International Journal of Mechanical Engineering and Technology (IJMET)
Volume 6, Issue 9, Sep 2015, pp. 112-119, Article ID: IJMET_06_09_011
Available online at
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=6&IType=9
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
IAEME Publication
________________________________________________________________________
ENERGY ANALYSIS IN TIRE
MANUFACTURING INDUSTRIES
Mandar Gudadhe, Pranay Lohakare, Mukesh Meshram and Ashlesh Padole
G. H Raisoni Academy of Engineering and Technology
ABSTRACT:In this paper an analysis of energy use and energy analysis in the Tyre
manufacturing industries is presented. It has been found that rubber industries
consume a substantial amount of energy. Excessive use of energy is usually
associated with many industrial plants worldwide, and rubber plants are no
exception. This study is based on the realization that enormous potential exists for
cost-effective improvements in the existing energy-using equipment. Through the
method of a walkthrough energy audit, power rating, operation time of energyconsuming equipment/machineries and power factor were collected. The data were
then analyzed to investigate the breakdown of end-use equipment/machineries
energy use. The analysis of tyre curing various temperatures at different time. The
results of the energy audit in Tyre manufacturing industries showed that the electric
motor accounts for a major fraction of total energy consumption followed by
pumps, heaters, cooling systems and lighting. Since the electric motor takes up a
substantial amount of the total energy used in rubber industries, energy-savings
strategies such as the use of high efficient motors, and variable speed drive (VSD)
have been used to reduce energy consumption of motors used in rubber industries.
Energy-savings strategies for compressed-air systems, boilers, and chillers have
also been applied to estimate energy and cost savings. It has been found that
significant amount of energy and; utility bills can be saved along with the reduction
of emission by applying the foretold strategies for energy using machineries in the
rubber industries.
Key words: Energy, Tyre Manufacturing industry, Curing, Vulcanizating and
Rubber industries
Cite this Article: Gudadhe, M. and Lohakare, P. Energy Analysis in Tire
Manufacturing Industries. International Journal of Mechanical Engineering
and Technology, 6(9), 2015, pp. 112-119.
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=6&IType=9
http://www.iaeme.com/IJMET/index.asp
112
editor@iaeme.com
Energy Analysis in Tire Manufacturing Industries
1. TIRE MANUFACTURING PROCESSES CONSIST OF:
1. Preparing intermediate products (members) utilizing the fluidity and plasticity of
crude rubber,
2. Laminating the members covered with crude rubber utilizing the tackiness of the
covering crude rubber,
3. Assembling the members to make raw tires, and
4. Vulcanizing them at the final stage to produce chemically stable and elastic tires.
2. RUBBER COMPOUNDING (MIX FORMULATION AND
COMPOUNDING):
A variety of raw material elastomers and various compound ingredients are used for
tires by mixing and compounding them for use in respective members. In former
days, this compounding was carried out with open rolls, and naturally the working site
was made terribly dirty due to the scattering of carbon black a nd other chemicals.
Today, intensive mixers, including internal and Banbury mixers, are widely used.
This intensive mixer is of enclosed type and computer-controlled so that raw material
elastomers, various compounding ingredients, and oil are automatically fed, and. This
has resulted in reducing dirt to a considerable degree. Since the properties of rubber,
uncured and cured, vary greatly depending on various factors as described below,
attention has been focused on producing rubber compounds to specifications with a
slight variance by computer control.
The various factors include the kind, quantity, order and time of feeding, the
extent to which ingredients are mixed evenly,compounding time, and temperature of
raw material elastomers and compounding ingredients. In this process, high-capacity
motors are used. This inevitably involves large power consumption, which accounts
usually for 35 to 55% of the total power consumption of the factory. It is a common
practice to recycle cooling water used in large quantities.
Following Table shows Non pro and Pro rubber standard value:Table 1 Non pro and Pro rubber standard value
MATERIAL
NON PRO
PRO
TEMP.(C)
145150
100105
TIME(SEC)
STD
130
90
MIN
110
80
MAX
160
110
ENERGY(KW Hr)
1314
6.57
During Non pro mixing for 160 kg rubber temperature should be 145150 C, standard
time 130 second and Energy produce 1314 KWhr while in pro rubber temperature should
be 100105 C, standard time 90 second and energy produce 6.57 KWhr.
3. CURING AND VULCANIZATING OF TIRES:Molded tires are fed to a mold (a metal mold with a tread pattern, a side pattern, a
marking, and a trademark carved thereon) of the specified vulcanizer, pressed against
the inside of the mold from the inside, and heated simultaneously from both s ides,
internal and external, with heating media, such as steam and hot water, so that, after a
given period, vulcanization proceeds throughout the entire tire. Thus, a finished tire
with a vulcanized rubber structure is elastic and stable. Operators have o nly to prepare
green tires and watch the process. Since synthetic fibers shrink by nature if left standing
http://www.iaeme.com/IJMET/index.asp
113
editor@iaeme.com
Mandar Gudadhe and Pranay Lohakare
when hot, hot tires after vulcanization diminish in size when left standing. A device (a
post-cure inflator) is therefore provided, with which bias tires in which synthetic fibers
are used are inflated by applying air pressure immediately after vulcanization, and
cooled in an inflated state. Two types of molds are used for molding tires: one is a full
mold that splits into upper and lower parts, and ma inly used for molding bias tires,
while the other is a split mold widely used for molding radial tires.
Curing press operators place green tyres into the curing press or onto press
loading equipment. Curing presses in operation in North America exist in a variety of
types, ages and degrees of automation. The press utilizes steam to heat or cure the
green tyre. Rubber curing or vulcanization transforms the tacky and pliable material
to a non tacky, less pliable, long lasting state. When rubber is heated in curing or in
earlier stages of the process, carcinogenic N-nitrosamines are formed. Any level of Nnitrosamine exposure should be controlled. Attempts should be made to limit Nnitrosamine exposure as much as feasible. In addition, dusts, gases, vapours and
fumes contaminate the work environment when rubber is heated, cured or vulcanized.
The green tire is transferred for vulcanization. The tire is coated with a liquid to
ensure that it will not stick to the mold. In the mold the green tire is placed over an
inflatable rubber bladder. Typically, the vulcanizing machine is a two piece metal
mold. The bladder forces the tire against the mold, forming the sidewall patterns and
tread pattern. The molding is accomplished through the use of steam pressure or hot
water inside of the bladder. The rubber components of the tire are vulcanized by
steam generated heat in the mold and bladder at pressure as high as 400 psi and
temperatures of approximately 200 C for approximately ten minutes. This heat
results in chemical and physical changes in the rubber compounds. At the molecular
level, profound chemical changes occur during vulcanization. The green tire rubber
components are transformed from plastic consistency to the consistency found in a
finished tire. The vulcanization process chemically and physically links the various
components, forming what should be an inseparable bond.
The smaller rubber molecules are linked to the long polymer chain linked
molecules. When the molecules in the various components properly bond, all inter
facing surfaces are obliterated forming the finished green tire. Thus, any liner pattern
marks from the fabric liner used during storage should be totally obliterated in a
properly cured tire. One should never see liner pattern marks on a tire that has been
properly cured (vulcanized). Manufacturers use various time periods for the
vulcanization process. In an effort to reduce the time required for the manufacture of a
tire, manufacturers are continually attempting to reduce the vulcanizing time. One
method that is utilized is radiation of components prior to vulcanization. It should be
noted that under-vulcanization will result in a lack of adhesion of the components. One
indication of this lack of adhesion in a failed tire can be pattern liner marks. As a result
of vulcanization, the rubber becomes essentially insoluble and cannot be processed by
any of the means used to manipulate the green rubber during the assembly process.
4. CURING PRINCIPLE:In order to minimize the disadvantages of the conventional process, nitrogen can be
used as a flexible and inert pressure agent. After the steam- induced preheating,
nitrogen takes over the part of keeping the systems pressure at the desired level. The
ideal system pressure und curing temperature can be selected independently from
each other. The rubber cannot overheat any more because of excessive steam supply
and less steam can condense in subsequent stages of the curing process.
http://www.iaeme.com/IJMET/index.asp
114
editor@iaeme.com
Energy Analysis in Tire Manufacturing Industries
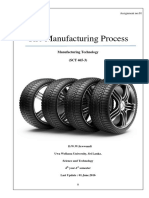
Figure 1 Temperature and Pressure variation during curing process
Principle of curing process shows in Figure 1. When tyre placed in lower mold
after that upper mold closed the curing mold and pressure of steam 14 Bar are passed
through outside mold then temperature of curing increase up to 190 C to 200 C.
When temperature increases nitrogen gas with 21 Bar pressure passes through curing
mold to maintain the shape of tyre. Nitrogen is inert gas it does not react with other
material and improve efficiency of curing mold. After some time temperature of
nitrogen gas decreases, steam pressure reduce and temperature of tyre decreases.
During curing time in curing mold we measure temperature at various point
following are the location to check temperature of tyre part.
Table 2 List of Locations
I/L C/L-1
INNER S/W TOP-1
INNER S/W BOT-1
S/W S/C TOP-1
S/W S/C BOT-1
TS-1
I/L C/L-2
INNER S/W TOP-2
INNER S/W BOT-2
S/W S/C TOP-2
S/W S/C BOT-2
TS-2
http://www.iaeme.com/IJMET/index.asp
115
editor@iaeme.com
Mandar Gudadhe and Pranay Lohakare
CH.No.
1
I/L C/L-1
2
INNER S/W TOP-1
0.00
33.1
54.0
0.00
34.2
67.1
0.00
31.7
58.7
LOCATION
CLASS OF BLOWPOINT
TIME (SEC) Initial temperature
0.0
TEMP
3
4
INNER S/W S/C
S/W BOT- TOP-1
1
5
S/W S/C
BOT-1
6
TS-1
7
I/L C/L-2
8
9
10
INNER
INNER S/W S/C
S/W TOP- S/W BOT- TOP-2
2
2
0.00
34.3
67.4
0.00
34.4
78.2
0.00
34.5
53.2
0.00
31.5
53.6
0.00
33.1
67.7
0.00
31.5
57.1
11
S/W S/C
BOT-2
12
TS-2
0.00
31.2
57.4
0.00
32.6
74.1
0.00
31.0
45.7
0.5
TEMP
70.1
72.1
65.9
139.5
147.5
126.7
67.4
72.2
63.0
138.2
136.5
135.1
1.0
TEMP
90.8
87.5
84.6
147.2
152.7
138.9
87.1
87.4
78.6
146.4
143.7
142.5
1.5
TEMP
104.4
102.2
100.4
151.7
155.4
144.4
100.6
101.9
92.3
151.2
147.8
146.6
2.0
TEMP
115.0
114.6
112.9
155.1
157.5
148.1
111.3
114.1
103.9
154.9
150.9
149.6
2.5
TEMP
124.0
124.8
122.8
157.8
159.3
151.0
120.3
124.3
113.7
157.9
153.5
152.0
3.0
TEMP
131.7
133.2
130.6
160.1
160.8
153.3
128.1
132.6
121.9
160.3
155.7
154.0
3.5
TEMP
138.6
140.3
137.0
162.0
162.2
155.3
135.0
139.7
128.8
162.4
157.7
155.9
4.0
TEMP
144.6
146.4
142.4
163.7
163.5
157.1
141.1
145.9
134.5
164.1
159.4
157.5
4.5
TEMP
150.0
151.9
146.9
165.3
164.6
158.6
146.6
151.3
139.5
165.7
161.0
158.9
5.0
TEMP
154.9
156.8
151.4
166.7
165.7
160.1
151.7
156.3
144.4
167.2
162.5
160.2
5.5
TEMP
158.7
161.0
157.1
167.9
166.8
161.3
155.7
160.5
150.1
168.4
164.0
161.4
6.0
TEMP
161.6
164.5
161.7
169.1
167.8
162.4
158.7
164.0
154.9
169.6
165.4
162.5
6.5
TEMP
164.0
167.3
165.3
170.0
168.7
163.4
161.3
166.9
158.7
170.5
166.6
163.4
7.0
TEMP
166.0
169.7
168.1
170.9
169.6
164.3
163.4
169.3
161.9
171.4
167.8
164.3
7.5
TEMP
167.7
171.7
170.4
171.6
170.3
165.1
165.3
171.3
164.7
172.2
168.8
165.1
8.0
TEMP
169.2
173.3
172.2
172.3
171.0
165.9
167.0
172.9
167.0
172.8
169.7
165.8
8.5
TEMP
170.7
174.7
173.7
172.8
171.6
166.6
168.6
174.3
169.0
173.3
170.5
166.5
9.0
TEMP
172.1
175.8
174.8
173.3
172.2
167.3
170.1
175.5
170.6
173.7
171.2
167.1
9.5
TEMP
173.2
176.7
175.7
173.7
172.6
167.9
171.4
176.5
172.0
174.1
171.9
167.7
10.0
TEMP
174.1
177.4
176.4
174.0
173.0
168.4
172.4
177.2
173.2
174.5
172.5
168.2
10.5
TEMP
174.9
177.8
176.9
174.3
173.3
168.9
173.2
177.7
174.2
174.7
172.8
168.6
11.0
TEMP
175.8
178.2
177.4
174.6
173.7
169.3
174.2
178.0
175.0
174.9
173.2
169.1
11.5
TEMP
176.4
178.5
177.7
174.8
174.0
169.7
175.0
178.4
175.6
175.2
173.7
169.5
11.8
TEMP
176.8
178.5
177.8
174.9
174.1
170.0
175.4
178.5
176.0
175.3
173.9
169.7
MAX TEMP
176.8
178.5
177.8
174.9
174.1
170.0
175.4
178.5
176.0
175.3
173.9
169.7
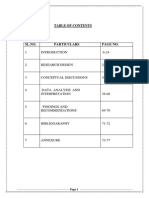
Chart 1 Temperature at various points
From above value we plot a graph temperature v/s time with different point
http://www.iaeme.com/IJMET/index.asp
116
editor@iaeme.com
Energy Analysis in Tire Manufacturing Industries
200.0
Series
1
180.0
Series
2
160.0
Series
3
140.0
Series
4
120.0
Series
5
Series
6
100.0
Series
7
80.0
Series
8
60.0
Series
9
40.0
Series
10
20.0
Series
11
0.0
6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91 96 101 106 111 116
Graph 1 Curing temperature v/s time at various compound parts
5. ENERGY LOSS DUE TO FOLLOWING REASONS :Table 3 Energy Loss
PROCESS
WASTE STEAM
Curing
Energy loss
Un-insulated steam pipe lines
Power failures
Waste water
Water leaks in the pipelines
Release of wastewater to the drain
http://www.iaeme.com/IJMET/index.asp
117
editor@iaeme.com
Series
12
Mandar Gudadhe and Pranay Lohakare
5.1. Following are Reasons for Energy Losses:5.1.1. Piping
There were many complex piping parts and naked pipes by installations.
5.1.2. Traps
There were some traps having an excessive discharging capacity against the loading,
resulting in generating an energy loss. Further, such traps were located at a place
where the inspection work was hard to carry o ut, and their actuation was sometimes
difficult to be judged.
5.1.3. Heat insulation
The main pipes were fairly heat-insulated, but some of flange valves, pressure
reducers and covers of the curing cans were not.
5.1.4. Loading equipment
1. The loading might be light in the case of operating the one machine, but its
fluctuation became violent in the case of operating the multi-equipment in parallel at
the same time. Therefore, the boiler loading sometimes got 18 t/h at the maximum
against its capacity of l0 t/h, resulting in decreasing the boiler pressure and in
interfering with the production.
2. There was some curing equipment which threw away the steam each time when the
curing processing was finished.
3. There were leaks of the steam.
5.1.5. Valves
There were marked leaks from the ground parts of valves for a high pressure and from
the parts of bonnets.
5.2. Blow Point:The blow point is the limiting cure time which bubble no longer form when tire is
cured.
5.3. Other Benefits
1. The employees are experiencing more comfortable working conditions inside the
factory, due to reduced heat loss from steam pipelines and moulds.
2. Reduction of cycle time because heat loss of moulds was reduced, and therefore
production was increased.
6. ENERGY ANALYSIS AT TIRE MANUFACTURING
FACTORIES:From the Table 3, the process which consumes lots of fuel is the curing process, and
both the refining section and the driving section consume the electric power
prominently. The key points to improve the manufacturing processes from the
viewpoint of carrying out the energy conservation are as follows.
6.1. Mixing:
Heating up the crude rubber, Investigating on the peptizer, Investigating on milling
conditions, circulating the warm water, Exhausting fan.
http://www.iaeme.com/IJMET/index.asp
118
editor@iaeme.com
Energy Analysis in Tire Manufacturing Industries
6.2. Extruding:
Temperature of the warming sheets, Investigating on the roll size (face length and
number of roll), Heating the mouth rings, Controlling the remolding amount,
narrowing the width of cooling conveyer.
6.3. Sheeting:
Same with extruding.
6.4. Vulcanization:
Controlling the outgoing radiation, improving the curing method, preheating the die
assembly, Shorteninzg the time for exchanging the die assembly, Investigation on the
blowing air, improving the ventilation fan.
6.5. Driving:
Rising the temperature of boiler feeding water, Drain recovery, jointing the steam and
the warm water systems, miniaturizing the boiler, withdrawing the disused pipings,
Reducing in the number of air compressor.
6.6. Others:
Natural illumination, Controlling the steam and air leaks, Reducing in the idling time,
Inspecting the optimum capacities of equipment and motors, Installing the
instruments and gauges.
7. CONCLUSION:One of the subjects for the international problems to be solved in parallel with the
energy analysis is at present the establishment of countermeasures for the
environmental problems. In the process that the earth warming is advancing, various
subjects of such as reducing in carbon dioxide and so are being discussed. We believe
that the clean earth can be regenerated only when we use effec tively the valuable
energy. Therefore, the countermeasures for the energy analysis and for the earth
warming should not be separately considered and discussed.
REFERENCES:[1]
[2]
[3]
[4]
[5]
[6]
Energy conservation in rubber industry by united Nations Industrial Development
Organization
Energy performance assessment of boilers
Energy use, energy savings and emission analysis in the Malaysian rubber
producing industries. Applied Energy, 87, 2010, pp. 27462758
Malaysian Rubber Industry & Products Directory, 20062007.
Vikhar, A. D. and Dr. Modak, J. P. Formulation of Field Databased Model: A
Case Study at PVC Pipe Manufacturing Industries. International Journal of
Mechanical Engineering and Technology, 4(3), 2013, pp. 94-99.
Malaysian rubber review, 4th Quarter, 2007.
http://www.iaeme.com/IJMET/index.asp
119
editor@iaeme.com
You might also like
- Project Report On Tyre RetreadingDocument9 pagesProject Report On Tyre RetreadingEIRI Board of Consultants and PublishersNo ratings yet
- Energy Use, Energy Savings and Emission Analysis in The Malaysian Rubber Producing IndustriesDocument13 pagesEnergy Use, Energy Savings and Emission Analysis in The Malaysian Rubber Producing IndustriesheljoalNo ratings yet
- CureCyleOptimizationThroughDomeBoostingTechnique ATGResearchGateDocument34 pagesCureCyleOptimizationThroughDomeBoostingTechnique ATGResearchGateLoth Tchuenkam TetoNo ratings yet
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewDocument9 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewShashwat OmarNo ratings yet
- SSRN Id3527477Document7 pagesSSRN Id3527477KirubelNo ratings yet
- Industrial Practical Training Report General Tyre and Rubber CompanyDocument19 pagesIndustrial Practical Training Report General Tyre and Rubber Companysalman6625No ratings yet
- High Performance Brake DiscDocument59 pagesHigh Performance Brake DiscbrindharajasekarNo ratings yet
- 10TPD Scrap Tire Pyrolysis Technical ProposalDocument19 pages10TPD Scrap Tire Pyrolysis Technical ProposalGajula Janardhan100% (1)
- Gear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDocument1 pageGear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDhruv SutharNo ratings yet
- Camellia SinensisDocument7 pagesCamellia SinensisnaderNo ratings yet
- Productivity Improvement by Using Quality Control Tools - A Case Study of Chartered Rubber ProductsDocument7 pagesProductivity Improvement by Using Quality Control Tools - A Case Study of Chartered Rubber ProductsInternational Organization of Scientific Research (IOSR)No ratings yet
- Rubber Tire - A Man-made CompositeDocument5 pagesRubber Tire - A Man-made CompositeRajveer FandanNo ratings yet
- INTERNSHIP Presentation On:: Department of Mechanical Engineering Government Engineering College Kushalnagar - 571 234Document13 pagesINTERNSHIP Presentation On:: Department of Mechanical Engineering Government Engineering College Kushalnagar - 571 234Veerendra S DNo ratings yet
- Rubber Processing PRINCIPLES PDFDocument57 pagesRubber Processing PRINCIPLES PDFgetashishvaidNo ratings yet
- 10 MT Tire Pyrolysis Technical ReportDocument18 pages10 MT Tire Pyrolysis Technical Reportaswesdfdaaa100% (2)
- Bonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011Document8 pagesBonding of Plastic Parts Opportunities For Future Automotive Contuction Dr. Hartwig Lohse, Ashland Specialty Chemical Company, Germany 00BSM011olah_laci3245No ratings yet
- Automatically Tyre PressureDocument18 pagesAutomatically Tyre PressureMujeeb RahmanNo ratings yet
- Synopsis AbhishekDocument8 pagesSynopsis AbhishekArpit DubeyNo ratings yet
- ADocument36 pagesAsaad bin sadaqatNo ratings yet
- Rubberor Plastic Crumb Convertinto Finished ProductDocument25 pagesRubberor Plastic Crumb Convertinto Finished ProductMeetNo ratings yet
- Public View13Document14 pagesPublic View13jatmiko agushartantoNo ratings yet
- Seal SelectionDocument8 pagesSeal SelectionDiwakar NigamNo ratings yet
- Industrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFDocument7 pagesIndustrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFAnonymous NxpnI6jCNo ratings yet
- The Complete Book On Rubber Processing and Compounding TechnologyDocument10 pagesThe Complete Book On Rubber Processing and Compounding TechnologyRuby_Warren_UTsB50% (2)
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- Tire 2 OilDocument5 pagesTire 2 OilRajesh Edupuganti100% (1)
- Tire Manufacturing ProcessDocument19 pagesTire Manufacturing Processsewwan7653No ratings yet
- Value Chain Analysis of Your CompanyDocument39 pagesValue Chain Analysis of Your Companyanon_209752096100% (3)
- Design and Fabrication of Gear Type Injection Molding MachineDocument29 pagesDesign and Fabrication of Gear Type Injection Molding MachineAnonymous ITnkbIEF75% (4)
- Compressed air optimization report for cement plant clinkerization processesDocument10 pagesCompressed air optimization report for cement plant clinkerization processesHEMANG PAREEKNo ratings yet
- Compressor Dry Gas SealsDocument12 pagesCompressor Dry Gas SealsRajeev Domble100% (3)
- High-Temp Thermoplastics - Higher ExpectationsDocument4 pagesHigh-Temp Thermoplastics - Higher ExpectationsBilly FowlerNo ratings yet
- Lab 3Document16 pagesLab 3Fady KamilNo ratings yet
- Simulation Study and Optimization of The Operating Variables Affecting The Performance of An Existing Condensate Stabilization UnitDocument12 pagesSimulation Study and Optimization of The Operating Variables Affecting The Performance of An Existing Condensate Stabilization UnitDiana AmadoNo ratings yet
- Tyre Manufacturing: Visvesvaraya Technological University "Jnana Sangama", BELGAVI - 590018Document13 pagesTyre Manufacturing: Visvesvaraya Technological University "Jnana Sangama", BELGAVI - 590018ಸ್ಪಂದನ musicNo ratings yet
- Natural Rubber Composites For Solid Tyre Used For 2Document11 pagesNatural Rubber Composites For Solid Tyre Used For 2DaikinllcNo ratings yet
- Devulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideDocument11 pagesDevulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideJose Perez100% (1)
- Bridgestone Final Project Report by Rajat TokasDocument73 pagesBridgestone Final Project Report by Rajat TokasRajat Tokas100% (1)
- Uses of Powder Metallurgy in Recent Development in VehiclesDocument9 pagesUses of Powder Metallurgy in Recent Development in VehiclesNishant DeyNo ratings yet
- Design of Injection Mould Tool For Rubber Seal Used in Water HeaterDocument7 pagesDesign of Injection Mould Tool For Rubber Seal Used in Water HeaterAgonafirNo ratings yet
- C-3 Six Sigma Quality at Flyrock TiresDocument3 pagesC-3 Six Sigma Quality at Flyrock TiresRahul JainNo ratings yet
- Asphalt and TiresDocument47 pagesAsphalt and Tiresjohndoe21718No ratings yet
- Sae Technical Paper Series: Edward H. Williams IIIDocument9 pagesSae Technical Paper Series: Edward H. Williams IIIsamanaveenNo ratings yet
- Optimizing Tan Delta Values for Improved Rolling ResistanceDocument7 pagesOptimizing Tan Delta Values for Improved Rolling ResistanceArpit DubeyNo ratings yet
- Front PagesDocument29 pagesFront PagesShaikh ShahraukhNo ratings yet
- The Process of Making Tire Before RevisiDocument18 pagesThe Process of Making Tire Before RevisizaraluthfiNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Epdm de VulcanizationDocument30 pagesEpdm de Vulcanizationshalinda Anup RitigahapolaNo ratings yet
- Retreading Tyres Seminar ReportDocument32 pagesRetreading Tyres Seminar Reportjagadish shivarajNo ratings yet
- Hot Runner TechnologyDocument3 pagesHot Runner Technologysuveesh nvNo ratings yet
- Indian Cement Industry Technology AdvancementsDocument12 pagesIndian Cement Industry Technology Advancementsreubenmth100% (1)
- Reduce Raw Mill Energy Cement IndustryDocument9 pagesReduce Raw Mill Energy Cement Industryhasan_jafri_2No ratings yet
- An Innovative Approach To Controlling Plastic Grinders in Injection-Molding PlantsDocument10 pagesAn Innovative Approach To Controlling Plastic Grinders in Injection-Molding PlantsGichelle BacerNo ratings yet
- Laboratory Testing of Brake Pads Made of Organic MDocument8 pagesLaboratory Testing of Brake Pads Made of Organic M刘牛No ratings yet
- Wollo University internship report on tire curing sectionDocument10 pagesWollo University internship report on tire curing sectionKirubelNo ratings yet
- Ijirt151158 Paper PDFDocument2 pagesIjirt151158 Paper PDFNukul MahajanNo ratings yet
- A Study On The Reasons For Transgender To Become EntrepreneursDocument7 pagesA Study On The Reasons For Transgender To Become EntrepreneursIAEME PublicationNo ratings yet
- Determinants Affecting The User's Intention To Use Mobile Banking ApplicationsDocument8 pagesDeterminants Affecting The User's Intention To Use Mobile Banking ApplicationsIAEME PublicationNo ratings yet
- Visualising Aging Parents & Their Close Carers Life Journey in Aging EconomyDocument4 pagesVisualising Aging Parents & Their Close Carers Life Journey in Aging EconomyIAEME PublicationNo ratings yet
- Influence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiDocument16 pagesInfluence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiIAEME PublicationNo ratings yet
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDocument14 pagesModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationNo ratings yet
- A Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiDocument16 pagesA Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiIAEME PublicationNo ratings yet
- Impact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesDocument10 pagesImpact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesIAEME PublicationNo ratings yet
- Analyse The User Predilection On Gpay and Phonepe For Digital TransactionsDocument7 pagesAnalyse The User Predilection On Gpay and Phonepe For Digital TransactionsIAEME PublicationNo ratings yet
- Broad Unexposed Skills of Transgender EntrepreneursDocument8 pagesBroad Unexposed Skills of Transgender EntrepreneursIAEME PublicationNo ratings yet
- Voice Based Atm For Visually Impaired Using ArduinoDocument7 pagesVoice Based Atm For Visually Impaired Using ArduinoIAEME PublicationNo ratings yet
- A Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurDocument7 pagesA Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurIAEME PublicationNo ratings yet
- Gandhi On Non-Violent PoliceDocument8 pagesGandhi On Non-Violent PoliceIAEME PublicationNo ratings yet
- Attrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesDocument15 pagesAttrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesIAEME PublicationNo ratings yet
- A Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaDocument9 pagesA Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaIAEME PublicationNo ratings yet
- A Multiple - Channel Queuing Models On Fuzzy EnvironmentDocument13 pagesA Multiple - Channel Queuing Models On Fuzzy EnvironmentIAEME PublicationNo ratings yet
- EXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESDocument9 pagesEXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESIAEME PublicationNo ratings yet
- Various Fuzzy Numbers and Their Various Ranking ApproachesDocument10 pagesVarious Fuzzy Numbers and Their Various Ranking ApproachesIAEME PublicationNo ratings yet
- Role of Social Entrepreneurship in Rural Development of India - Problems and ChallengesDocument18 pagesRole of Social Entrepreneurship in Rural Development of India - Problems and ChallengesIAEME PublicationNo ratings yet
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDocument19 pagesApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationNo ratings yet
- Optimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsDocument13 pagesOptimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsIAEME PublicationNo ratings yet
- Knowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentDocument8 pagesKnowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentIAEME PublicationNo ratings yet
- A Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksDocument10 pagesA Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksIAEME PublicationNo ratings yet
- Quality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceDocument7 pagesQuality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceIAEME PublicationNo ratings yet
- Dealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsDocument8 pagesDealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsIAEME PublicationNo ratings yet
- Financial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelDocument9 pagesFinancial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelIAEME PublicationNo ratings yet
- Analysis On Machine Cell Recognition and Detaching From Neural SystemsDocument9 pagesAnalysis On Machine Cell Recognition and Detaching From Neural SystemsIAEME PublicationNo ratings yet
- Analysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsDocument13 pagesAnalysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsIAEME PublicationNo ratings yet
- Moderating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorDocument7 pagesModerating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorIAEME PublicationNo ratings yet
- Prediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsDocument13 pagesPrediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsIAEME PublicationNo ratings yet
- A Review of Particle Swarm Optimization (Pso) AlgorithmDocument26 pagesA Review of Particle Swarm Optimization (Pso) AlgorithmIAEME PublicationNo ratings yet
- MasterCast 141MDocument5 pagesMasterCast 141Mrobin rezkNo ratings yet
- Zimbabwe School Examinations Council Chemistry 6031/3Document12 pagesZimbabwe School Examinations Council Chemistry 6031/3takundavs100% (2)
- U-5 - 2022 - Tecnologías de Tratamientos - BDocument39 pagesU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésNo ratings yet
- X17CrNi16 2Document2 pagesX17CrNi16 2madodandembeNo ratings yet
- A Study of The Effect of Magnetite Additions To Shell Molds On THDocument106 pagesA Study of The Effect of Magnetite Additions To Shell Molds On THneel gajNo ratings yet
- Design and Manufacturing Guideline For Aerospace CompositesDocument11 pagesDesign and Manufacturing Guideline For Aerospace CompositesBrice_ParmentierNo ratings yet
- Weight-Volume Relationship - CH 3Document27 pagesWeight-Volume Relationship - CH 3عبد العزيز الاحمديNo ratings yet
- Api600 Valve Trim ChartDocument2 pagesApi600 Valve Trim ChartBoankNo ratings yet
- EngineeringDocument208 pagesEngineeringvins4u100% (1)
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFDocument32 pagesReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedNo ratings yet
- Advanced Nanotechnology Unlocks Potential of Thermoelectric GeneratorsDocument3 pagesAdvanced Nanotechnology Unlocks Potential of Thermoelectric GeneratorsmarijpotNo ratings yet
- Ar-Bt5 RSW Mt-02 Dela CruzDocument11 pagesAr-Bt5 RSW Mt-02 Dela CruzMark Aldrin Dela CruzNo ratings yet
- Exp. 4 LipidsDocument6 pagesExp. 4 LipidsAna LuisaNo ratings yet
- 651 PDFDocument12 pages651 PDFjitendraNo ratings yet
- Materials for shoes, optical lenses and water bottlesDocument3 pagesMaterials for shoes, optical lenses and water bottlesJpricarioNo ratings yet
- Figure 1: Basic Design of Fluidized-Bed ReactorDocument3 pagesFigure 1: Basic Design of Fluidized-Bed ReactorElany Whishaw0% (1)
- STANDARD SPECIFICATIONS FOR CONSTRUCTION OF ROADS AND BRIDGES ON FEDERAL HIGHWAY PROJECTS - fp14 PDFDocument762 pagesSTANDARD SPECIFICATIONS FOR CONSTRUCTION OF ROADS AND BRIDGES ON FEDERAL HIGHWAY PROJECTS - fp14 PDFAhmad Dzikri Fauzan100% (1)
- China's First Ministry of Machine-Building Standard for Radiography of WeldsDocument133 pagesChina's First Ministry of Machine-Building Standard for Radiography of Weldsmsiddique1No ratings yet
- The Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticDocument3 pagesThe Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticKimi Annika VillarealNo ratings yet
- AOCS Recommended Practice Ca 12-55 Phosphorus PDFDocument2 pagesAOCS Recommended Practice Ca 12-55 Phosphorus PDFMaximino Alvarez100% (1)
- Pushover Analyses of TwoDocument6 pagesPushover Analyses of TwogazmirNo ratings yet
- Lecture 3 Coagulation and FlocculationDocument53 pagesLecture 3 Coagulation and FlocculationAbo-Khaled Mohammed100% (1)
- April Home Assignment Assignment # - 2Document11 pagesApril Home Assignment Assignment # - 2Nawaz KhanNo ratings yet
- Simplified Plumbing Design NPC Philippines PDFDocument168 pagesSimplified Plumbing Design NPC Philippines PDFClimaco EdwinNo ratings yet
- Ds Oil and Grease TypesDocument2 pagesDs Oil and Grease TypesIsaias BarbaNo ratings yet
- Model J112 and JL112 Sprinklers Extended Coverage BulletinDocument7 pagesModel J112 and JL112 Sprinklers Extended Coverage BulletinCoordinador TecnicoNo ratings yet
- Sheet Pile WallDocument11 pagesSheet Pile WallKhandaker Khairul AlamNo ratings yet
- Laser Cutting Process - A Review: June 2014Document6 pagesLaser Cutting Process - A Review: June 2014cesarNo ratings yet
- Performance Comparative Analysis of Monocrystalline and Polycrystalline Single Diode Solar Panel Models Using The Five Parameters MethodDocument6 pagesPerformance Comparative Analysis of Monocrystalline and Polycrystalline Single Diode Solar Panel Models Using The Five Parameters MethodAlif Mu'tashimNo ratings yet
- S2 RANGER Slag-Analyzer SolutionDocument30 pagesS2 RANGER Slag-Analyzer SolutionYassine ZamzamiNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Temperature-Responsive Polymers: Chemistry, Properties, and ApplicationsFrom EverandTemperature-Responsive Polymers: Chemistry, Properties, and ApplicationsNo ratings yet
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet