006 en PDFDocument8 pagesIso 2597 1 2006 en PDFAsad JahangirNo ratings yet
- Cambridge IGCSE (9-1) : Co-Ordinated Sciences 0973/11Document16 pagesCambridge IGCSE (9-1) : Co-Ordinated Sciences 0973/11HitomiSFlames PlayzNo ratings yet
- Salt Analysis - Ammonium CarbonateDocument2 pagesSalt Analysis - Ammonium CarbonateAmythNo ratings yet
- General Chemistry 11th Edition Ebbing Solutions ManualDocument25 pagesGeneral Chemistry 11th Edition Ebbing Solutions ManualNancyWardDDSrods100% (55)
- Hardenability of Steel PDFDocument59 pagesHardenability of Steel PDFMOHAC KILICASLANNo ratings yet
- Rouging in Pharmaceutical Water Systems (IVT 2015)Document6 pagesRouging in Pharmaceutical Water Systems (IVT 2015)julianpellegrini860No ratings yet
- Chapter 3 Practice Test Answers 4u1Document2 pagesChapter 3 Practice Test Answers 4u1helloblargNo ratings yet
- Actual Repeat Paper 2013Document10 pagesActual Repeat Paper 2013Jasmeet Kaur SandhuNo ratings yet
- As Unit 1 Chapter 1 Past PapersDocument20 pagesAs Unit 1 Chapter 1 Past PapersK K Chamath Aachinthya0% (1)
- Normality ProblemsDocument1 pageNormality ProblemsKashif AmeerNo ratings yet
- Music 2Document18 pagesMusic 2JonathanNgNo ratings yet
- 33stoichiometry PDFDocument11 pages33stoichiometry PDFJessica ShamoonNo ratings yet
- Glass Manufacturing Process12Document10 pagesGlass Manufacturing Process12Mahfuzur Rahman SiddikyNo ratings yet
- Hydrolysis of IonsDocument4 pagesHydrolysis of Ionsmawuli1997No ratings yet
- June 2014 (v2) QP - Paper 1 CIE Chemistry IGCSEDocument16 pagesJune 2014 (v2) QP - Paper 1 CIE Chemistry IGCSERedCazorlaNo ratings yet
- Filler Metal Technical Bulletin ERCuNi - FM67Document2 pagesFiller Metal Technical Bulletin ERCuNi - FM67jromero_rpgNo ratings yet
- Norma Astm E407.1093127-1Document22 pagesNorma Astm E407.1093127-1Gabriela AlmeidaNo ratings yet