You might also like
- Lubricants: Piston-Pin Rotation and LubricationDocument18 pagesLubricants: Piston-Pin Rotation and LubricationKevin SandovalNo ratings yet
- Characterization of The Ring Pack Lubricant and Its EnvironmentDocument10 pagesCharacterization of The Ring Pack Lubricant and Its EnvironmentAvinash Gamit100% (1)
- (IJETA-V9I1P5) :kavitha RDocument6 pages(IJETA-V9I1P5) :kavitha RIJETA - EighthSenseGroupNo ratings yet
- Studiu de Nivel Pistoane - EnglezaDocument7 pagesStudiu de Nivel Pistoane - EnglezaAlex MTBNo ratings yet
- Materials 16 03431Document20 pagesMaterials 16 03431abdul basitNo ratings yet
- Separator GazeDocument4 pagesSeparator Gazestef11_127571No ratings yet
- Experimental Investigation of Coasting On Piston by Thermal Torch MethodDocument31 pagesExperimental Investigation of Coasting On Piston by Thermal Torch MethodĐįñêśh ĎkNo ratings yet
- ThermallySprayedAbradableCoatings 2012.10Document9 pagesThermallySprayedAbradableCoatings 2012.10Thanaraj SanmughamNo ratings yet
- The Paton Welding JournalDocument9 pagesThe Paton Welding JournalpewinataliyaNo ratings yet
- Performance of A Low-Blowby Sealing System For A High Efficiency Rotary EngineDocument10 pagesPerformance of A Low-Blowby Sealing System For A High Efficiency Rotary EngineSumit RoyNo ratings yet
- 70 Ijmperdapr201870Document8 pages70 Ijmperdapr201870TJPRC PublicationsNo ratings yet
- Man Turbo Oil Free PaperDocument12 pagesMan Turbo Oil Free PaperSelvaraji MuthuNo ratings yet
- HonningDocument13 pagesHonningSyed Danish FayazNo ratings yet
- Exhaust Valve Main EngineDocument7 pagesExhaust Valve Main EngineMandeep Singh Kahlon100% (1)
- Engine Friction Losses InvestigationDocument33 pagesEngine Friction Losses Investigationbosse ekisdeNo ratings yet
- Wartsila Tribo PackDocument7 pagesWartsila Tribo Packsuper_seeker100% (1)
- Hydrogen Compressor Dry Running Piston RingDocument12 pagesHydrogen Compressor Dry Running Piston RingMachineryeng100% (1)
- Evaluate Piston Ring Wear in Large Marine Diesel EnginesDocument10 pagesEvaluate Piston Ring Wear in Large Marine Diesel EnginesDarmawan PutrantoNo ratings yet
- RLE Article Final 022404Document9 pagesRLE Article Final 022404Arun KumarNo ratings yet
- Combined Experimental and Simulative Approach For Friction Loss Optimization of DLC Coated Piston RingsDocument11 pagesCombined Experimental and Simulative Approach For Friction Loss Optimization of DLC Coated Piston RingsLuizGustavoVicenteNo ratings yet
- Lubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsDocument17 pagesLubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsIrfan OmercausevicNo ratings yet
- Power Losses of Gear SystemsDocument11 pagesPower Losses of Gear Systemsarda akkayaNo ratings yet
- Experimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineDocument13 pagesExperimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineHannan yusuf KhanNo ratings yet
- Design Optimization of An Automotive Turbocharger Thrust Bearing Using A CFD-Based THD Computational ApproachDocument21 pagesDesign Optimization of An Automotive Turbocharger Thrust Bearing Using A CFD-Based THD Computational ApproachIrah ZinirahNo ratings yet
- G. Polt, T. Sebesty, A. Pauschitz and F. Franek: Investigations of Stick-Slip Effects in Wet Friction Drive ElementsDocument6 pagesG. Polt, T. Sebesty, A. Pauschitz and F. Franek: Investigations of Stick-Slip Effects in Wet Friction Drive Elementseng13No ratings yet
- Wartsila o e W 32gd TRDocument16 pagesWartsila o e W 32gd TRMartin Kratky100% (1)
- Wear Procces DieselsDocument6 pagesWear Procces Dieselsargentum19619692No ratings yet
- Tribology in Industry: H.K. Trivedi, D.V. BhattDocument10 pagesTribology in Industry: H.K. Trivedi, D.V. BhattAwais RazzaqNo ratings yet
- Effect of Injection Pressure On The Performance and Exhaust Emissions of A Heavy Duty DI Diesel EngineDocument13 pagesEffect of Injection Pressure On The Performance and Exhaust Emissions of A Heavy Duty DI Diesel EngineEfthimios PariotisNo ratings yet
- Ice Cep 20-Me-38Document16 pagesIce Cep 20-Me-38awaisijlal1No ratings yet
- Redesigning of The Diesel Engine Turbocharger Compressor WheelDocument3 pagesRedesigning of The Diesel Engine Turbocharger Compressor WheelRAJA TNo ratings yet
- 524-536. .Mech. Rev., 19Document1 page524-536. .Mech. Rev., 19senthilNo ratings yet
- 22 Piston Rings e PDFDocument12 pages22 Piston Rings e PDFBhumin PatelNo ratings yet
- Friction and Wear Investigations On Single Chain Joints: Originalarbeiten/OriginalsDocument11 pagesFriction and Wear Investigations On Single Chain Joints: Originalarbeiten/OriginalsasadNo ratings yet
- A New Type of Precision TireDocument8 pagesA New Type of Precision TiresiritapeNo ratings yet
- 04-12-03-0010-A Multiscale Cylinder Bore Honing Pattern Lubrication Model For Improved Engine Friction PDFDocument12 pages04-12-03-0010-A Multiscale Cylinder Bore Honing Pattern Lubrication Model For Improved Engine Friction PDFJicheng PiaoNo ratings yet
- Tribology and Gear ReducersDocument7 pagesTribology and Gear ReducersAnibal Rios100% (1)
- Trajectory of The Apex Seals of The Wankel Rotary EngineDocument6 pagesTrajectory of The Apex Seals of The Wankel Rotary EnginebanstalaNo ratings yet
- Geometrical Structures of The Stepped Profile Bearing Surface of The PistonDocument6 pagesGeometrical Structures of The Stepped Profile Bearing Surface of The PistonHugo RodriguezNo ratings yet
- Seminar Piston Ring 2Document29 pagesSeminar Piston Ring 2chavanvidyasagar100% (1)
- Temperature Pressure Ls Diesel EnginesDocument8 pagesTemperature Pressure Ls Diesel EnginesCvita CvitićNo ratings yet
- Compressor Dry Gas SealsDocument12 pagesCompressor Dry Gas SealsRajeev Domble100% (3)
- Breakthrough in Improving Car Engine Performance Through CoatingsDocument4 pagesBreakthrough in Improving Car Engine Performance Through CoatingsBasem RajabNo ratings yet
- Hermetically Sealed Compressors for Oil & GasDocument2 pagesHermetically Sealed Compressors for Oil & GasSh.nasirpurNo ratings yet
- A Review of Design Considerations For Light-Duty Diesel Combustion SystemsDocument15 pagesA Review of Design Considerations For Light-Duty Diesel Combustion Systemsnpatil_10No ratings yet
- Engine Design, Cylinder Lube Oil and Antipolishing Ring EffectsDocument24 pagesEngine Design, Cylinder Lube Oil and Antipolishing Ring EffectsAnuj SharmaNo ratings yet
- Influence of Elastic Foundations on Rotor DynamicsDocument8 pagesInfluence of Elastic Foundations on Rotor DynamicsVodanh Tieutot100% (1)
- H P in Reliability: Bearing Life and ContaminationDocument2 pagesH P in Reliability: Bearing Life and ContaminationMalaika AzeemNo ratings yet
- Friction in IC EnginesDocument27 pagesFriction in IC EnginesRobinson Prabu100% (1)
- ICEF2006-1566 PistonFriction Mahle-Brasil 2006Document7 pagesICEF2006-1566 PistonFriction Mahle-Brasil 2006Bogdan NeagoeNo ratings yet
- Medición de La Presión de La Película de Aceite en El Orificio Del Bulón Del Pistón Durante El Funcionamiento Del MotorDocument13 pagesMedición de La Presión de La Película de Aceite en El Orificio Del Bulón Del Pistón Durante El Funcionamiento Del MotorLuis HfNo ratings yet
- 1 s2.0 S0301679X1630367X MainDocument11 pages1 s2.0 S0301679X1630367X MainMert Can AKTAYNo ratings yet
- Energies 16 07400Document25 pagesEnergies 16 07400sandeepvarmaNo ratings yet
- Gas Turbine TribologyDocument12 pagesGas Turbine TribologyChukkur Hali100% (2)
- Fig. 1 Comparison of BS IV & BS VI Emission ElementsDocument27 pagesFig. 1 Comparison of BS IV & BS VI Emission Elementsp1dnd_628915447No ratings yet
- Tribology in Industry: M. Belahcene, R. Mazouzi, M. LounisDocument11 pagesTribology in Industry: M. Belahcene, R. Mazouzi, M. Lounisسوالمية عبدالقادرNo ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Miao JThermAnalCalorimDocument8 pagesMiao JThermAnalCalorimJoel E ValenciaNo ratings yet
- Evaluation of Engine Parts Wear Using Nano Lubrication OilDocument6 pagesEvaluation of Engine Parts Wear Using Nano Lubrication OilJoel E ValenciaNo ratings yet
- Rsi 49 - 1305Document11 pagesRsi 49 - 1305Joel E ValenciaNo ratings yet
- Thermal Conductivity and Flash TemperatureDocument9 pagesThermal Conductivity and Flash TemperatureJoel E ValenciaNo ratings yet
- Boundary Lubrication Performance of Free Fatty Acids in Sun Ower OilDocument7 pagesBoundary Lubrication Performance of Free Fatty Acids in Sun Ower OilJoel E ValenciaNo ratings yet
- The Formulation of Automotive LubricantsDocument25 pagesThe Formulation of Automotive LubricantsJoel E ValenciaNo ratings yet
- Soft Lubrication Characteristics of Microparticulated Whey Proteins Used As Fat PDFDocument35 pagesSoft Lubrication Characteristics of Microparticulated Whey Proteins Used As Fat PDFJoel E ValenciaNo ratings yet
- The Influence of Co-Solutes On Tribology of Agar Fluid GelsDocument10 pagesThe Influence of Co-Solutes On Tribology of Agar Fluid GelsJoel E ValenciaNo ratings yet
- Soft Lubrication of Model Hydrocolloids PDFDocument9 pagesSoft Lubrication of Model Hydrocolloids PDFJoel E ValenciaNo ratings yet
- The Formulation of Automotive LubricantsDocument25 pagesThe Formulation of Automotive LubricantsJoel E ValenciaNo ratings yet
- The New Production of Knowledge: The Dynamics of Science and Research in Contemporary SocietiesDocument2 pagesThe New Production of Knowledge: The Dynamics of Science and Research in Contemporary SocietiesJoel E ValenciaNo ratings yet
- Fox2007 PDFDocument12 pagesFox2007 PDFMuhammad Fakhrian IrsaliNo ratings yet
- Self-Consistent Photothermal Techniques Application For Measuring PDFDocument4 pagesSelf-Consistent Photothermal Techniques Application For Measuring PDFJoel E ValenciaNo ratings yet
- Becoming Transdisciplinary: The Emergence of The Transdisciplinary IndividualDocument18 pagesBecoming Transdisciplinary: The Emergence of The Transdisciplinary IndividualJoel E ValenciaNo ratings yet
- Transdisciplinarity Needs SystemismDocument11 pagesTransdisciplinarity Needs SystemismJoel E ValenciaNo ratings yet
- Synthesis and Application of Inorganic NanoparticlesDocument13 pagesSynthesis and Application of Inorganic NanoparticlesJoel E ValenciaNo ratings yet
- Evaluation of Engine Parts Wear Using Nano Lubrication OilDocument6 pagesEvaluation of Engine Parts Wear Using Nano Lubrication OilJoel E ValenciaNo ratings yet
- Ographic Features of Cylinder Liners - An Application of Three-Dimensional Racterization TechniquesDocument11 pagesOgraphic Features of Cylinder Liners - An Application of Three-Dimensional Racterization TechniquesJoel E ValenciaNo ratings yet
- PCL Handbook 2017 Lub1007eDocument228 pagesPCL Handbook 2017 Lub1007eMahmoud MohamedNo ratings yet
- Mini Review On The Significance Nano-Lubricants inDocument6 pagesMini Review On The Significance Nano-Lubricants inJoel E ValenciaNo ratings yet
- Automotive Tribology Overview of Current Advances and Challenges For The Future PDFDocument20 pagesAutomotive Tribology Overview of Current Advances and Challenges For The Future PDFMÔNICA SUEDE S. SILVANo ratings yet
- Piston-Ring Coating Improves Fuel Economy and Reduces CO2 EmissionsDocument1 pagePiston-Ring Coating Improves Fuel Economy and Reduces CO2 EmissionsJoel E ValenciaNo ratings yet
- Conch Shell Structure and Its Effect On Mechanical Behaviors 2004 BiomaterialsDocument6 pagesConch Shell Structure and Its Effect On Mechanical Behaviors 2004 BiomaterialsJoel E ValenciaNo ratings yet
- Preparation of NiMoO2S2 Nanoparticle and Investigation of Its Tribological Behavior As Additive in Lubricating OilDocument4 pagesPreparation of NiMoO2S2 Nanoparticle and Investigation of Its Tribological Behavior As Additive in Lubricating OilJoel E ValenciaNo ratings yet
- Potential of Nanotechnology in Functional FoodsDocument1 pagePotential of Nanotechnology in Functional FoodsJoel E ValenciaNo ratings yet
- Front Matter 9780854041695Document5 pagesFront Matter 9780854041695Joel E ValenciaNo ratings yet
- Development of Ecofriendly Biodegradable Lubricants An OverviewDocument11 pagesDevelopment of Ecofriendly Biodegradable Lubricants An OverviewJoel E ValenciaNo ratings yet
- Structure and Stability of Silver Nanoparticles in Aqueous Solution Produced by LaserDocument5 pagesStructure and Stability of Silver Nanoparticles in Aqueous Solution Produced by LaserJoel E ValenciaNo ratings yet
- Astm g99 95aDocument6 pagesAstm g99 95aSuraj Rarath0% (1)
- A New Way To Prepare Nanostructured Materials Flame Spraying of Microemulsions PDFDocument6 pagesA New Way To Prepare Nanostructured Materials Flame Spraying of Microemulsions PDFJoel E ValenciaNo ratings yet
- IEEE Paper For Image ProcessingDocument32 pagesIEEE Paper For Image Processingsaravanan_dijucsNo ratings yet
- Static Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALDocument8 pagesStatic Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALjssrikantamurthyNo ratings yet
- Tos Mathematics 8 q2Document1 pageTos Mathematics 8 q2Kenny Ann Grace BatiancilaNo ratings yet
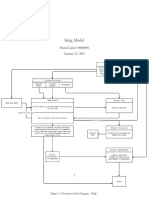
- Ising ModelDocument5 pagesIsing Modeldecerto252No ratings yet
- 4 Rough Draft2 Impact of A Water JetDocument14 pages4 Rough Draft2 Impact of A Water JetBrennan GenusaNo ratings yet
- Particulate Matter Sampling PDFDocument62 pagesParticulate Matter Sampling PDFAshitNo ratings yet
- Cem - Part 1 PDFDocument19 pagesCem - Part 1 PDFDavin OtogleNo ratings yet
- Thermo Scientific Pierce Protein Assay Technical HandbookDocument44 pagesThermo Scientific Pierce Protein Assay Technical HandbookAnwar_Madkhali_9172No ratings yet
- Lecture 1Document33 pagesLecture 1fatimaasiriNo ratings yet
- CE272 Fluid MechanicsDocument56 pagesCE272 Fluid MechanicsHasan KırmızıoğlanNo ratings yet
- Fortran (For NACA)Document7 pagesFortran (For NACA)hdslmnNo ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document3 pagesGujarat Technological University: W.E.F. AY 2018-19SURAJ NAKUMNo ratings yet
- Column Design PDFDocument2 pagesColumn Design PDFRobin0% (1)
- Computer Graphics and AnimationDocument2 pagesComputer Graphics and AnimationManoj PrasadNo ratings yet
- C680Document22 pagesC680dinhtung2210100% (2)
- CO2-Reducing Cement Based On Calcium SilicatesDocument9 pagesCO2-Reducing Cement Based On Calcium Silicatesyinglv100% (1)
- Pore Structure of Air-Entrained Hardened Cement PasteDocument9 pagesPore Structure of Air-Entrained Hardened Cement Paste1mattelliottNo ratings yet
- Mijlocul Cerului in SinastrieDocument2 pagesMijlocul Cerului in SinastrieKali KaliNo ratings yet
- PhoneticsDocument5 pagesPhoneticsKarensita Totty' HerreraNo ratings yet
- Lightweight SUV Frame Design DevelopmentDocument50 pagesLightweight SUV Frame Design DevelopmentAltairEnlightenNo ratings yet
- Properties of CompoundsDocument15 pagesProperties of CompoundsPrasad YarraNo ratings yet
- Working of Steam Turbines and Its AuxillariesDocument48 pagesWorking of Steam Turbines and Its AuxillariesbalajigandhirajanNo ratings yet
- Lahore University of Management Sciences: EE539 - Radar SystemsDocument3 pagesLahore University of Management Sciences: EE539 - Radar SystemsDr-Raghad Al-FahamNo ratings yet
- SA Engineering College Statistics and Numerical Methods NotesDocument8 pagesSA Engineering College Statistics and Numerical Methods NotesRaja Nirmal KumarNo ratings yet
- Laser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsDocument6 pagesLaser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsK. JayarajanNo ratings yet
- Steam Drum Design CalsDocument78 pagesSteam Drum Design Calsabdulrehmandescon100% (1)
- Xxii Paper 51Document9 pagesXxii Paper 51kjyeom_258083906No ratings yet
- G.D.GOENKA PUBLIC SCHOOL CLASS 10 CHEMISTRY CHAPTER 2 ACIDS BASES SALTS ASSIGNMENTDocument3 pagesG.D.GOENKA PUBLIC SCHOOL CLASS 10 CHEMISTRY CHAPTER 2 ACIDS BASES SALTS ASSIGNMENTvikas aggarwal100% (1)
- Stepper Motor Driven Solar Tracker SystemDocument4 pagesStepper Motor Driven Solar Tracker SystemFAHMY RINANDA SAPUTRI (066629)No ratings yet
- Biological Effect and Medical Applications of Electromagnetic EnergyDocument580 pagesBiological Effect and Medical Applications of Electromagnetic EnergyTienRienNo ratings yet