You might also like
- Eutectic 29029Document2 pagesEutectic 29029Imam SitumeangNo ratings yet
- MetaCeram-25040.. Castollin EutecticDocument2 pagesMetaCeram-25040.. Castollin EutecticAndrés MolinaNo ratings yet
- Systematic Analysis of Induction Coil FailuresDocument3 pagesSystematic Analysis of Induction Coil FailuresGulie Cosmin IonutNo ratings yet
- Zurn Aquaflush z6000 ManualDocument8 pagesZurn Aquaflush z6000 ManualrosaearlNo ratings yet
- PTC ReissmannDocument8 pagesPTC ReissmannAndré Carlos CorenzanNo ratings yet
- GS-52 properties guideDocument3 pagesGS-52 properties guidefalahherdinoNo ratings yet
- Green Pin Standard Hydraulic ShackleDocument1 pageGreen Pin Standard Hydraulic ShackleAthox QhurienNo ratings yet
- MP60 A0616Document76 pagesMP60 A0616PedrosasNo ratings yet
- Comprehensive MRO Solutions from Corium ChemicalsDocument4 pagesComprehensive MRO Solutions from Corium ChemicalsnmkdsarmaNo ratings yet
- Aisi D2: Cold Work Tool SteelDocument7 pagesAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNo ratings yet
- Aisi A2: Cold Work Tool SteelDocument21 pagesAisi A2: Cold Work Tool SteelRahul NambiarNo ratings yet
- Top Tool Steel for Cold FormingDocument9 pagesTop Tool Steel for Cold FormingJim ToddNo ratings yet
- A New Die Material For Longer Service LifeDocument12 pagesA New Die Material For Longer Service LifeLuis SantosNo ratings yet
- PB Uddeholm Sverker 21 EnglishDocument12 pagesPB Uddeholm Sverker 21 EnglishulfwisenNo ratings yet
- Assab Stavax EsrDocument6 pagesAssab Stavax EsrAnonymous Wi2Pd2UgPINo ratings yet
- S 700Document12 pagesS 700HeiderHuertaNo ratings yet
- Material 1.2767 - 45NiCrMo16Document1 pageMaterial 1.2767 - 45NiCrMo16johnnydoe90No ratings yet
- High Speed Steel: GMTC GMTCDocument3 pagesHigh Speed Steel: GMTC GMTCpvdangNo ratings yet
- 100Cr6 PropertiesDocument1 page100Cr6 PropertiesRudrendu ShekharNo ratings yet
- 440C DS LatrobeDocument2 pages440C DS LatrobedaymonNo ratings yet
- Assab MaterialDocument8 pagesAssab MaterialFadzlly Abd JalilNo ratings yet
- High-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCDocument3 pagesHigh-Carbon, High Chromium Cold Work Tool Steel: GMTC GMTCpvdangNo ratings yet
- High-Wear Chromium SteelDocument1 pageHigh-Wear Chromium SteelTürker AstarlioğluNo ratings yet
- Material 1.2312 - 40CrMnMoS8-6Document1 pageMaterial 1.2312 - 40CrMnMoS8-6johnnydoe90No ratings yet
- ThyssenKrupp Steel Data Sheet P235GHDocument4 pagesThyssenKrupp Steel Data Sheet P235GHjaseerkannothNo ratings yet
- DIMO 42H - Prehardened CrMnMo-alloyed Steel in Holderblock Quality For The Construction of Plastic MoldsDocument4 pagesDIMO 42H - Prehardened CrMnMo-alloyed Steel in Holderblock Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Asaab 8407 - 2MDocument11 pagesAsaab 8407 - 2MPrabath MadusankaNo ratings yet
- CPM Magnacut - Technical Data: Your in Specialty MetalsDocument2 pagesCPM Magnacut - Technical Data: Your in Specialty MetalscpNo ratings yet
- 1.2714 55NiCrMoV7Document2 pages1.2714 55NiCrMoV7Mogos PaulNo ratings yet
- Otel de Scule - GBDocument37 pagesOtel de Scule - GBColta VictorNo ratings yet
- PB Uddeholm Sleipner EnglishDocument12 pagesPB Uddeholm Sleipner EnglishAlfya ChinikamwalaNo ratings yet
- Assab - XW 10 D20140711Document8 pagesAssab - XW 10 D20140711Orlando CellanNo ratings yet
- DIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument4 pagesDIMO 30M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocument2 pagesAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriNo ratings yet
- 1.2436 X210CrW12Document2 pages1.2436 X210CrW12nguyenthihoaivietnamNo ratings yet
- Acero A11Document2 pagesAcero A11Jose LuisNo ratings yet
- En10083-2 - 1996 - C35eDocument3 pagesEn10083-2 - 1996 - C35ealextentwentyNo ratings yet
- Material 1.2738 - 40CrMnNiMo8-6-4Document1 pageMaterial 1.2738 - 40CrMnNiMo8-6-4johnnydoe90100% (1)
- 1.2379 X153Crmov12 Cppu: Chemical CompositionDocument2 pages1.2379 X153Crmov12 Cppu: Chemical CompositionAdrian Finichiu100% (1)
- DIMO 42M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsDocument4 pagesDIMO 42M - Prehardened CrMnMo-alloyed Steel in Mold Quality For The Construction of Plastic MoldsFernando LaraNo ratings yet
- X210Cr12 Technical Card Supply Conditions Annealed SteelDocument1 pageX210Cr12 Technical Card Supply Conditions Annealed SteelMSc Kostic MilosNo ratings yet
- GB Grade Asp 2060Document2 pagesGB Grade Asp 2060João MirandaNo ratings yet
- Datasheet DMV 304 HCu 20081118Document4 pagesDatasheet DMV 304 HCu 20081118Anuj ShahiNo ratings yet
- High Speed Tool Steel: GMTC GMTCDocument2 pagesHigh Speed Tool Steel: GMTC GMTCpvdangNo ratings yet
- ASSAB PM 30 SuperClean Brochure EnglishDocument12 pagesASSAB PM 30 SuperClean Brochure EnglishnithiNo ratings yet
- Carpenter Stainless Custom 630 PDFDocument9 pagesCarpenter Stainless Custom 630 PDFGrafton MontgomeryNo ratings yet
- FinDocument3 pagesFinTVP_contechNo ratings yet
- Alloy Steels: GMTC GMTCDocument2 pagesAlloy Steels: GMTC GMTCpvdangNo ratings yet
- Quality 1.2329 Chemical Composition: Lucefin GroupDocument0 pagesQuality 1.2329 Chemical Composition: Lucefin Groupramelow1982No ratings yet
- Caracteristicas Do Aço 40CrMnMo7Document2 pagesCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesNo ratings yet
- LSS 420 MQDocument2 pagesLSS 420 MQd3xterNo ratings yet
- Quality 40nicrmov16 Ku: Lucefin GroupDocument1 pageQuality 40nicrmov16 Ku: Lucefin Groupkbwoniu123No ratings yet
- Material 1.2379 - X153CrMoV12Document1 pageMaterial 1.2379 - X153CrMoV12johnnydoe90No ratings yet
- Uddeholm Qro90supremeDocument12 pagesUddeholm Qro90supremeDarwin Anderson GNo ratings yet
- Tool Steel Alloy Cr12MoVDocument5 pagesTool Steel Alloy Cr12MoVMujjo Sahb100% (1)
- 1 2714Document1 page1 2714K Mohana PraneshNo ratings yet
- DH31-EX Heat TreatDocument4 pagesDH31-EX Heat TreatMichael KrummNo ratings yet
- YSS Die Casting Die MaterialDocument14 pagesYSS Die Casting Die MaterialVishal BalkwadeNo ratings yet
- 1.4057 Aisi 431 Data Sheet PDFDocument2 pages1.4057 Aisi 431 Data Sheet PDFGagat GongatNo ratings yet
- Creusabro 4800 Steel Offers Improved Wear ResistanceDocument3 pagesCreusabro 4800 Steel Offers Improved Wear ResistanceAnonymous 48jYxR1CNo ratings yet
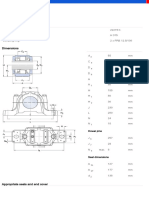
- Split Plummer Block Housings SNL and SE Series For Bearings On An Adapter Sleeve With Standard seals-SNL 515-612 + 22215 K + H 315Document2 pagesSplit Plummer Block Housings SNL and SE Series For Bearings On An Adapter Sleeve With Standard seals-SNL 515-612 + 22215 K + H 315Hugo Mario Ariza PalacioNo ratings yet
- Tubo Sin Costura, Nps 6, SCH. 40, ASME B36.10MDocument1 pageTubo Sin Costura, Nps 6, SCH. 40, ASME B36.10MHugo Mario Ariza PalacioNo ratings yet
- TRN NMD 0018 00 Rev - 01 - PDFDocument19 pagesTRN NMD 0018 00 Rev - 01 - PDFHugo Mario Ariza PalacioNo ratings yet
- Basic Concepts of Stairwell PressurizationDocument4 pagesBasic Concepts of Stairwell PressurizationHugo Mario Ariza PalacioNo ratings yet
- Tia 86 19 1 PDFDocument1 pageTia 86 19 1 PDFHugo Mario Ariza PalacioNo ratings yet
- SOLIDWORKS Uninstall GuideDocument8 pagesSOLIDWORKS Uninstall GuidebilelNo ratings yet
- Title: Benefit-Cost Analysis of Building Information Modeling (BIM) in A Railway Site Authors: Min Ho, Shin, PH.DDocument11 pagesTitle: Benefit-Cost Analysis of Building Information Modeling (BIM) in A Railway Site Authors: Min Ho, Shin, PH.DHugo Mario Ariza PalacioNo ratings yet
- Tia 86 19 1 PDFDocument1 pageTia 86 19 1 PDFHugo Mario Ariza PalacioNo ratings yet
- Introduction To The Draft ISO 19650 andDocument3 pagesIntroduction To The Draft ISO 19650 andHugo Mario Ariza PalacioNo ratings yet
- Din 2768 English VersionDocument1 pageDin 2768 English VersionCesar Augusto Castellar OrtegaNo ratings yet
- Basic Concepts of Stairwell PressurizationDocument4 pagesBasic Concepts of Stairwell PressurizationHugo Mario Ariza PalacioNo ratings yet
- FRP Tank Selip Technical SpecificationDocument29 pagesFRP Tank Selip Technical SpecificationAiman Hamam100% (3)
- Architecturally Exposed Structural Steel 05125Document16 pagesArchitecturally Exposed Structural Steel 05125Hugo Mario Ariza PalacioNo ratings yet
- 07 05 DATA-PumpDocument7 pages07 05 DATA-PumpHugo Mario Ariza PalacioNo ratings yet
- CertificateOfCompletion - Solidworks Simulation For Finite Element AnalysisDocument1 pageCertificateOfCompletion - Solidworks Simulation For Finite Element AnalysisHugo Mario Ariza PalacioNo ratings yet
- Regconomica - Proyecto Norma Técnica Colombiana 430 04Document1 pageRegconomica - Proyecto Norma Técnica Colombiana 430 04Hugo Mario Ariza PalacioNo ratings yet
- Shaft Design and CalculationDocument4 pagesShaft Design and CalculationHugo Mario Ariza PalacioNo ratings yet
- Fibreglass Tank and Vessel SpecificationDocument43 pagesFibreglass Tank and Vessel SpecificationJorge Andres Caro CortesNo ratings yet
- CertificateOfCompletion - Fusion 360 Designing For MetalDocument1 pageCertificateOfCompletion - Fusion 360 Designing For MetalHugo Mario Ariza PalacioNo ratings yet
- CertificateOfCompletion - Autodesk Inventor Professional Stress Analysis ToolsDocument1 pageCertificateOfCompletion - Autodesk Inventor Professional Stress Analysis ToolsHugo Mario Ariza PalacioNo ratings yet
- Seismic Design of Circular Liquid-ContainingDocument19 pagesSeismic Design of Circular Liquid-ContainingBruna MacedoNo ratings yet
- PNSC0035 TracingDocument57 pagesPNSC0035 TracingGNo ratings yet
- Program Management FoundationsDocument1 pageProgram Management FoundationsMaverickPNo ratings yet
- CertificateOfCompletion - Autodesk Inventor Professional Stress Analysis Tools PDFDocument1 pageCertificateOfCompletion - Autodesk Inventor Professional Stress Analysis Tools PDFHugo Mario Ariza PalacioNo ratings yet
- Commissioning Screw ConveyorDocument3 pagesCommissioning Screw Conveyorrahmankhan823100% (1)
- k-90-9044 900 LB FM-200 Cylinder 10-7-14Document2 pagesk-90-9044 900 LB FM-200 Cylinder 10-7-14Hugo Mario Ariza PalacioNo ratings yet
- Combustible Dust PosterDocument1 pageCombustible Dust PosterEvert W. VanderBergNo ratings yet
- Certificate Completion Active Listening eBookDocument1 pageCertificate Completion Active Listening eBookHugo Mario Ariza PalacioNo ratings yet
- Aboveground Tank Installation ChecklistDocument3 pagesAboveground Tank Installation ChecklistHugo Mario Ariza PalacioNo ratings yet
- Combustible Dust PosterDocument1 pageCombustible Dust PosterEvert W. VanderBergNo ratings yet
- 03 6000 - GroutingDocument4 pages03 6000 - GroutingAngelo Carlo MalabananNo ratings yet
- Foundation - 3-Storey With Roof Deck-Model PDFDocument1 pageFoundation - 3-Storey With Roof Deck-Model PDFAnjo BalucasNo ratings yet
- Flange Bolt Tightening ProcedureDocument5 pagesFlange Bolt Tightening ProcedureArya100% (1)
- Material Test Certificate: For: Priminox OverseasDocument2 pagesMaterial Test Certificate: For: Priminox OverseasDSAFNo ratings yet
- Road Improvements Estimate BandarawelaDocument18 pagesRoad Improvements Estimate BandarawelalalithniroshaNo ratings yet
- Duplex Families Applications A Review Part3Document4 pagesDuplex Families Applications A Review Part3Karthik SubramaniNo ratings yet
- PVC Fittings Compliance CertificateDocument2 pagesPVC Fittings Compliance CertificateJOSE GABRIELNo ratings yet
- Engineering Metallurgy Chapter 5Document28 pagesEngineering Metallurgy Chapter 5Mayur SatputeNo ratings yet
- Installing and Operating a Thermal Relief ValveDocument12 pagesInstalling and Operating a Thermal Relief ValveHiren Panchal100% (1)
- 13 Principles of Metallurgybits PDFDocument2 pages13 Principles of Metallurgybits PDFAbdul BokhariNo ratings yet
- Grade 8 Chemistry NoteDocument4 pagesGrade 8 Chemistry NotebelleNo ratings yet
- Eca FormsDocument7 pagesEca Forms刘会卿No ratings yet
- Proprietary Standard, Hex Cap Screw, Grade 9, Yellow Zinc: Page 1 of 2 REV-04 Date September 22, 2014 Hcs - Gr9.YzDocument2 pagesProprietary Standard, Hex Cap Screw, Grade 9, Yellow Zinc: Page 1 of 2 REV-04 Date September 22, 2014 Hcs - Gr9.YzYunlong GuNo ratings yet
- Bituminius Prime Coat and Tack CoatDocument2 pagesBituminius Prime Coat and Tack CoatarslanNo ratings yet
- ASTM-D2688 Corrosion Rate CalculationDocument7 pagesASTM-D2688 Corrosion Rate CalculationbdrrhmnnlNo ratings yet
- 007A) Hose & FittingDocument44 pages007A) Hose & FittingEustahije BrzicNo ratings yet
- 13 Threading PDFDocument46 pages13 Threading PDFrefaeNo ratings yet
- Usiten 375-1Document6 pagesUsiten 375-1Gerardo Rodríguez100% (2)
- Road survey data for Davao RegionDocument4 pagesRoad survey data for Davao RegionAienna Lacaya MatabalanNo ratings yet
- Causes of Casting Defects With RemediesDocument6 pagesCauses of Casting Defects With RemediesKavita KaleNo ratings yet
- U Seal V SeakDocument56 pagesU Seal V SeakMiguelNo ratings yet
- Arch Specs - West Jordan 20130208Document475 pagesArch Specs - West Jordan 20130208MikeVVNo ratings yet
- Civil SpecsDocument136 pagesCivil Specsshravan.office11No ratings yet
- Report Politeknik Concrete Compressive Strength Test On The Concrete CubeDocument13 pagesReport Politeknik Concrete Compressive Strength Test On The Concrete CubeMuhammad Muazzam100% (1)
- Cleaning & Maintenance Guide To Stainless Steel AUDocument5 pagesCleaning & Maintenance Guide To Stainless Steel AUNarasimha DvlNo ratings yet
- UNS S41000 (Type SS 410) : SS 304 Bonded To 3mm Non-Conductive Grey EPDM WasherDocument1 pageUNS S41000 (Type SS 410) : SS 304 Bonded To 3mm Non-Conductive Grey EPDM WasherrimshadtpNo ratings yet
- Summary of Works Description: New Kano 330/132/33Kv Substation Completion of Construction Works of 2bedroom Staff QuarterDocument8 pagesSummary of Works Description: New Kano 330/132/33Kv Substation Completion of Construction Works of 2bedroom Staff QuarterTijjani BelloNo ratings yet
- WPS - FormDocument1 pageWPS - FormGökhan TEZCAN0% (1)
- Nursery Pmamp DadeldhuraDocument16 pagesNursery Pmamp Dadeldhurabibek neupaneNo ratings yet
- PERI Formwork Technology For Architectural ConcreteDocument148 pagesPERI Formwork Technology For Architectural ConcreteAlexander AtanassovNo ratings yet