You might also like
- Section 4.4 ADocument5 pagesSection 4.4 ApekanselandarNo ratings yet
- Le Chatelier Ammonia Equilibrium ReactionsDocument1 pageLe Chatelier Ammonia Equilibrium ReactionspekanselandarNo ratings yet
- Concentration Changes in A CSTR (Continuous Stirred Tank Reactor)Document10 pagesConcentration Changes in A CSTR (Continuous Stirred Tank Reactor)pekanselandarNo ratings yet
- KE INPUT To Kylee Goode - Coursework - Brief - 2015Document2 pagesKE INPUT To Kylee Goode - Coursework - Brief - 2015pekanselandarNo ratings yet
- HutangDocument1 pageHutangpekanselandarNo ratings yet
- Annual Safety in Ammonia Plants and Related Facilities Symposium 2012 Q&ADocument18 pagesAnnual Safety in Ammonia Plants and Related Facilities Symposium 2012 Q&Apekanselandar100% (1)
- PN09 Commissioning Capital Plant PDFDocument8 pagesPN09 Commissioning Capital Plant PDFrrcardoso230No ratings yet
- 06JF Brocklebank PDFDocument8 pages06JF Brocklebank PDFTawfeeq BA AbbadNo ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- AmmoniaDocument24 pagesAmmoniaCamilo GarzonNo ratings yet
- 06JF Brocklebank PDFDocument8 pages06JF Brocklebank PDFTawfeeq BA AbbadNo ratings yet
- Cost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumDocument4 pagesCost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumpekanselandarNo ratings yet
- Chapter 6. Fabric FiltersDocument51 pagesChapter 6. Fabric Filterspekanselandar100% (1)
- Solids Notes 10 Hopper DesignDocument26 pagesSolids Notes 10 Hopper Designellantidinesh100% (1)
- Design, Fabrication and Testing of a Screw ConveyorDocument24 pagesDesign, Fabrication and Testing of a Screw ConveyorKing Maker100% (1)
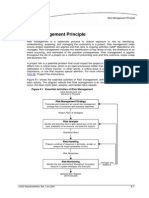
- Risk Management PrinciplesDocument6 pagesRisk Management PrinciplespekanselandarNo ratings yet
- Barring Inching DriveDocument29 pagesBarring Inching DrivepekanselandarNo ratings yet
- Heat BalanceDocument1 pageHeat BalancepekanselandarNo ratings yet
- Kaolin Calcination Plant Process DiagramDocument1 pageKaolin Calcination Plant Process DiagrampekanselandarNo ratings yet
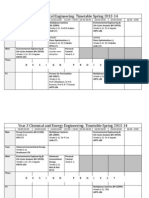
- Timetable 2013-14 Year 3 Chem Eng Spring (All) v3Document3 pagesTimetable 2013-14 Year 3 Chem Eng Spring (All) v3pekanselandarNo ratings yet
- Calcination 1Document10 pagesCalcination 1pekanselandarNo ratings yet
- Bond F C 1961 Crushing and Grinding CalculationsDocument17 pagesBond F C 1961 Crushing and Grinding CalculationspekanselandarNo ratings yet
- CBP 2005Document11 pagesCBP 2005pekanselandarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Paper StyreneDocument16 pagesPaper StyreneSantiago Taborda GrisalesNo ratings yet
- Share Chapter-1 - Lesson-1 - Electrochemical-EnergyDocument9 pagesShare Chapter-1 - Lesson-1 - Electrochemical-EnergyThirdy Faner ManipisNo ratings yet
- 861523122971Document33 pages861523122971Hamzah AbuadmahNo ratings yet
- 2012 Chemistry (Stage 3) Marking KeyDocument24 pages2012 Chemistry (Stage 3) Marking KeyMichael BobNo ratings yet
- Multielectron Electrode Reaction Kinetics With RDE and RRDE: An Advanced Electrochemical Laboratory ExperimentDocument6 pagesMultielectron Electrode Reaction Kinetics With RDE and RRDE: An Advanced Electrochemical Laboratory ExperimentLoga NathanNo ratings yet
- Chem 31 Prob Set Org Mech NucleophilicDocument3 pagesChem 31 Prob Set Org Mech NucleophilicJolaine ValloNo ratings yet
- Alkanes AnswersDocument42 pagesAlkanes AnswersSpider Gamer22No ratings yet
- Advanced Chemical Reaction Engineering Prof. H. S. Shankar Department of Chemical Engineering IIT Bombay Lecture - 01 Course Overview-1Document33 pagesAdvanced Chemical Reaction Engineering Prof. H. S. Shankar Department of Chemical Engineering IIT Bombay Lecture - 01 Course Overview-1KapilSahuNo ratings yet
- Landolt Iodine ClockDocument2 pagesLandolt Iodine ClockDenny KartaNo ratings yet
- Heterocyclic CompoundsDocument28 pagesHeterocyclic CompoundsShotosroy Roy TirthoNo ratings yet
- Class12 QP Workshop RoorkeeDocument232 pagesClass12 QP Workshop RoorkeeSoumya JoshiNo ratings yet
- Khairat Al-Emar Co. For Oil Services: Material Safety Data SheetDocument6 pagesKhairat Al-Emar Co. For Oil Services: Material Safety Data SheetqwaszxcdeNo ratings yet
- How To Balance Redox ReactionsDocument3 pagesHow To Balance Redox ReactionsSergey SkudaevNo ratings yet
- Pharmaceutical Incompatibilites A ReviewDocument6 pagesPharmaceutical Incompatibilites A ReviewestefaniaNo ratings yet
- Chemical Equilibrium Problem Sheet-1Document4 pagesChemical Equilibrium Problem Sheet-1Akash GhoshNo ratings yet
- Synthesis of Paracetamol by Liquid Phase Beckmann Rearrangement of 4-Hydroxyacetophenone Oxime Over H3PO4/Al-MCM-41Document8 pagesSynthesis of Paracetamol by Liquid Phase Beckmann Rearrangement of 4-Hydroxyacetophenone Oxime Over H3PO4/Al-MCM-41MUHAMMAD RIDHO ANSYARINo ratings yet
- Experiment 11Document4 pagesExperiment 11Cody Chan100% (1)
- McMurry Chapter 7Document70 pagesMcMurry Chapter 7Christine TapawanNo ratings yet
- Produção de OxigênioDocument30 pagesProdução de OxigênioLeonardo CarneiroNo ratings yet
- Discharge PrintingDocument5 pagesDischarge PrintingImran AnwarNo ratings yet
- Haloalkanes and HaloarenesDocument28 pagesHaloalkanes and HaloarenesDevansh TiwaryNo ratings yet
- Modelling of Deflagration Establishing Material Data Into ANSYS Autodyns Powder Burn ModelDocument12 pagesModelling of Deflagration Establishing Material Data Into ANSYS Autodyns Powder Burn ModelAli JavedNo ratings yet
- Factors Affecting Chemical Reaction RatesDocument6 pagesFactors Affecting Chemical Reaction RatesAriane Ignao Lagatic100% (2)
- #ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyDocument9 pages#ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyNishant Kumar GuptaNo ratings yet
- eDocument222 pageseThusith WijayawardenaNo ratings yet
- Synthetic and Systems Biotechnology: Lin Wang, Satyakam Dash, Chiam Yu NG, Costas D. MaranasDocument10 pagesSynthetic and Systems Biotechnology: Lin Wang, Satyakam Dash, Chiam Yu NG, Costas D. MaranasDaniel ChamorroNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/42Document13 pagesCambridge IGCSE: CHEMISTRY 0620/42Rodolph Smith67% (3)
- puterScienceEngineeringM Tech MBADocument234 pagesputerScienceEngineeringM Tech MBACheekuri DineshNo ratings yet
- G12 EntropyDocument42 pagesG12 EntropyKara BarbosaNo ratings yet
- Mathematics Arithmetic and Number Sense Algebra Geometry: (Answer Many Word Problems As Possible)Document5 pagesMathematics Arithmetic and Number Sense Algebra Geometry: (Answer Many Word Problems As Possible)Claire LouisNo ratings yet