You might also like
- Handbook Nitrogen Oxides Pollution Prevention and ControlDocument5 pagesHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaNo ratings yet
- Thermal Oxidation For VOC Control: 13.1 Combustion BasicsDocument17 pagesThermal Oxidation For VOC Control: 13.1 Combustion Basicsdardocapo100% (1)
- Specify Better Low NOx Burners For FurnacesDocument4 pagesSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- Shell Boiler Furnace Heat Flux PredictionDocument17 pagesShell Boiler Furnace Heat Flux PredictionSheikh Wajih Ud DinNo ratings yet
- Direct Exchange Areas For Calculating Radiation Transfer in Rectangular FurnaceDocument4 pagesDirect Exchange Areas For Calculating Radiation Transfer in Rectangular Furnacequercitron_7No ratings yet
- Bps-06 NOx ControlDocument4 pagesBps-06 NOx ControlLTE002No ratings yet
- Low NOx Burners in High Temp SerDocument21 pagesLow NOx Burners in High Temp SerIman Akbari100% (1)
- Application of Lean Premix BurnersDocument29 pagesApplication of Lean Premix BurnersAJan RayongNo ratings yet
- First Magnetic Roasting PlantDocument17 pagesFirst Magnetic Roasting PlantranjeevkumarNo ratings yet
- Burn Selection MatrixDocument1 pageBurn Selection MatrixsahasidNo ratings yet
- Steel Reheat: Combustion OptimizationDocument2 pagesSteel Reheat: Combustion OptimizationlpczyfansNo ratings yet
- TP Hicap UltlonoxDocument18 pagesTP Hicap Ultlonoxhoangviet20006No ratings yet
- Process Burner Tile Design and PerformanceDocument14 pagesProcess Burner Tile Design and Performanceahmed medhatNo ratings yet
- Cyclone FurnaceDocument2 pagesCyclone Furnacecumpio425428No ratings yet
- Waste Heat Recovery Devices and ApplicationsDocument18 pagesWaste Heat Recovery Devices and Applicationsdivyank3dNo ratings yet
- What Are The Main NOx Formation Processes in Combustion Plant PDFDocument4 pagesWhat Are The Main NOx Formation Processes in Combustion Plant PDFNilesh KhadeNo ratings yet
- Thermal Ox PDFDocument8 pagesThermal Ox PDFHeri SetyantoNo ratings yet
- WFI0004 Low Nox ConversionDocument2 pagesWFI0004 Low Nox ConversionAlexis CordovaNo ratings yet
- Burner FurnaceDocument5 pagesBurner FurnaceShaikh Muhammad UsamaNo ratings yet
- Burner TechnologyDocument9 pagesBurner TechnologyTint TigerNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument29 pagesWorld's Largest Science, Technology & Medicine Open Access Book Publisherlifemillion2847No ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861No ratings yet
- Retrofitting Duct Burners For CO ControlDocument7 pagesRetrofitting Duct Burners For CO ControlarjmandquestNo ratings yet
- Chap 34 PDFDocument16 pagesChap 34 PDFnelson escuderoNo ratings yet
- Presentation on Thermal Oxidation Technologies for Process Combustion CorporationDocument35 pagesPresentation on Thermal Oxidation Technologies for Process Combustion CorporationSteve WanNo ratings yet
- Better Burner Specifications PDFDocument4 pagesBetter Burner Specifications PDFAbdul HayyeNo ratings yet
- John Zink - ATTACH H VCU Catalogs Leaflets (Brochure)Document8 pagesJohn Zink - ATTACH H VCU Catalogs Leaflets (Brochure)Pedro Ferrugem KaiserNo ratings yet
- Gasification of Municipal Solid WastesDocument8 pagesGasification of Municipal Solid WastesSalman Zafar100% (2)
- Presentation On HiTran by CalGavin EnggDocument15 pagesPresentation On HiTran by CalGavin EnggAnonymous UUO5fV9bPNo ratings yet
- COE 0003 Industrial Burner Brochure M WebDocument8 pagesCOE 0003 Industrial Burner Brochure M WebAna Lourdes Isabel Maldonado TenorioNo ratings yet
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- Hopper Heating Design GuideDocument4 pagesHopper Heating Design GuideBadukwangNo ratings yet
- Ultra Low Nox BurnersDocument6 pagesUltra Low Nox BurnersRujisak MuangsongNo ratings yet
- CrackingDocument33 pagesCrackingEman El DsoukyNo ratings yet
- NoxDocument10 pagesNoxRahulSinghNo ratings yet
- Coal BurnerDocument11 pagesCoal BurnerGeorge Markas0% (1)
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- System CalculationDocument146 pagesSystem CalculationGovind MauryaNo ratings yet
- Making A Material BalanceDocument1 pageMaking A Material Balancefawmer61No ratings yet
- Oxy Coal Combustion by Munawar HussainDocument24 pagesOxy Coal Combustion by Munawar HussainMunawar HussainNo ratings yet
- Latest Low NOx Combustion TechnologyDocument7 pagesLatest Low NOx Combustion Technology95113309No ratings yet
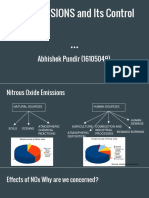
- Nox Emissions and Its Control: Abhishek Pundir (16105049)Document27 pagesNox Emissions and Its Control: Abhishek Pundir (16105049)SavitarNo ratings yet
- PF Furnace'12 PDFDocument4 pagesPF Furnace'12 PDFsen_subhasis_58No ratings yet
- Flue Gas DesulphurizationDocument12 pagesFlue Gas DesulphurizationFernanda Garrido SotoNo ratings yet
- Selection Criteria For DampersDocument4 pagesSelection Criteria For Dampersmarlon168No ratings yet
- Understanding Lime Kiln Chemistry to Improve OperationsDocument10 pagesUnderstanding Lime Kiln Chemistry to Improve OperationsDamme Haulion SidabutarNo ratings yet
- PDFDocument5 pagesPDFnodyyyNo ratings yet
- Selective Catalytic ReductionDocument15 pagesSelective Catalytic ReductionJuan Esteban EnriquezNo ratings yet
- CHE Facts - Industrial Gas Burners - July 2016Document1 pageCHE Facts - Industrial Gas Burners - July 2016John UrdanetaNo ratings yet
- Que Mad Ores Gordon PiattDocument8 pagesQue Mad Ores Gordon PiattJUANI34214No ratings yet
- Roller Grate 5Document9 pagesRoller Grate 5barrosojmsNo ratings yet
- CH 212 EE Combustion Calculations 21Document51 pagesCH 212 EE Combustion Calculations 21Muhammad Abdullah100% (1)
- Design of Absorber: 5.1 AbsorptionsDocument13 pagesDesign of Absorber: 5.1 AbsorptionsNaya Septri HanaNo ratings yet
- Rotary Dryer BrochureDocument1 pageRotary Dryer Brochurejanob7No ratings yet
- Kiln Shell CoolingDocument4 pagesKiln Shell CoolingjmpbarrosNo ratings yet
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Heat and Fluid Flow in Power System Components: Hmt The Science & Applications of Heat and Mass TransferFrom EverandHeat and Fluid Flow in Power System Components: Hmt The Science & Applications of Heat and Mass TransferA. M. A. RezkNo ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- What Is Combustion?Document63 pagesWhat Is Combustion?Peter Simon SantosNo ratings yet
- Efficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer ChemtechDocument31 pagesEfficiency Benefits of High Performance Structured Packings: Kevin Bennett, Sulzer Chemtech Mark Pilling, Sulzer Chemtechmisscolgate100% (1)
- Leading Tray TechnologyDocument20 pagesLeading Tray TechnologyMatt Agonya100% (2)
- Appointment and RemunerationDocument22 pagesAppointment and RemunerationAnkit MalhotraNo ratings yet
- For Ex BookDocument27 pagesFor Ex Bookalby1superNo ratings yet
- Blowdown Systems EG 9 - 2 PDFDocument4 pagesBlowdown Systems EG 9 - 2 PDFcvolkan1No ratings yet
- Equipment Manual IntroductionDocument47 pagesEquipment Manual IntroductionAnkit Malhotra100% (2)
- Courses of Study 2008Document430 pagesCourses of Study 2008tenpointerNo ratings yet
- AcademicCalendar-2010 IIT KanpurDocument1 pageAcademicCalendar-2010 IIT KanpurAnkit MalhotraNo ratings yet
- Solvente Dielectrico SS25Document7 pagesSolvente Dielectrico SS25Alcides MiramiraNo ratings yet
- CHEMISTRY PROJECT On Content of Cold Drinks Available in The MarketDocument5 pagesCHEMISTRY PROJECT On Content of Cold Drinks Available in The MarketKiran ShajiNo ratings yet
- Electre III ExampleDocument18 pagesElectre III ExamplesrmqNo ratings yet
- SPE 161207 Managing The Corrosion Impact of Dense Phase Co Injection For An EOR PurposeDocument11 pagesSPE 161207 Managing The Corrosion Impact of Dense Phase Co Injection For An EOR PurposeTurqay İsgəndərliNo ratings yet
- Tutorial 2 18 April 2023Document14 pagesTutorial 2 18 April 2023Tshwarelo LebohoNo ratings yet
- UOP Method 46-85 Ceras de ParafinaDocument6 pagesUOP Method 46-85 Ceras de ParafinaAngel MurilloNo ratings yet
- Biodegradability of Bioplastic in Natural EnvironmentDocument6 pagesBiodegradability of Bioplastic in Natural EnvironmentIsroi.comNo ratings yet
- Environmental Crisis and Sustainable Development SolutionsDocument62 pagesEnvironmental Crisis and Sustainable Development SolutionsAnti Happy100% (1)
- Final Internship Report On Hawassa Mille PDFDocument49 pagesFinal Internship Report On Hawassa Mille PDFmatiyas100% (1)
- 2018 Book ModernAgeEnvironmentalProblems PDFDocument244 pages2018 Book ModernAgeEnvironmentalProblems PDFJINA MARCELA MARTINEZ LARANo ratings yet
- FM200 Fire FightingDocument54 pagesFM200 Fire Fightinganiket100% (1)
- Shri Ganesh Cashew Industry 2015 FinalDocument79 pagesShri Ganesh Cashew Industry 2015 FinalVinayak Shetty0% (1)
- Gas Exchange in Animals: We Will Be Studying The Diversity of Adaptations For This Process in Four Animal GroupsDocument42 pagesGas Exchange in Animals: We Will Be Studying The Diversity of Adaptations For This Process in Four Animal GroupsMiss IqbalNo ratings yet
- 10 1016@j Geothermics 2006 03 001 PDFDocument46 pages10 1016@j Geothermics 2006 03 001 PDFsuhaimi manNo ratings yet
- Catalogue OIL X Evolution FiltersDocument24 pagesCatalogue OIL X Evolution FiltersAdrian IoncicaNo ratings yet
- Chapter 9 SolutionsDocument45 pagesChapter 9 Solutionsbrayan100% (1)
- CEP Magazine 2023 1691466815Document6 pagesCEP Magazine 2023 1691466815SameerNo ratings yet
- The Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineDocument6 pagesThe Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineVinay GowdaNo ratings yet
- Environmental Studies: Submitted byDocument37 pagesEnvironmental Studies: Submitted byAvreen RandhawaNo ratings yet
- SEEMP & Energy Awareness GuideDocument16 pagesSEEMP & Energy Awareness GuideLyubomir LazarovNo ratings yet
- Reading Comprehension Drill Tes Evaluasi Reading Comprehension 6Document5 pagesReading Comprehension Drill Tes Evaluasi Reading Comprehension 6Andi Muhammad Abigail Ghalib Athallah Surya PutraNo ratings yet
- ESC 20 - Lecture 2 - Significant Environmental IssuesDocument44 pagesESC 20 - Lecture 2 - Significant Environmental IssuesKENT BENEDICT CABUCOSNo ratings yet
- FST-01 DecDocument48 pagesFST-01 DecBhanu SinghNo ratings yet
- Mini Project Emissions - Maths MYPDocument11 pagesMini Project Emissions - Maths MYPlixin dengNo ratings yet
- Environment Word ListDocument12 pagesEnvironment Word ListMoroni PaolaNo ratings yet
- Barrier Performance Multi-Layer Film 9366Document11 pagesBarrier Performance Multi-Layer Film 9366Agustinus Wahyu Adi PutraNo ratings yet
- CO2 Technical Data Sheets - 2020 UL FM VDSDocument20 pagesCO2 Technical Data Sheets - 2020 UL FM VDSWendell de RidderNo ratings yet
- Hazmat Shipping GuideDocument150 pagesHazmat Shipping GuideZied Hemaier100% (1)
- Environmental Pollution and Control GuideDocument38 pagesEnvironmental Pollution and Control GuidenilminaNo ratings yet
- CH 7 - ProblemsDocument6 pagesCH 7 - ProblemsKhris Griffis100% (4)